Екструзійний пінополістирол екструдований XPS 10 мм – купити за найкращою ціною в Дніпрі від компанії “ПРОЕКТ24 ОПТОВО РОЗДРІБНА КОМПАНІЯ”
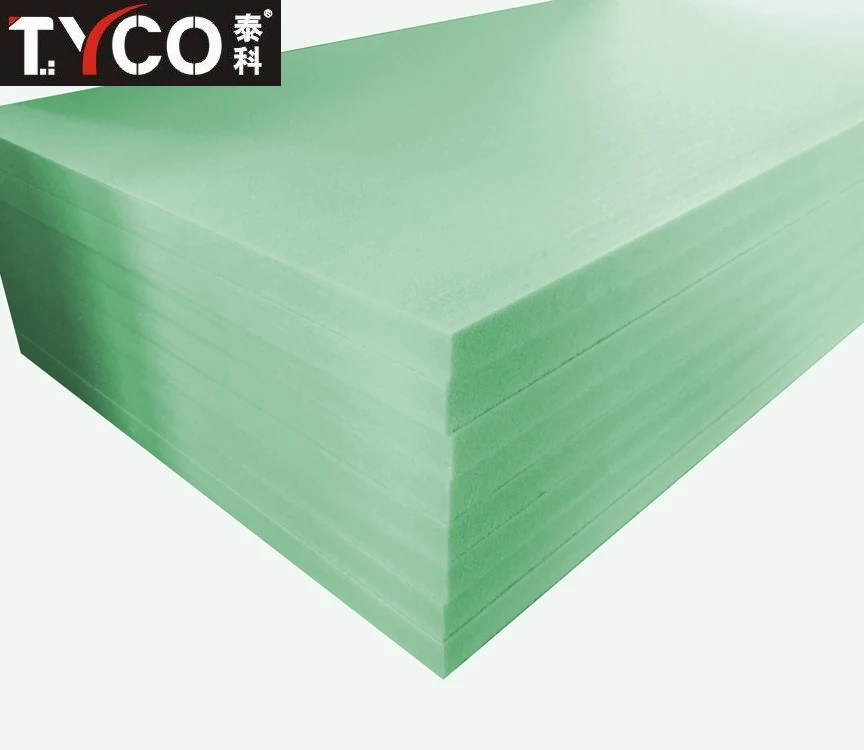
Екструзійний пінополістирол екструдований XPS 10мм.Утеплювач ― екструзійний (екструдований) пінополістирол.
Товщина: 10 мм.
Розмір листа: 1200 х 600 мм.
Кількість листів в упаковці: 42 шт.
В упаковці: 30,24 м2
Упаковка: 0,302 м3
Щільність: 28-30 кг\м3.
Спосіб виготовлення:
– виготовляється методом екструзії з полістиролу загального призначення.
Особливості матеріалу:
Володіє високою міцністю на стиск, що сприяє довговічною експлуатації.
Не вбирає воду.
Не набухає і не дає усадки.
Хімічно стійкий і не схильний до гниття.
Відмінний теплоізоляційний матеріал.
Відмінності екструзійного пінополістиролу від пінопласту:
“Екологічна і гігієнічна безпека”
“Міцніше пінопласту на вигин більш ніж в 10 разів”
“Не кришиться, витримує величезні навантаження”
“Шумоізоляція і паронепроникність ― ці показники значно краще пінопласту”
“В пінополістиролі екструзійному не заводяться гризуни і комахи, які можуть руйнувати структуру матеріалу”
Області застосування:
- Утеплення лоджії;
- Теплоізоляція стін;
- Утеплення порожнистих стін;
- Додаткове утеплення;
- Теплоізоляція підлог;
- Теплоізоляція підлог перших поверхів;
- Теплоізоляція підлог, холодильних складів, льодових арен;
- Промислові комплекси, складські приміщення, автогосподарство;
- Теплі підлоги;
- Теплоізоляція доріг;
- Автомобільні дороги;
- Залізниці;
- Теплоізоляція покрівлі;
- Інверсійна покрівля;
- Капітальний ремонт дахів;
- Пристрій полегшених дахів при зведенні виробничих будівель;
- Похилий дах;
- Теплоізоляція фундаменту;
- Утеплення фундаменту дрібного закладення;
- Будівництво вічномерзлих ґрунтів;
- Малоповерхові будівлі;
- Теплоізоляція трубопроводів;
- Реконструкція міських вулиць;
- Садові доріжки і паркування;
- Спорудження аеродромів;
- Конструктивні рішення;
- Сендвіч-панелі;
- Фасадні системи.

- Утеплення містків холоду.
Влаштування даху з несучими конструкціями із залізобетону при будівництві малоповерхових будівель, котеджів з площею не більше 300 м2. Пристрій системи здійснюється за традиційною схемою укладання покрівельного пирога, добре зарекомендувала себе ще з часів застосування рубероидной гідроізоляції. | |
|---|---|
Система Інверс застосовується для пристрою баластних неексплуатованих покрівель по інверсійної схемою на малоповерхових будинках, котеджах з площею не більше 300 м2. Таку систему зручно застосовувати для влаштування покрівлі в районах з низькими температурами навколишнього середовища, а також на будівлях і спорудах з багаторівневою дахом. В якості теплоізоляції застосовується тільки екструзійний пінополістирол, який володіє низьким водопоглинанням і повністю зберігає свої теплоізоляційні властивості в умовах постійної присутності води. Для створення дренажного зазору і швидкого відводу води укладають шар голкопробивного геотекстилю між екструзійним пінополістиролом і бітумно полімерним матеріалом. | |
Зелені покрівлі виконують ряд функцій, наприклад, забезпечують збільшення кількості зелених насаджень, підвищують тепловий захист покрівлі. Зелена покрівля влаштовується тільки по бетонних підставах, нахил якого не повинен перевищувати 10 %. Система Грін застосовується при новому будівництві на дахах сучасних будівель вимагає мінімального втручання людини для ефективної роботи протягом всього терміну служби, а спосіб її експлуатації залежить тільки від уяви власника. В даній системі роль баласту виконує грунт з зеленими насадженнями. В якості утеплювача необхідно застосовувати екструзійний пінополістирол, який володіє низьким водопоглинанням і високою міцністю на стиск. Система Грін застосовується при новому будівництві, а також при реконструкції дахів малоповерхових будівель і споруд, котеджів з площею не більше 300 м2. | |
Система Тераса розроблена з урахуванням пішохідних навантажень і застосовується при новому будівництві на плоских дахах малоповерхових будинків, котеджів з площею не більше 300 м2. Застосування пластикових опор дозволяє укласти плитку з нульовим ухилом і полегшити вагу покрівельної конструкції – це дає можливість уникнути утворення застійних калюж на поверхні покрівлі і домогтися горизонтальній поверхні. В даній системі стяжка поверх теплоізоляції не влаштовується, що веде до зниження трудомісткості, вартості, а також ваги конструкції. В системі Тераса тротуарна армована плитка укладається відразу на спеціальні пластикові опори, а весь покрівельний пиріг утримується за рахунок власної ваги баласту. В якості теплоізоляційного шару використовується екструзійний пінополістирол, який відрізняється низьким водопоглинанням і високою міцністю на стиск. | |
При утепленні покрівлі необхідно дотримувати наступні умови: 1. 2. товщина шару теплоізоляції повинна відповідати визначеним розміром (згідно теплового розрахунку), достатнього для збереження тепла в приміщенні в зимовий і холоду в літній період. Отже, для кращої роботи вашої покрівлі необхідно передбачити пароізоляційний шар, для відсікання пари, що йде з приміщення. Необхідно застосовувати певну товщину теплоізоляційного шару, згідно з розрахунком для того чи іншого регіону, і необхідно передбачити вентильований зазор між шаром теплоізоляції і покрівельним покриттям. | |
Система утеплення підлоги складається з екструзійного пінополістиролу, який укладається безпосередньо по перекриттю. Система ізоляції володіє високою міцністю завдяки жорсткості теплоізоляції і збірної стяжки. В якості розподіляє навантаження шару виступає збірна стяжка, виконана, наприклад, з двох аркушів ГВЛ, OSB, ЦСП. Дана система ізоляції дозволяє скоротити рівень ударного шуму 28 дБ. Система Стандарт технологічна і відрізняється високою швидкістю монтажу. Система широко розповсюджена, застосовується для звуко – і теплоізоляції перекриттів житлових, громадських, адміністративних будівель. Система широко розповсюджена, застосовується для звуко – і теплоізоляції перекриттів житлових, громадських, адміністративних будівель. | |
Система «теплої підлоги» включає в себе влаштування шару з нагрівальними кабелями поверх ефективного теплоізоляційного шару з екструдованого пінополістиролу, покладеного на вирівняну основу. Це рішення збільшує тепловіддачу в бік опалювального приміщення. Зверху на теплоізоляційний шар укладається пароізоляційна плівка, що запобігає також витік «цементного молока» з стяжки. Система ізоляції підлоги призначена для ванних кімнат, кухонь та інших приміщень, які потребують обігріву за допомогою електронагрівальних кабелів. | |
Система теплоізоляції підлоги на дерев’яній основі, у т. ч. горищних перекриттів складається з екструзійного пінополістиролу, пароізоляційного шару, а також розподіляє шару. Екструзійний пінополістирол можна укладати як між балками перекриття, так і на чорнову підлогу. Шар пароізоляції укладають, як правило, в разі влаштування підлоги над холодним підвалом. | |
| Система утеплення підлоги по грунту застосовується для захисту підлог першого поверху від промерзання. В якості теплоізоляційного шару застосовується XPS, завдяки високій міцності якого можливе зниження товщини бетонної частини підлоги. При необхідності в конструкції передбачається шар паро-гідроізоляції. | |
| Класичний вигляд фасаду надає цегляна облицювання, при цьому конструкція є вентильованим, що не дозволяє накопичувати конденсат в утеплювачі. Для попередження утворення суцільного містка холоду, в перекриття при монолітних роботах, вставляються термовкладыши з жорсткого екструзійного пінополістиролу | |
В системі Комбі в якості теплоізоляції застосовується XPS, який володіє низьким водопоглинанням і низькою теплопровідністю. Підставою системи можуть бути несучі, самонесучі і навісні стіни з монолітного залізобетону кам’яних та армокам’яних кладок (щільністю не нижче 600 кг/м. куб). Базовий штукатурний шар відіграє захисну роль по відношенню до зовнішніх механічних і кліматичних впливів. | |
| Система Термо – це найбільш простий спосіб теплоізоляції існуючого приміщення. При виробництві внутрішніх робіт немає необхідності в будівельних лісах, немає обмежень по зовнішніх погодних умов, відсутні складні технологічні процеси. При влаштуванні даної системи теплоізоляційні плити XPS притискаються до стіни дерев’яними брусками, простір між брусками також заповнюється екструзійним пінополістиролом. Потім кріпиться пароізоляційна плівка. Дуже важливо проклеїти всі нахлести плівок між собою і примикання плівки до огороджувальних конструкцій. У цієї операції використовується спеціальний матеріал «Стрічка сполучна бутил-каучукова». | |
Система Шведська плита об’єднує в собі пристрій утепленій монолітної фундаментної плити і мережі комунікацій, включаючи систему водяного підігріву підлоги. Комплексний підхід дозволяє отримати утеплене підстава з вбудованими інженерними системами і рівна підлога, готовий для укладання плитки, паркетного або іншого покриття. В якості теплоізоляційного матеріалу використовується екструзійний пінополістирол який володіє низьким водопоглинанням і високою міцністю на стиск. | |
Система ізоляції фундаменту з експлуатованими або житловими приміщеннями. Застосовується для захисту підземних споруд в глинистих і суглинних ґрунтах незалежно від рівня ґрунтових вод, а також в піщаних грунтах при рівні грунтових вод вище рівня фундаментної плити. Рекомендується застосовувати дану систему в конструкціях, розташованих у зоні капілярного зволоження, коли умови їх експлуатації пов’язані з жорстким температурно-вологісним режимом. | |
Система ізоляції фундаменту з експлуатованими або житловими приміщеннями. Застосовується для захисту підземних споруд з експлуатованими або житловими приміщеннями в місцевих піщаних ґрунтах з низьким рівнем ґрунтових вод. В якості теплоізоляційного шару використовується екструзійний пінополістирол ― одним з найбільш високоефективних теплоізоляційних матеріалів. Він не вбирає воду, не набухає і не дає усадки, хімічно стійок і не схильний до гниття. В якості теплоізоляційного шару використовується екструзійний пінополістирол ― одним з найбільш високоефективних теплоізоляційних матеріалів. Він не вбирає воду, не набухає і не дає усадки, хімічно стійок і не схильний до гниття. |


 в утеплювачі не повинна скупчуватися волога;
в утеплювачі не повинна скупчуватися волога;
Экструдированный пенополистирол 10мм в Комсомольске-на-Амуре: 9-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
Экструдированный пенополистирол 10мм
Экструзионный пенополистирол Технониколь XPS Carbon Prof Slope J 0. 6 м*1.2 м/10 мм, 35 мм
6 м*1.2 м/10 мм, 35 мм
ПОДРОБНЕЕЕще цены и похожие товары
Панель Ruspanel RP 10XPS на основе экструдированного пенополистирола Styrofoam односторонняя 2500х600х10 мм
ПОДРОБНЕЕЕще цены и похожие товары
Ruspanel Экструдированный пенополистирол (XPS) Ruspanel RP 10 х 600 х 2500 мм Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Техноплекс XPS Пенополистирол 1180х580х100мм (2,74м2) 4 плиты Производитель: ТЕХНОНИКОЛЬ, Материал:
ПОДРОБНЕЕЕще цены и похожие товары
Ruspanel Экструдированный пенополистирол (XPS) Ruspanel RP, 10 х 600 х 1250 мм Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
814
1086
10 шт. 10 см акриловая панель, прозрачный экструдированный плексиглас, лист оргстекла, панель ПММА толщина 1-10 мм
ПОДРОБНЕЕЕще цены и похожие товары
Техноплекс XPS Пенополистирол 1180x580x100мм (2,74м2) Производитель: ТЕХНОНИКОЛЬ, Плотность: 35кг/м³
ПОДРОБНЕЕЕще цены и похожие товары
Техноплекс XPS Пенополистирол 1180x580x100мм (2,74м²) Производитель: ТЕХНОНИКОЛЬ, Ширина: 58см,
ПОДРОБНЕЕЕще цены и похожие товары
Урса Экструдированный пенополистирол XPS-N-III-G4-L 1180х600х100мм (0,708м2=0,07075м3) (1шт)
ПОДРОБНЕЕЕще цены и похожие товары
Техноплекс 10 1180х580х100 мм (2. 74м2)(0.274м3) экструдированный пенополистирол Производитель:
74м2)(0.274м3) экструдированный пенополистирол Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Экструдированный пенополистирол технониколь Техноплекс 1180х580х100-L Производитель: ТЕХНОНИКОЛЬ,
ПОДРОБНЕЕЕще цены и похожие товары
Экструзионный пенополистирол Технониколь XPS Carbon Prof Slope A 0.6 м*1.2 м/10 мм, 35 мм
ПОДРОБНЕЕЕще цены и похожие товары
Панель на основе экструдированного пенополистирола Ruspanel RP 10 XPS 2500х600х10 мм Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Техноплекс 1180х580х100 мм экструзионный пенополистирол Производитель: Техноплекс
ПОДРОБНЕЕЕще цены и похожие товары
Утеплитель Пенополистирол Техноплекс XPS 1180х580х100мм (2,74м2) Производитель: ТЕХНОНИКОЛЬ,
ПОДРОБНЕЕЕще цены и похожие товары
Экструзионный пенополистирол (XPS) технониколь Carbon Prof 1180х580х40 мм, L-кромка, 10 шт
ПОДРОБНЕЕЕще цены и похожие товары
Экструзионный пенополистирол (XPS) технониколь Carbon Prof Slope 4,2 % 1200x600x10/35 мм, элемент J
ПОДРОБНЕЕЕще цены и похожие товары
Экструзионный пенополистирол XPS CARBON ECO Технониколь (20 x 600 x 1200 мм) Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Пенополистирол Мосстрой-31 ППС-10 (ПСБ-С-15) 1000*1000 мм, 490 мм Производитель: Мосстрой-31,
ПОДРОБНЕЕЕще цены и похожие товары
Пенополистирол Мосстрой-31 ППС-10 (ПСБ-С-15) 1000*1000 мм, 290 мм Производитель: Мосстрой-31,
ПОДРОБНЕЕЕще цены и похожие товары
Экструдированный пенополистирол Технониколь XPS CARBON PROF SLOPE 2,1 % уклон (плита А) 5-30х600х1200
ПОДРОБНЕЕЕще цены и похожие товары
Экструдированный пенополистирол XPS RPG Basic 1250х600х10 мм Материал: экструдированный
ПОДРОБНЕЕЕще цены и похожие товары
Панель Ruspanel RP 10XPS на основе экструдированного пенополистирола Styrofoam двухсторонняя 2500х600х10 мм
ПОДРОБНЕЕЕще цены и похожие товары
Пенополистирол Мосстрой-31 ППС-10 (ПСБ-С-15) 1000*1000 мм, 380 мм Производитель: Мосстрой-31,
ПОДРОБНЕЕЕще цены и похожие товары
Технониколь / Пенополистирол, Технониколь Производитель: ТЕХНОНИКОЛЬ
ПОДРОБНЕЕЕще цены и похожие товары
Экструзионный пенополистирол XPS CARBON ECO 400 SP Технониколь Производитель: ТЕХНОНИКОЛЬ, Площадь
ПОДРОБНЕЕЕще цены и похожие товары
194
252
Розница 2 шт. 10 мм прозрачный круглый плексиглас акриловый стержень ПММА Экструдированный Стержень длиной 12 дюймов
10 мм прозрачный круглый плексиглас акриловый стержень ПММА Экструдированный Стержень длиной 12 дюймов
ПОДРОБНЕЕЕще цены и похожие товары
Технониколь Carbon Eco 1200х600х20, упаковка Производитель: ТЕХНОНИКОЛЬ
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 3
Екструдований пінополістирол ПОЛІМЕР-А XPS 1200х600х10 мм – купити за найкращою ціною в Дніпрі від компанії “★★★★★ УКРІЗОЛ оптово-роздрібна компанія”
Опис
Характеристики
Інформація для замовлення
Екструдований (екструзійний) пінополістирол XPS 10мм.
Утеплювач ― екструзійний (екструдований) пінополістирол.
Товщина: 10 мм.
Розмір листа: 1200 х 600 мм.
Кількість листів в упаковці: 42 шт.
В упаковці: 30,24 м2
Упаковка: 0,302 м3
Щільність: 28-30 кг\м3.
Спосіб виготовлення:
– виготовляється методом екструзії з полістиролу загального призначення.
Особливості матеріалу:
Має високу міцність на стиск, що сприяє довговічній експлуатації.
Не вбирає воду.
Не набухає і не дає усадки.
Хімічно стійкий і не схильний до гниття.
Чудовий теплоізоляційний матеріал.
Відмінності екструзійного пінополістиролу від пінопласту:
- Екологічна і гігієнічна безпека
- Міцніше пінопласту на вигин більш ніж в 10 разів
- Не кришиться, витримує величезні навантаження
- Шумоізоляція і паронепроникність ― ці показники значно краще пінопласту
- В пінополістиролі екструзійному не заводяться гризуни і комахи, які можуть руйнувати структуру матеріалу
Області застосування:
- Утеплення лоджій;
- Теплоізоляція стін;
- Утеплення порожнистих стін;
- Додаткове утеплення;
- Теплоізоляція підлог:
- Теплоізоляція підлог перших поверхів;
- Теплоізоляція підлог, холодильних складів, льодових арен;
- Промислових комплексів, складських приміщень, автогосподарств;
- Теплі підлоги;
- Теплоізоляція доріг:
- Автомобільні дороги;
- Залізниці;
- Теплоізоляція покрівлі:
- Інверсійна покрівля;
- Капітальний ремонт дахів;
- Пристрій полегшених дахів при зведенні виробничих будівель;
- Похилий дах;
- Теплоізоляція фундаменту:
- Утеплення фундаменту малого закладення;
- Будівництво у вічномерзлих ґрунтах;
- Малоповерхові будівлі;
- Теплоізоляція трубопроводів;
- Реконструкція міських вулиць:
- Садові доріжки і паркування;
- Спорудження аеродромів;
- Конструктивні рішення;
- Сендвіч-панелі;
- Фасадні системи.

- Утеплення містків холоду.
Влаштування даху з несучими конструкціями із залізобетону при будівництві малоповерхових будівель, котеджів з площею не більше 300 м2. Пристрій системи здійснюється за традиційною схемою укладання покрівельного пирога, яка добре зарекомендувала себе ще з часів застосування руберойдної гідроізоляції. | |
|---|---|
Система Інверс застосовується для пристрою баластних неексплуатованих покрівель по інверсійної схемою на малоповерхових будинках, котеджах з площею не більше 300 м2. Таку систему зручно застосовувати для влаштування покрівлі в районах з низькими температурами навколишнього середовища, а також на будівлях і спорудах з багаторівневою дахом. В якості теплоізоляції застосовується тільки екструзійний пінополістирол, який володіє низьким водопоглинанням і повністю зберігає свої теплоізоляційні властивості в умовах постійної присутності води. Для створення дренажного зазору і швидкого відводу води укладають шар голкопробивного геотекстилю між екструзійним пінополістиролом і бітумно полімерним матеріалом. | |
Зелені покрівлі виконують ряд функцій, наприклад, забезпечують збільшення кількості зелених насаджень, підвищують тепловий захист покрівлі. Зелена покрівля влаштовується тільки по бетонних підставах, нахил якого не повинен перевищувати 10 %. Система Грін застосовується при новому будівництві на дахах сучасних будівель вимагає мінімального втручання людини для ефективної роботи протягом всього терміну служби, а спосіб її експлуатації залежить тільки від уяви власника. В даній системі роль баласту виконує грунт з зеленими насадженнями. В якості утеплювача необхідно застосовувати екструзійний пінополістирол, який володіє низьким водопоглинанням і високою міцністю на стиск. Система Грін застосовується при новому будівництві, а також при реконструкції дахів малоповерхових будівель і споруд, котеджів з площею не більше 300 м2. | |
Система Тераса розроблена з урахуванням пішохідних навантажень і застосовується при новому будівництві на плоских дахах малоповерхових будинків, котеджів з площею не більше 300 м2. Застосування пластикових опор дозволяє укласти плитку з нульовим ухилом і полегшити вагу покрівельної конструкції – це дає можливість уникнути утворення застійних калюж на поверхні покрівлі і домогтися горизонтальній поверхні. В даній системі стяжка поверх теплоізоляції не влаштовується, що веде до зниження трудомісткості, вартості, а також ваги конструкції. В системі Тераса тротуарна армована плитка укладається відразу на спеціальні пластикові опори, а весь покрівельний пиріг утримується за рахунок власної ваги баласту. В якості теплоізоляційного шару використовується екструзійний пінополістирол, який відрізняється низьким водопоглинанням і високою міцністю на стиск. | |
При утепленні покрівлі необхідно дотримувати наступні умови: 1. 2. товщина шару теплоізоляції повинна відповідати визначеним розміром (згідно теплового розрахунку), достатнього для збереження тепла в приміщенні в зимовий і холоду в літній період. Отже, для кращої роботи вашої покрівлі необхідно передбачити пароізоляційний шар, для відсікання пари, що йде з приміщення. Необхідно застосовувати певну товщину теплоізоляційного шару, згідно з розрахунком для того чи іншого регіону, і необхідно передбачити вентильований зазор між шаром теплоізоляції і покрівельним покриттям. | |
Система утеплення підлоги складається з екструзійного пінополістиролу, який укладається безпосередньо по перекриттю. Система ізоляції володіє високою міцністю завдяки жорсткості теплоізоляції і збірної стяжки. В якості розподіляє навантаження шару виступає збірна стяжка, виконана, наприклад, з двох аркушів ГВЛ, OSB, ЦСП. Дана система ізоляції дозволяє скоротити рівень ударного шуму 28 дБ. Система Стандарт технологічна і відрізняється високою швидкістю монтажу. Система широко розповсюджена, застосовується для звуко – і теплоізоляції перекриттів житлових, громадських, адміністративних будівель. Система широко розповсюджена, застосовується для звуко – і теплоізоляції перекриттів житлових, громадських, адміністративних будівель. | |
Система «теплої підлоги» включає в себе влаштування шару з нагрівальними кабелями поверх ефективного теплоізоляційного шару з екструдованого пінополістиролу, покладеного на вирівняну основу. Це рішення збільшує тепловіддачу в бік опалювального приміщення. Зверху на теплоізоляційний шар укладається пароізоляційна плівка, що запобігає також витік «цементного молока» з стяжки. Система ізоляції підлоги призначена для ванних кімнат, кухонь та інших приміщень, які потребують обігріву за допомогою електронагрівальних кабелів. | |
Система теплоізоляції підлоги на дерев’яній основі, у т. ч. горищних перекриттів складається з екструзійного пінополістиролу, пароізоляційного шару, а також розподіляє шару. Екструзійний пінополістирол можна укладати як між балками перекриття, так і на чорнову підлогу. Шар пароізоляції укладають, як правило, в разі влаштування підлоги над холодним підвалом. | |
| Система утеплення підлоги по грунту застосовується для захисту підлог першого поверху від промерзання. В якості теплоізоляційного шару застосовується XPS, завдяки високій міцності якого можливе зниження товщини бетонної частини підлоги. При необхідності в конструкції передбачається шар паро-гідроізоляції. | |
| Класичний вигляд фасаду надає цегляна облицювання, при цьому конструкція є вентильованим, що не дозволяє накопичувати конденсат в утеплювачі. Для попередження утворення суцільного містка холоду, в перекриття при монолітних роботах, вставляються термовкладыши з жорсткого екструзійного пінополістиролу | |
В системі Комбі в якості теплоізоляції застосовується XPS, який володіє низьким водопоглинанням і низькою теплопровідністю. Підставою системи можуть бути несучі, самонесучі і навісні стіни з монолітного залізобетону кам’яних та армокам’яних кладок (щільністю не нижче 600 кг/м. куб). Базовий штукатурний шар відіграє захисну роль по відношенню до зовнішніх механічних і кліматичних впливів. Армування шару сіткою збільшує ударну стійкість, знижує небезпеку виникнення тріщин. Структура (рисунок) фінішного покриття визначається розміром і формою зернистого наповнювача декоративної штукатурки, використовуваним інструментом, а також методами нанесення. Безремонтний термін служби системи більше 25 років. Армування шару сіткою збільшує ударну стійкість, знижує небезпеку виникнення тріщин. Структура (рисунок) фінішного покриття визначається розміром і формою зернистого наповнювача декоративної штукатурки, використовуваним інструментом, а також методами нанесення. Безремонтний термін служби системи більше 25 років. | |
| Система Термо – це найбільш простий спосіб теплоізоляції існуючого приміщення. При виробництві внутрішніх робіт немає необхідності в будівельних лісах, немає обмежень по зовнішніх погодних умов, відсутні складні технологічні процеси. При влаштуванні даної системи теплоізоляційні плити XPS притискаються до стіни дерев’яними брусками, простір між брусками також заповнюється екструзійним пінополістиролом. Потім кріпиться пароізоляційна плівка. Дуже важливо проклеїти всі нахлести плівок між собою і примикання плівки до огороджувальних конструкцій. У цієї операції використовується спеціальний матеріал «Стрічка сполучна бутил-каучукова». | |
Система Шведська плита об’єднує в собі пристрій утепленій монолітної фундаментної плити і мережі комунікацій, включаючи систему водяного підігріву підлоги. Комплексний підхід дозволяє отримати утеплене підстава з вбудованими інженерними системами і рівна підлога, готовий для укладання плитки, паркетного або іншого покриття. В якості теплоізоляційного матеріалу використовується екструзійний пінополістирол який володіє низьким водопоглинанням і високою міцністю на стиск. | |
Система ізоляції фундаменту з експлуатованими або житловими приміщеннями. Застосовується для захисту підземних споруд в глинистих і суглинних ґрунтах незалежно від рівня ґрунтових вод, а також в піщаних грунтах при рівні грунтових вод вище рівня фундаментної плити. Рекомендується застосовувати дану систему в конструкціях, розташованих у зоні капілярного зволоження, коли умови їх експлуатації пов’язані з жорстким температурно-вологісним режимом. | |
Система ізоляції фундаменту з експлуатованими або житловими приміщеннями. Застосовується для захисту підземних споруд з експлуатованими або житловими приміщеннями в місцевих піщаних ґрунтах з низьким рівнем ґрунтових вод. В якості теплоізоляційного шару використовується екструзійний пінополістирол ― одним з найбільш високоефективних теплоізоляційних матеріалів. Він не вбирає воду, не набухає і не дає усадки, хімічно стійок і не схильний до гниття. В якості теплоізоляційного шару використовується екструзійний пінополістирол ― одним з найбільш високоефективних теплоізоляційних матеріалів. Він не вбирає воду, не набухає і не дає усадки, хімічно стійок і не схильний до гниття. |


 в утеплювачі не повинна скупчуватися волога;
в утеплювачі не повинна скупчуватися волога;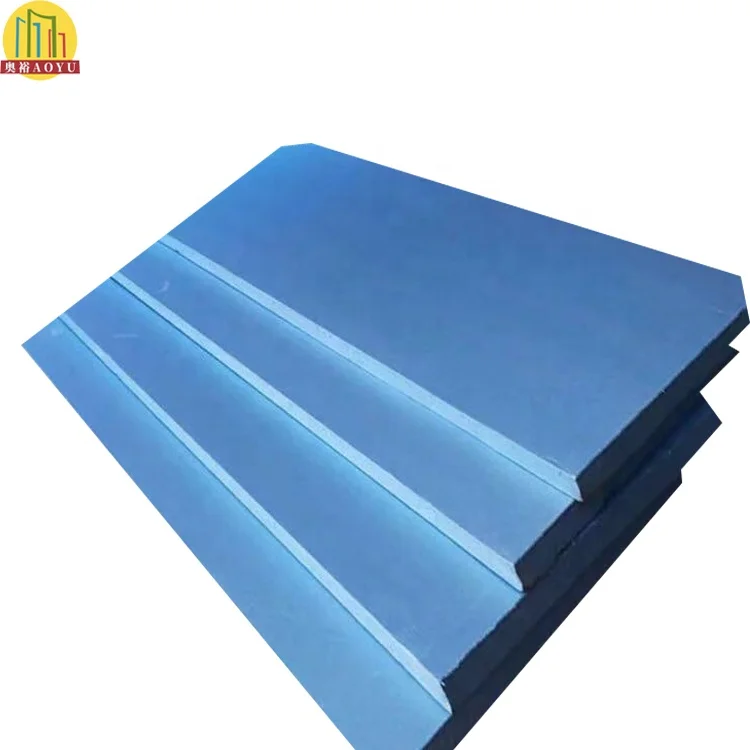
Китай XPS и пена PIR и ее сэндвич-панели Производитель, плитка XPS и душевые поддоны, поставщик кровельных листов и панелей
Пена XPS и пена Eva
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Плитка XPS и душевые поддоны
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Пена PIR
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | Пенопласт XPS и PIR и его сэндвич-панели
,
Изделия из плитки XPS и душевых поддонов
,
Кровля . .. .. | |
| Зарегистрированный капитал: | 1000 юаней | |
| Площадь завода: | 101~500 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001, НПП | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Наша компания Kurtin New Material Tech является экспортным центром, отвечающим за экспорт наших изоляционных материалов. Ассортимент продукции включает в себя пенопласт XPS и его сэндвич-панели, плитку XPS и душевые поддоны, пенопласт PIR, пенопласт EVA, сэндвич-панели EPS и PU, а также некоторые конструкционные компоненты.
Ассортимент продукции включает в себя пенопласт XPS и его сэндвич-панели, плитку XPS и душевые поддоны, пенопласт PIR, пенопласт EVA, сэндвич-панели EPS и PU, а также некоторые конструкционные компоненты.
Как и при работе с нашими клиентами со всего мира, наша компания хочет быть более конкурентоспособной по сравнению с другими китайскими поставщиками. Поэтому наша главная цель – всегда быть честными и честными в наших…
Просмотреть все
Основные продукты
4 шт.Пенопласт XPS
Подложка для плитки XPS
Душевой поддон XPS
Пена PIR
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мистер Джефф
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Компоненты внешней оболочки | Технологический центр AWCI
Сплошная изоляцияИзоляция из пенополистирола (EPS)
Состав: Номинальная 1,0 фунт/фут 3 Пенополистирол с закрытыми порами
Размер : Мин. от 3/4” до 12” макс. Ширина 24 дюйма x 48 дюймов или 96 дюймов (в зависимости от системы)
Применение : Подложка для обшивки на внешней стороне стены
Соответствие : ASTM E2430 (или ASTM C578) Спецификация для пенополистирола (EPS) Теплоизоляционные плиты для использования в системах наружной изоляции и отделки (EIFS)
Ограничения :
Требуется стандарт NFPA 285 Стандартный метод испытаний на огнестойкость для оценки распространения огня наружных ненесущих стеновых конструкций, содержащих горючие компоненты
82 .
Разлагается под воздействием УФ-излучения.
Паропроницаемый полупроницаемый (5 Perms).
Установка : EIMA Руководство по внешней изоляции и конструкции системы отделки
Архитектурная спецификация : 07 24 00 Системы внешней отделки и изоляции
Подробнее и последняя информационная ссылка : www.eima.com
Эквердированная полистирольная изоляция (XPS)
Размер . : Мин. от 3/4” до 4” макс. 24 дюйма или 48 дюймов x 96 дюймов
Применение : сплошная изоляция с внешней стороны стены
Соответствие : ASTM C578 Стандартные технические условия для жесткой пенополистирольной теплоизоляции
Ограничения :
Требуется стандарт NFPA 285 Стандартный метод испытаний на огнестойкость для оценки распространения огня наружных ненесущих стеновых конструкций, содержащих горючие компоненты.
Разлагается под действием УФ.
Требуется тепловой барьер при использовании внутри.
Ненесущий (требуется дополнительная распорка на сдвиг и боковое ограничение).
Паропроницаемый полупроницаемый (1.1 Perms).
Установка : Комитет по пенопластовой обшивке ТЭР № 1205-05 Конструктивные особенности применения пенопластовой изоляционной обшивки (ППИС) в легком строительстве
Спец. Информационная ссылка : fsc.americanchemistry.com
Изоляция из минеральной ваты
Состав: негорючие плиты из минеральной ваты или шлака
Размер : Мин. от 1 до 7 дюймов макс. 16 дюймов, 24 дюйма или 36 дюймов x 48 дюймов или 60 дюймов
Применение : сплошная изоляция внешней стороны стены
Соответствие : ASTM C665 Производственный корпус
Ограничения :
Не несущие конструкции (требуются дополнительные распорки на сдвиг и поперечное ограничение).
Паропроницаемый (50 Perms).
Installation : Manufacturer’s Specification
Architectural Spec : 07 21 00 Thermal Insulation
More and Latest Information Link : www.awci.org/media/resources/buyers-guide/070000
Polyisocyanurate Изоляция (PIR)
Состав: жесткая термореактивная пенопластовая плита с закрытыми порами
Размер : Мин. от 5/8” до 2” макс. 48″ x 96″ или 144″
Применение : Непрерывная изоляционная внешняя сторона стены
Соответствие : ASTM C1289 Стандартная спецификация для жесткой клеточной полиизоциануратной термоизоляционной платы
Ограничения :
02..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
02..
Требуется NFPA 285 Стандартный метод испытаний на огнестойкость для оценки распространения огня в сборках наружных ненесущих стен, содержащих горючие компоненты.
Требуется тепловой барьер для внутренних работ.
Ненесущий (требуется дополнительная распорка на сдвиг и боковое ограничение).
Полунепроницаемый для паров (<1 Perm).
Установка : Комитет по пенопластовой обшивке ТУ № 1205-05 Конструктивные особенности применения пенопластовой теплоизоляционной обшивки (ППИС) в легком строительстве
Архитектурная теплоизоляция 1 00005
Ссылка на дополнительную и последнюю информацию : fsc.americanchemistry.com
Водонепроницаемые барьеры
Надлежащее проектирование и установка водонепроницаемых барьеров приобретает все большее значение. Водонепроницаемые барьеры служат второй линией защиты от проникновения влаги (в жидком состоянии) в здание. В Международном строительном кодексе , IBC, есть специальные формулировки, требующие использования этих барьеров. В разделе 1403.2 Кодекса IBC 2012 г. содержится призыв к « атмосферостойкий» внешняя оболочка. Этот пакет включает в себя установку «водонепроницаемого барьера за внешней облицовкой r». Неотъемлемой частью барьера является требование к гидроизоляции для отвода любой воды из оболочки. Используя предписывающий язык, IBC в Разделе 1404.2 определяет водостойкий барьер (WRB) как « один слой битумного войлока № 15, соответствующий ASTM D 226, тип 1, или другие утвержденные материалы должны быть прикреплены к стойкам или обшивке. ».
Коды позволяют использовать альтернативные материалы, демонстрируя эквивалентность предполагаемых характеристик. Международный конгресс по коду, Evaluation Services (ICC-ES) установил «Критерии приемлемости » для подтверждения требуемой эквивалентности. Из-за предоставления альтернативных материалов и параметра «Критерии приемлемости» теперь доступно несколько вариантов. Альтернативы можно разделить на три основные категории. Это листовые материалы, материалы, наносимые жидкостью, и некоторые типы изоляционной оболочки.
Для материалов листового типа конкретные критерии приемки озаглавлены AC 38 Критерии приемки для водонепроницаемых барьеров . Сюда входят некоторые самоклеящиеся типы, а также некоторые полиолефиновые продукты. Другой формой водостойкого барьера является наносимое жидкостью покрытие. Критерии приемлемости, которые были разработаны для демонстрации эквивалентности: AC212 Критерии приемлемости для водостойких покрытий, используемых в качестве водонепроницаемых барьеров на внешней обшивке . Эти материалы обычно наносят шпателем, кистью или распылением. При определении подходящего водостойкого барьера для проекта важно убедиться, что материал имеет соответствующую документацию для его предполагаемого применения.
Примечание. Приведенные здесь ограничения взяты из источника соответствующего производителя строительной продукции. Для получения более подробной и последней информации об этих ограничениях рекомендуется обращаться либо в представительную ассоциацию, либо к конкретному производителю строительной продукции. Частичный список ассоциаций и их ссылки приведены на главной странице этого сайта.
Для получения более подробной и последней информации об этих ограничениях рекомендуется обращаться либо в представительную ассоциацию, либо к конкретному производителю строительной продукции. Частичный список ассоциаций и их ссылки приведены на главной странице этого сайта.
Асфальтовое насыщенный класс D Бумага
Состав : Асфальтовый насыщенный класс. кв. фут в рулонах
Применение : Наносится поверх гипсовой обшивки в 2 слоя.
Соответствие : ICC-ES AC 38 Критерии приемлемости для водонепроницаемых барьеров
Ограничения:
Продукт должен быть закрыт как можно скорее.
Осмотрите установленное изделие на наличие отверстий или разрывов и при необходимости отремонтируйте.
Продукт не рекомендуется для горизонтального, подземного или кровельного применения.
Установка: В соответствии с рекомендациями производителя
Архитектурные спецификации : 07 27 13 Битумная гидроизоляция
Дополнительная и последняя информация Ссылка : www.awci.org/media/resources/buyers-guide/070000
Самоклеящаяся водостойкая мембрана
Состав : Прорезиненная битумная смесь, интегрально нанесенная на инженерную пленку.
Размер: Рулоны 48 x 100 футов
Применение : Наносится поверх обшивки.
Соответствие: ICC-ES AC 38 A Критерии приемки для водонепроницаемых барьеров
Ограничения :
Продукт должен быть покрыт как можно скорее.
Осмотрите установленное изделие на наличие отверстий или разрывов и при необходимости отремонтируйте.
Использовать только тогда, когда температура поверхности и окружающей среды выше 40 o F (4°C) во время нанесения и периода высыхания.
Установка : согласно рекомендациям производителя
Архитектурные спецификации: 07 25 Барьеры, устойчивые к атмосферным воздействиям
Ссылка на дополнительную и последнюю информацию : www.awci.org/media/resources/buyers-guide/070000
Полиолефиновые барьеры для воды
Состав: Спанбонд полиолефин, нетканый, неперфорированный барьер для воды
0 рулоны
Применение: Наносится поверх обшивки.
Соответствие: ICC-ES AC 38 Критерии приемлемости для водонепроницаемых барьеров
Ограничения:
Продукт следует использовать только на вертикальных поверхностях.
Продукт не рекомендуется для горизонтального применения ниже уровня земли.
Installation: Per Manufacturer’s Recommendations
Architectural Spec : 07 25 00 Weather Barriers
More and Latest Information Link: www.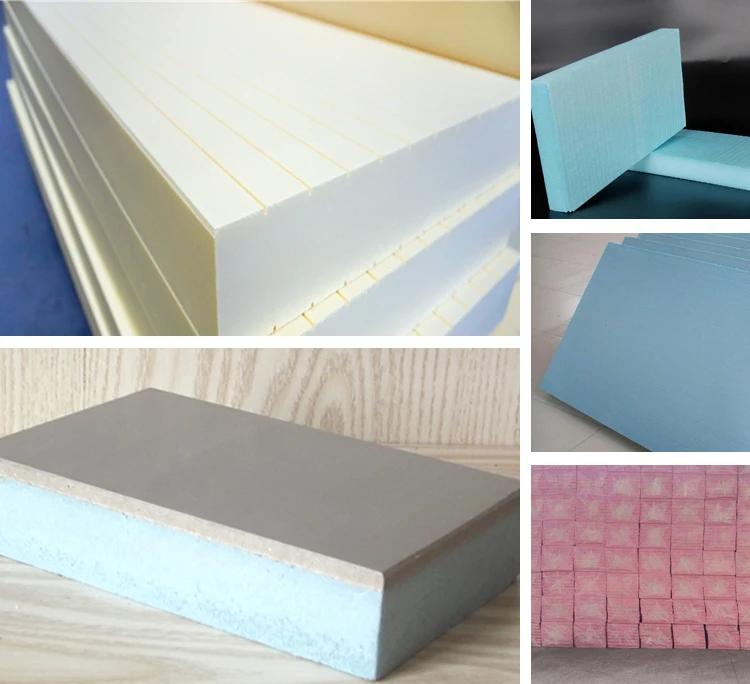 awci.org/media/resources/buyers-guide/070000
awci.org/media/resources/buyers-guide/070000
Fluid Applied
Состав : Наносимый жидкостью первичный воздухонепроницаемый материал на акриловой основе, который при отверждении образует бесшовную мембрану.
Размер : Ведро на 5 галлонов
Применение: Наносится на чувствительные к воде основания.
Соответствие : ICC-ES AC 212 Критерии приемлемости для водостойких покрытий, используемых в качестве водостойких барьеров на внешней обшивке , ASTM E 2357 Стандартный метод испытаний для определения воздухопроницаемости182
Ограничения :
Использовать только при температуре поверхности и окружающей среды выше 4°C во время нанесения и периода высыхания.
Не использовать при температуре выше 100°F (38°C).
Материал можно оставлять на открытом воздухе до 6 месяцев. Защитите облицовкой в течение 6 месяцев после нанесения.
Не используйте на поверхностях со стоячей водой, ниже уровня земли или на поверхностях, подверженных погружению в воду.
Не рекомендуется наносить валиком или кистью; используйте спрей-аппликацию.
Не рекомендуется для пролетных соединений в обшивке шириной более 1/8 дюйма (3 мм).
Установка : по рекомендациям производителя
Архитектурная спецификация: 07 27 26 ПЛИКЕЙ. Панели из вспененного или экструдированного полистирола или полиизоцианурата.
Соответствие : ICC-ES AC71 Критерии приемлемости Панели обшивки из пенопласта, используемые в качестве водонепроницаемых барьеров
Ограничения :
Все стыки панелей обшивки должны быть герметизированы лентой, а стыки панелей должны быть проклеены лентой.
Используемая изоляционная оболочка должна быть испытана на водонепроницаемость.
Соблюдайте ограничения выбранной изоляционной пенопластовой оболочки.
Установка : согласно рекомендациям производителя
Architectural Spec: 07 25 00 Water-Resistive Barriers/Weather Barriers
More and Latest Information Link : www.appliedbuildingtech.com/fsc
Air Barriers
The 2012 Международный кодекс энергосбережения (IECC) обязал включать «воздушный барьер » во внешнюю оболочку. Раздел C402.4.1 кодекса озаглавлен «Воздушные преграды» . В нем говорится, что «непрерывный воздушный барьер должен быть обеспечен по всей тепловой оболочке здания». Он не предписывает, с какой стороны (внутренней или внешней) наружной стены должен быть установлен барьер. Все стыки, швы и отверстия должны быть тщательно загерметизированы.
Две системы считаются «соответствующими требованиям» и не требуют дополнительных воздухонепроницаемых материалов. Этими двумя системами являются:
- ” Стены из бетонной кладки, покрытые одним нанесением наполнителя для блоков и двумя слоями краски или герметика.
 ” “Стены из бетона, покрытые одним нанесением наполнителя для блоков и двумя слоями краски или герметизирующее покрытие ».
” “Стены из бетона, покрытые одним нанесением наполнителя для блоков и двумя слоями краски или герметизирующее покрытие ». - « A Портландцементная / песчаная смесь, штукатурка или гипс толщиной не менее 1/2 дюйма (12 мм) ».
Как и в случае с водной преградой, к воздушной преграде применяется предписывающий подход. В следующем списке перечислены 15 материалов, которые можно использовать в качестве воздушного барьера:
- Фанера толщиной не менее 3/8 дюйма (10 мм).
- Ориентированно-стружечная плита толщиной не менее 3/8 дюйма (10 мм).
- Изоляционная плита из экструдированного полистирола толщиной не менее 1/2 дюйма (12 мм).
- Изоляционная плита из полиизоцианурата с фольгированной обратной стороной толщиной не менее 1/2 дюйма (12 мм).
- Напыляемая пена с закрытыми порами минимальной плотности 1,5 фунта на фут (2,4 кг/м3) и толщиной не менее 11/2 дюйма (36 мм).
- Напыляемая пена с открытыми порами плотностью от 0,4 до 1,5 фунта на фут (от 0,6 до 2,4 кг/м3) и толщиной не менее 4,5 дюймов (113 мм).

- Гипсокартон для наружных и внутренних работ толщиной не менее 1/2 дюйма (12 мм).
- Цементная плита толщиной не менее 1/2 дюйма (12 мм).
- Наплавляемая кровельная мембрана.
- Модифицированная битумная кровельная мембрана.
- Полностью приклеенная однослойная кровельная мембрана.
- Портландцементно-песчаная смесь или гипсовая штукатурка толщиной не менее 5/8 дюйма (16 мм).
- Сборный и монолитный бетон.
- Кладка из бетонных блоков с полным раствором.
- Листовая сталь или алюминий.
Для применения в гипсовых панелях существует так называемый « Воздухонепроницаемый гипсокартон h» (ADA). Такой подход является той детализацией, которая необходима для использования гипсовых панелей в качестве воздушной преграды. Дополнительные сведения см. в разделе «Технические ресурсы» на этом веб-сайте.
Американская ассоциация воздушных барьеров продвигает концепцию «Системы воздушных барьеров ». Система представляет собой серию материалов, устойчивых к движению воздуха, установленных таким образом, чтобы обеспечить непрерывный барьер для воздушного потока. Система воздушного барьера должна быть бесшовной со всех шести сторон здания. У ABAA есть процесс оценки различных сборок производителей. У них также есть программа обучения для сертификации установщиков. Для получения дополнительной информации следует перейти на сайт www.airbarrier.org.
Система представляет собой серию материалов, устойчивых к движению воздуха, установленных таким образом, чтобы обеспечить непрерывный барьер для воздушного потока. Система воздушного барьера должна быть бесшовной со всех шести сторон здания. У ABAA есть процесс оценки различных сборок производителей. У них также есть программа обучения для сертификации установщиков. Для получения дополнительной информации следует перейти на сайт www.airbarrier.org.
Также, как и в случае с водными преградами, есть альтернативы, которые можно рассмотреть. Они делятся на две категории: листовые и жидкостные мембраны.
Типы воздушных барьеров
Самоклеящаяся водостойкая мембрана
Состав : Прорезиненная битумная смесь, интегрально нанесенная на инженерную пленку.
Размер: Рулоны 48 x 100 футов
Применение : Наносится на обшивку
Соответствие : ASTM E 2357 Стандартный метод испытаний для определения утечки воздуха в узлах воздушного барьера
Ограничения:2

Осмотрите установленное изделие на наличие отверстий или разрывов и при необходимости отремонтируйте.
Использовать только тогда, когда температура поверхности и окружающей среды выше 40 o F (4°C) во время нанесения и периода высыхания.
Не использовать в прямом контакте с гибкими ПВХ/виниловыми мембранами или прокладками.
Установка : по рекомендациям производителя
Architectural Spec : 07 27 00 Air Barrier Systems
Подробнее и последняя информационная ссылка : www.awci.org/media/resources/buyers-guide/0700
000
95059505950595059505950595050009.950595059505.9959595059950595059505.9995959505995059505995000
..
Fluid Applied
Состав: Наносимый жидкостью первичный воздухонепроницаемый материал на акриловой основе, который при отверждении образует бесшовную мембрану.
Размер: 5 Галлон Талдья
Применение: Опрыгнутые на подложки, чувствительные к воде в приложениях с штукатуркой
Соответствие : ICC-ES AC 212 Критерий принятия для водных прикладов. Внешняя обшивка , ASTM E 2357 Стандартный метод испытаний для определения утечки воздуха в узлах воздушного барьера
Внешняя обшивка , ASTM E 2357 Стандартный метод испытаний для определения утечки воздуха в узлах воздушного барьера
Ограничения :
Использовать только тогда, когда температура поверхности и окружающей среды выше 40 o F (4°C) во время нанесения и периода высыхания.
Не использовать при температуре выше 100°F (38°C).
Материал можно оставлять на открытом воздухе до 6 месяцев. Защитите облицовкой в течение 6 месяцев после нанесения.
Не используйте на поверхностях со стоячей водой, ниже уровня земли или на поверхностях, подверженных погружению в воду.
Не рекомендуется наносить валиком или кистью; используйте спрей-аппликацию.
Не рекомендуется для пролетных соединений в обшивке шириной более 1/8 дюйма (3 мм).
Установка : по рекомендациям производителя
Архитектурная спецификация : 07 27 26 26 Жидкости прикладные мембранные воздушные барьеры
Подробнее и последняя информационная ссылка : www. airbarrier.org
airbarrier.org
Изображение. Envelope – Doing It Right® и были предоставлены участвующими компаниями.
Несмотря на то, что были предприняты разумные усилия для обеспечения точности этой информации, мы не несем ответственности за какие-либо ошибки или упущения на этих страницах. Пожалуйста, уточняйте всю информацию в указанных выше организациях.
Композит пластик/натуральное волокно на основе переработанных отходов пенополистирола
1. Bandyopadhyay A., Basak G.C. Исследования фотокаталитической деструкции полистирола. Матер. науч. Технол. 2007; 23: 307–314. doi: 10.1179/174328407X158640. [Перекрестная ссылка] [Академия Google]
2. Разрушение океанского полистирола – Международная фауна и флора. [(по состоянию на 7 апреля 2022 г.)]. Доступно в Интернете: https://www.fauna-flora.org/app/uploads/2020/07/FFI_2020_Breaking-Down-Ocean-Polystyrene_Scoping-Report.pdf
3. Международное агентство по изучению рака. Всемирная организация здравоохранения . Монографии МАИР по оценке канцерогенных рисков для человека (некоторые промышленные химикаты), том 60. МАИР; Лион, Франция: 1994. стр. 233–320. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Монографии МАИР по оценке канцерогенных рисков для человека (некоторые промышленные химикаты), том 60. МАИР; Лион, Франция: 1994. стр. 233–320. [Бесплатная статья PMC] [PubMed] [Google Scholar]
4. Yanagiba Y., Ito Y., Yamanoshita O., Zhang S., Watanabe G., Taya K., Li C.M., Inotsume Y., Kamijima M., Gonzalez F.J., et al. Тример стирола может повышать уровень гормонов щитовидной железы за счет подавления гена-мишени рецептора арилуглеводородов (AhR) UDP-глюкуронозилтрансферазы. Окружающая среда. Здоровье. Перспектива. 2008; 116: 740–745. doi: 10.1289/ehp.10724. [PMC free article] [PubMed] [CrossRef] [Google Scholar]
5. Эскандер С.Б., Тауфик М.Е. Полимерно-цементный композит на основе переработанных отходов пенополистирола. Полим. Композиции 2011; 32:1430–1438. doi: 10.1002/pc.21171. [Перекрестная ссылка] [Академия Google]
6. Кан А., Демирбога Р. Новая технология переработки отходов пенополистирола в качестве заполнителей. Дж. Матер. Процесс. Технол. 2009;209:2994–3000. doi: 10.1016/j.jmatprotec.2008.07.017. [CrossRef] [Google Scholar]
doi: 10.1016/j.jmatprotec.2008.07.017. [CrossRef] [Google Scholar]
7. Сингх Н., Хуэй Д., Сингх Р., Ахуджа И.П.С., Фео Л., Фратернали Ф. Переработка твердых пластиковых отходов: обзор современного состояния и будущие применения. Композиции Часть Б англ. 2017; 115:409–422. doi: 10.1016/j.compositesb.2016.09.013. [Перекрестная ссылка] [Академия Google]
8. García M.T., Duque G., Gracia I., de Lucas A., Rodríguez J.F. Переработка экструдированного полистирола путем растворения в подходящих растворителях. Дж. Матер. Циклы управления отходами. 2009; 11: 2–5. doi: 10.1007/s10163-008-0210-8. [CrossRef] [Google Scholar]
9. Gutiérrez C., García M.T., Gracia I., de Lucas A., Rodríguez J.F. Переработка отходов экструдированного полистирола по технологии растворения и сверхкритического CO 2 . Дж. Матер. Циклы управления отходами. 2012;14:308–316. doi: 10.1007/s10163-012-0074-9. [CrossRef] [Google Scholar]
10. Миллер-Чоу Б.А., Кениг Дж.Л. Обзор растворения полимеров.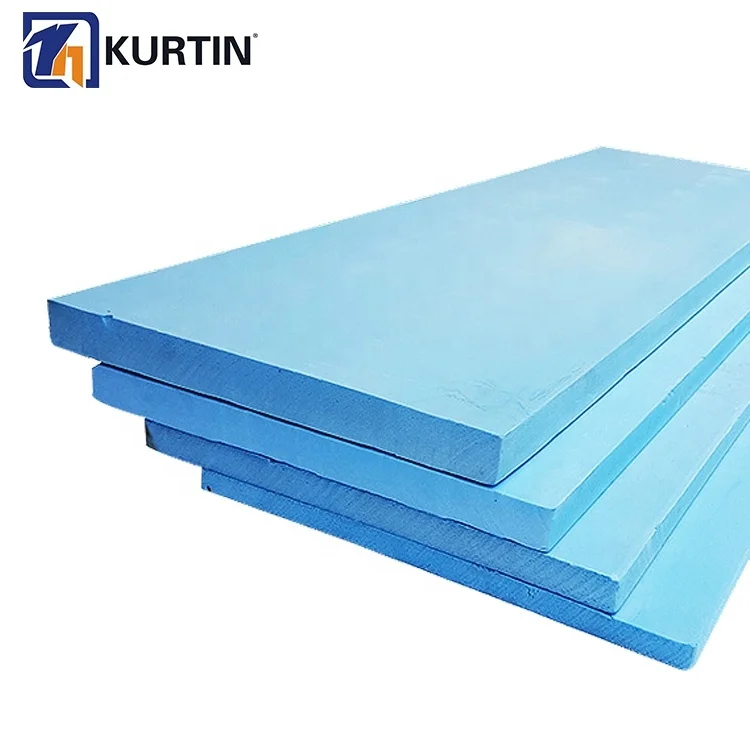 прог. Полим. науч. 2003; 28:1223–1270. doi: 10.1016/S0079-6700(03)00045-5. [CrossRef] [Google Scholar]
прог. Полим. науч. 2003; 28:1223–1270. doi: 10.1016/S0079-6700(03)00045-5. [CrossRef] [Google Scholar]
11. Шин С., Чейз Г.Г. Нановолокна из отходов пенополистирола перерабатывают с использованием природного растворителя. Полим. Бык. 2005; 55: 209–215. doi: 10.1007/s00289-005-0421-2. [CrossRef] [Google Scholar]
12. Ногучи Т., Инагаки Ю., Мияшита М., Ватанабэ Х. Новая система переработки пенополистирола с использованием природного растворителя. Часть 2. Разработка прототипа производственной системы. Упак. Технол. науч. 1998;11:29–37. doi: 10.1002/(SICI)1099-1522(199802)11:1<29::AID-PTS415>3.0.CO;2-1. [CrossRef] [Google Scholar]
13. Шин С. Фильтрация из переработанного пенополистирола. J. Коллоидный интерфейс Sci. 2006; 302: 267–271. doi: 10.1016/j.jcis.2006.05.058. [PubMed] [CrossRef] [Google Scholar]
14. Shin C., Chase G.G., Reneker D.H. Переработанные нановолокна из вспененного полистирола, применяемые в фильтрующих материалах. Коллоидный прибой. Физикохим. англ. Асп. 2005; 262: 211–215. doi: 10.1016/j.colsurfa.2005.04.034. [Перекрестная ссылка] [Академия Google]
англ. Асп. 2005; 262: 211–215. doi: 10.1016/j.colsurfa.2005.04.034. [Перекрестная ссылка] [Академия Google]
15. Homkhiew C., Ratanawilai T., Thongruang W. Влияние естественного выветривания на свойства переработанных полипропиленовых композитов, армированных мукой из каучукового дерева. Инд. Культуры Прод. 2014;56:52–59. doi: 10.1016/j.indcrop.2014.02.034. [CrossRef] [Google Scholar]
16. Ханам Н.П., АльМаадид М.А. Улучшение тройной переработанной полимерной смеси, армированной волокнами финиковой пальмы. Матер. Дес. 2014; 60: 532–539. doi: 10.1016/j.matdes.2014.04.033. [CrossRef] [Google Scholar]
17. Заде К.М., Поннамма Д., Аль-Маадид М.А.А. Композиты из смеси переработанных тройных полимеров, наполненные волокнами финиковой пальмы, с повышенной огнестойкостью. Полим. Тест. 2017; 61: 341–348. doi: 10.1016/j.polymertesting.2017.05.006. [Перекрестная ссылка] [Академия Google]
18. Арнанда Ю., Сатьярно И., Авалудин А., Иравати И.С., Прасетья Ю., Прайитно Д. А., Вината Д.К., Сатрио М.Х., Амалия А. Физические и механические свойства плит ДПК из сенгоновых опилок и переработанного полиэтилена высокой плотности. Procedia англ. 2017; 171: 695–704. doi: 10.1016/j.proeng.2017.01.412. [CrossRef] [Google Scholar]
А., Вината Д.К., Сатрио М.Х., Амалия А. Физические и механические свойства плит ДПК из сенгоновых опилок и переработанного полиэтилена высокой плотности. Procedia англ. 2017; 171: 695–704. doi: 10.1016/j.proeng.2017.01.412. [CrossRef] [Google Scholar]
19. Турку И., Кескисаари А., Кярки Т., Пууртинен А., Марттила П. Характеристика древесно-пластиковых композитов, изготовленных из переработанных пластиковых смесей. Композиции Структура 2017;161:469–476. doi: 10.1016/j.compstruct.2016.11.073. [CrossRef] [Google Scholar]
20. Фарук О., Бледски А.К., Финк Х.П., Сайн М. Биокомпозиты, армированные натуральными волокнами: 2000–2010. прог. Полим. науч. 2012; 37: 1552–1596. doi: 10.1016/j.progpolymsci.2012.04.003. [CrossRef] [Google Scholar]
21. Бледски А.К., Мамун А.А., Фарук О. Полипропиленовые композиты, армированные волокном Абака, и сравнение с полипропиленовыми композитами из джутового и льняного волокна. Экспресс Полим. лат. 2007; 1: 755–762. doi: 10.3144/expresspolymlett.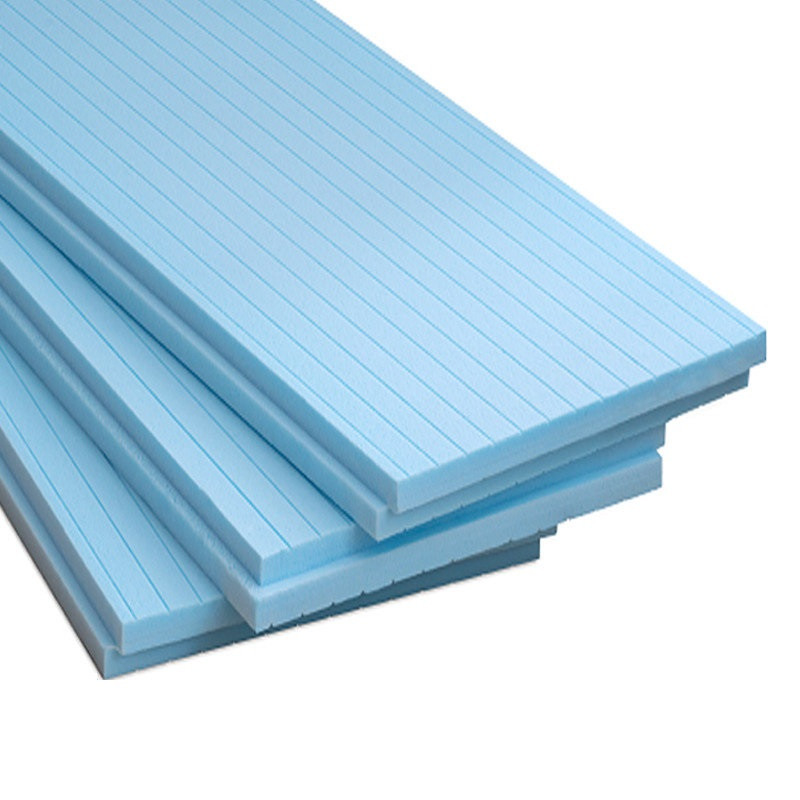 2007.104. [Перекрестная ссылка] [Академия Google]
2007.104. [Перекрестная ссылка] [Академия Google]
22. Бледский А.К., Фарук О., Мамун А.А. Влияние процессов компаундирования и длины волокна на механические свойства композитов волокно-полипропилен из абаки. Полимеры. 2008; 53: 120–125. doi: 10.14314/полимеры.2008.120. [CrossRef] [Google Scholar]
23. Абу Бакар М.А., Ахмад С., Кунджоро В. Механические свойства обработанного и необработанного эпоксидного композита, армированного волокном кенафа. J. Биоматериал. Биоэнергетика. 2010;4:159–163. doi: 10.1166/jbmb.2010.1080. [Перекрестная ссылка] [Академия Google]
24. Акил Х.М., Омар М.Ф., Мазуки А.А.М., Сафии С., Исхак З.А.М., Абу Бакар А. Композиты, армированные волокном Кенаф: обзор. Матер. Дес. 2011;32:4107–4121. doi: 10.1016/j.matdes.2011.04.008. [CrossRef] [Google Scholar]
25. Чандра Рао С.Х., Мадхусудан С., Рагхавендра Г., Венкатешвара Рао Э. Исследование износостойкости эпоксидных композитов, армированных кокосовым волокном, методом Тагучи. [(по состоянию на 7 апреля 2022 г. )]; Int. Дж. Инж. Рез. заявл. 2012 2: 371–374. Доступно в Интернете: http://www.ijera.com/papers/Vol2_issue5/BK25371374.pdf [Google Scholar]
)]; Int. Дж. Инж. Рез. заявл. 2012 2: 371–374. Доступно в Интернете: http://www.ijera.com/papers/Vol2_issue5/BK25371374.pdf [Google Scholar]
26. Хаамим Дж.А.М., Абдул Маджид М.С., Афенди М., Марзуки Х.Ф.А., Хилми Э.А., Фахми И., Гибсон А.Г. Влияние водопоглощения на композиты волокна травы Нейпир/полиэфир. Композиции Структура 2016; 144:138–146. doi: 10.1016/j.compstruct.2016.02.067. [CrossRef] [Google Scholar]
27. Нагиб Х.М., Кандиль У.Ф., Хашем А.И., Богдади Ю.М. Влияние загрузки волокном на механические и физические свойства «зеленого» композита жом-полиэфир. Дж. Радиат. Рез. заявл. науч. 2015; 8: 544–548. doi: 10.1016/j.jrras.2015.06.004. [Перекрестная ссылка] [Академия Google]
28. Паспорт безопасности растворителя Barco AAA. [(по состоянию на 20 мая 2022 г.)]. Доступно в Интернете: https://04a77950-65bb-464b-99ba-845b033effcb.usrfiles.com/ugd/04a779_6d97802ffb23440d82d3d2ea114cf854.pdf
Механические свойства полипропиленовых композитов, армированных волокнами абаки: влияние химической обработки хлоридом бензолдиазония. Дж. Король Сауд. ун-т англ. науч. 2017;29:289–294. doi: 10.1016/j.jksues.2015.10.004. [Перекрестная ссылка] [Академия Google]
Дж. Король Сауд. ун-т англ. науч. 2017;29:289–294. doi: 10.1016/j.jksues.2015.10.004. [Перекрестная ссылка] [Академия Google]
30. Самал Р.К., Панда Б.Б., Раут С.К., Моханти М. Влияние химической модификации на спектры FTIR. I. Физико-химические свойства кокосовой койры. Дж. Заявл. Полим. науч. 1995; 58: 745–752. doi: 10.1002/app.1995.070580407. [CrossRef] [Google Scholar]
31. Sgriccia N., Hawley M.C., Misra M. Характеристика поверхностей из натуральных волокон и композитов из натуральных волокон. Композиции Часть А Прил. науч. Произв. 2008; 39: 1632–1637. doi: 10.1016/j.compositesa.2008.07.007. [CrossRef] [Академия Google]
32. Уильямс Т., Хосур М., Теодор М., Нетравали А., Рангари В., Джилани С. Влияние времени на морфологию и способность к склеиванию мерсеризованных натуральных волокон для композитного армирования. Междунар. Дж. Полим. науч. 2011;2011:192865. дои: 10.1155/2011/192865. [CrossRef] [Google Scholar]
33. Картикеян А., Баламуруган К. Влияние щелочной обработки и длины волокна на ударные характеристики эпоксидных композитов, армированных кокосовым волокном. [(по состоянию на 7 апреля 2022 г.)]; J. науч. Инд Рез. 2012 71: 627–631. Доступно в Интернете: http://nopr.niscair.res.in/handle/123456789/14634 [Google Scholar]
[(по состоянию на 7 апреля 2022 г.)]; J. науч. Инд Рез. 2012 71: 627–631. Доступно в Интернете: http://nopr.niscair.res.in/handle/123456789/14634 [Google Scholar]
34. Гопинатх С., Вадиву К.С. Механические свойства обработанных щелочью кокосовых волокон и эпоксидных композитов, армированных рисовой шелухой. [(по состоянию на 7 апреля 2022 г.)]; IJIRSET. 2014 3: 1268–1271. Доступно в Интернете: http://www.ijirset.com/upload/2014/icets/265_ME517.pdf [Google Scholar]
35. Mulinari D.R., Baptista C.A.R.P., Souza J.V.C., Voorwald H.J.C. Механические свойства полиэфирных композитов, армированных кокосовым волокном. Procedia англ. 2011;10:2074–2079. doi: 10.1016/j.proeng.2011.04.343. [Перекрестная ссылка] [Академия Google]
36. Нараяна В.Л., Рао Л.Б. Краткий обзор влияния обработки щелочью на механические свойства различных полимерных композитов, армированных натуральным волокном. Матер. Сегодня проц. 2021; 4:1988–1994. doi: 10.1016/j.matpr.2020.12.117. [CrossRef] [Google Scholar]
37. Zhang Z., Cai S., Li Y., Wang Z., Long Y., Yu T., Shen Y. Высокие характеристики композитов, армированных растительным волокном. иерархические микроструктуры. Композиции науч. Технол. 2020;194:108151. doi: 10.1016/j.compscitech.2020.108151. [Перекрестная ссылка] [Академия Google]
Zhang Z., Cai S., Li Y., Wang Z., Long Y., Yu T., Shen Y. Высокие характеристики композитов, армированных растительным волокном. иерархические микроструктуры. Композиции науч. Технол. 2020;194:108151. doi: 10.1016/j.compscitech.2020.108151. [Перекрестная ссылка] [Академия Google]
38. Tran L.Q.N., Fuentes C.A., Dupont-Gillain C., Van Vuure A.W., Verpoest I. Понимание межфазной совместимости и адгезии термопластичных композитов из натурального кокосового волокна. Композиции науч. Технол. 2013;80:23–30. doi: 10.1016/j.compscitech.2013.03.004. [CrossRef] [Google Scholar]
39. Алонсо Э., Потан Л.А., Феррейра А., Кордейро Н. Модификация поверхности банановых волокон с использованием органосиланов: мнение IGC. Целлюлоза. 2019;26:3643–3654. doi: 10.1007/s10570-019-02329-9. [CrossRef] [Google Scholar]
40. Yue H., Rubalcaba J.C., Cui Y., Fernández-Blázquez J.P., Yang C., Shuttleworth P.S. Определение площади поперечного сечения натуральных растительных волокон и анализ разрушения волокон путем наблюдения СЭМ in situ во время испытаний на микрорастяжение. Целлюлоза. 2019;26:4693–4706. doi: 10.1007/s10570-019-02428-7. [CrossRef] [Google Scholar]
Целлюлоза. 2019;26:4693–4706. doi: 10.1007/s10570-019-02428-7. [CrossRef] [Google Scholar]
41. Гурунатан Т., Моханти С., Наяк С.К. Обзор последних разработок биокомпозитов на основе натуральных волокон и перспективы их применения. Композиции Часть А Прил. науч. Произв. 2015; 77:1–25. doi: 10.1016/j.compositesa.2015.06.007. [Перекрестная ссылка] [Академия Google]
42. John M.J., Anandjiwala R.D. Последние разработки в области химической модификации и характеристики композитов, армированных натуральным волокном. Полим. Композиции 2008; 29: 187–207. doi: 10.1002/pc.20461. [CrossRef] [Google Scholar]
43. Пол С.А., Джозеф К., Мэтью Г., Потен Л.А., Томас С. Влияние параметров полярности на механические свойства композитов из полипропиленового волокна и короткого бананового волокна. Композиции Часть А Прил. науч. Произв. 2010;41:1380–1387. doi: 10.1016/j.compositesa.2010.04.015. [Перекрестная ссылка] [Академия Google]
44. Магагула С.И., Сефади Дж.С., Мочане М. Дж., Мокхотху Т.Х., Мохена Т.С., Ленета Г.Г. 2-Влияние щелочной обработки на натуральные волокна/биополимерные композиты. В: Шахзад А., Танаса Ф., Теака С., редакторы. Методы обработки поверхности натуральных волокон и их влияние на биокомпозиты. Издательство Вудхед; Соустон, Великобритания: 2022. стр. 19–45. [CrossRef] [Google Scholar]
Дж., Мокхотху Т.Х., Мохена Т.С., Ленета Г.Г. 2-Влияние щелочной обработки на натуральные волокна/биополимерные композиты. В: Шахзад А., Танаса Ф., Теака С., редакторы. Методы обработки поверхности натуральных волокон и их влияние на биокомпозиты. Издательство Вудхед; Соустон, Великобритания: 2022. стр. 19–45. [CrossRef] [Google Scholar]
45. Ибрагим М.М., Дюфресн А., Эль-Завави В.К., Агблевор Ф.А. Банановые волокна и микрофибриллы в качестве лигноцеллюлозного армирования в полимерных композитах. углевод. Полим. 2010; 81: 811–819. doi: 10.1016/j.carbpol.2010.03.057. [CrossRef] [Google Scholar]
46. Ku H., Wang H., Pattarachaiyakoop N., Trada M. Обзор свойств полимерных композитов, армированных натуральным волокном, при растяжении. Композиции Б инж. 2011;42:856–873. doi: 10.1016/j.compositesb.2011.01.010. [CrossRef] [Google Scholar]
47. Масуэлли М.А. Введение армированных волокном полимеров-полимеров и композитов: концепции, свойства и процессы. В: Масуэлли М.А., редактор.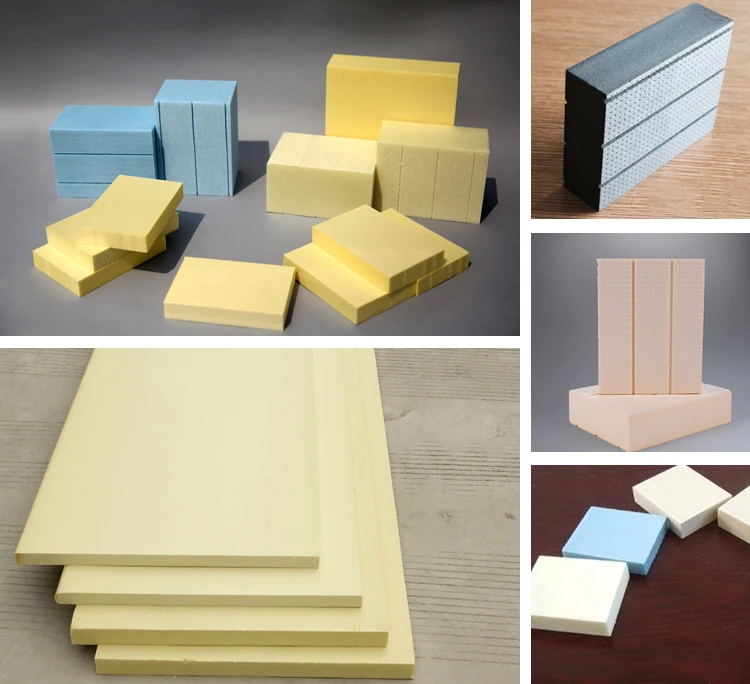 Полимеры, армированные волокном — технология, применяемая для ремонта бетона. ИнтехОткрытый; Лондон, Великобритания: 2013. стр. 3–40. [Перекрестная ссылка] [Академия Google]
Полимеры, армированные волокном — технология, применяемая для ремонта бетона. ИнтехОткрытый; Лондон, Великобритания: 2013. стр. 3–40. [Перекрестная ссылка] [Академия Google]
48. Мерлини К., Солди В., Барра Г.М.О. Влияние обработки поверхности волокна и его длины на физико-химические свойства коротких случайных банановых волокон, армированных касторовым маслом. Полим. Тест. 2011;30:833–840. doi: 10.1016/j.polymertesting.2011.08.008. [CrossRef] [Google Scholar]
49. Рамеш М., Атрея Т.С.А., Асвин США, Ишвар Х., Дипа С. Обработка и оценка механических свойств полимерных композитов, армированных банановым волокном. Procedia англ. 2014; 97: 563–572. doi: 10.1016/j.proeng.2014.12.284. [Перекрестная ссылка] [Академия Google]
50. Bagherpour S. Полиэфирные композиты, армированные волокном. В: Салех Х., редактор. Полиэстер. ИнтехОткрытый; Лондон, Великобритания: 2012. стр. 135–166. [CrossRef] [Google Scholar]
51. Пикеринг К.Л., Эфенди М.Г.А., Ле Т.М. Обзор последних разработок в области композитов из натуральных волокон и их механических характеристик. Композиции Часть А Прил. науч. Произв. 2016;83:98–112. doi: 10.1016/j.compositesa.2015.08.038. [CrossRef] [Google Scholar]
Композиции Часть А Прил. науч. Произв. 2016;83:98–112. doi: 10.1016/j.compositesa.2015.08.038. [CrossRef] [Google Scholar]
[PDF] Теплопроводность и кондиционирование серого пенополистирола
- DOI: 10.1177/0262489320934263
- Идентификатор корпуса: 222110639
@article{Simpson2020ThermalCA,
title={Теплопроводность и кондиционирование пенополистирола серого цвета},
автор = {А Симпсон и Иг Раттиган и Э Калавски и Г Парр},
журнал = {сотовые полимеры},
год = {2020},
объем={39},
страницы = {238 - 262}
} - A. Simpson, Ig Rattigan, G. Parr
- Опубликовано 26 июня 2020 г.
- Материаловедение
- Ячеистые полимеры
В этой статье рассматривается теплопроводность серебристо-серого (поглощающего инфракрасное излучение) пенополистирола (EPS) толщиной 50 мм, вспененного пентаном. Эффект кратковременного старения в месте производства при кондиционировании окружающей среды при 23°C/50% относительной влажности сравнивается с кондиционированием при повышенной температуре 70°C. Заявленные тепловые свойства продукта и сертификация CE соответствуют требованиям европейского стандарта на продукцию EPS и Руководству SG19. Измеренная тепловая…
Эффект кратковременного старения в месте производства при кондиционировании окружающей среды при 23°C/50% относительной влажности сравнивается с кондиционированием при повышенной температуре 70°C. Заявленные тепловые свойства продукта и сертификация CE соответствуют требованиям европейского стандарта на продукцию EPS и Руководству SG19. Измеренная тепловая…
Посмотреть на SAGE
journals.sagepub.comВлияние температуры и термических циклов на механические свойства пенополистирола
- М. Тахир, Эхаб Хамед
Инженерия, материаловедение
Journal of Sandwich Structures & Materials
- 2021
Понимание влияния высоких температур и термических циклов на механические свойства пенополистирола (EPS) имеет решающее значение для его использования в сэндвич-панелях. В данной статье представлены…
Кассетная технология производства пенополистирола без пресса
- Мамаева Н., Петров С.
Материаловедение, машиностроение
- 2021
На сегодняшний день существует несколько способов получения пенополистирола. К сожалению, не каждое конструктивное решение, пригодное для решения теплотехнических и других задач, оказывается оптимальным в…
К сожалению, не каждое конструктивное решение, пригодное для решения теплотехнических и других задач, оказывается оптимальным в…
Численное исследование возможности сопряжения вакуумных изоляционных панелей с материалом с фазовым переходом для повышения энергоэффективности зданий
- Mingli Li, Zhibin Lin
Engineering
- 2021
Insights into plastic biodegradation: community composition and functional capabilities of the superworm (Zophobas morio) microbiome in styrofoam feeding trials
- Jiarui Sun, Apoorva Prabhu, S. Aroney, Christian Rinke
Материаловедение
bioRxiv
- 2022
Пластмассы являются недорогими и широко используемыми органическими полимерами, но их высокая прочность препятствует биоразложению. Полистирол, в том числе экструдированный пенополистирол, также известный как пенополистирол, является одним из самых…
непосредственно вспышечные геополимеры: обзор недавних исследований
Оптимизация рассеивания тепла в бетонном потолке
- Махеш Хомбалмат, Манодж Матхад, А.
 Кохли, А. Патил, Б. Б. Коттуршеттар, Мрутюне. Сегодня: Труды
Кохли, А. Патил, Б. Б. Коттуршеттар, Мрутюне. Сегодня: Труды - 2022
ПОКАЗЫВАЮТСЯ 1-10 ИЗ 30 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантность Наиболее влиятельные статьиПоследние
Достижения в области теплоизоляции экструдированного пенополистирола
- C. Vo, F. Bunge, J. Duffy, Lawrence S. Hood
Материаловедение
- 2011
С момента их открытия в начале 40-х годов экструдированный пенополистирол (XPS) производился с использованием различных органических пенопластов (XPS). и неорганических пенообразователей, и в настоящее время широко используются в качестве теплоизоляторов в…
Зависимость тепловых свойств вспененного пенополистирола от размера и плотности ячеек
- J. Schellenberg, M. Wallis
Материаловедение
- 2010
Подход к повышению эффективности теплоизоляционных свойств вспененного полистирола (EPS) путем уменьшения теплопроводности заключается в уменьшении радиационного члена…
Радиационный вклад в теплопроводность волокнистой изоляции
- R.
 Linford, R. Schmitt, T.A. Hughes
Linford, R. Schmitt, T.A. Hughes Физика
- 1974
Проектные исследования многоразовых систем поверхностной изоляции (RSI) для космического корабля “Шаттл” требуют точных данных по теплопроводности утеплителей из керамического волокна. Хорошо зарекомендовавшая себя лаборатория…
Физические свойства жестких пенополиуретанов
- R. Traeger
Материаловедение
- 1967
Жесткие пенополиуретаны сочетают в себе высокие электрические свойства и термическое сопротивление для многих применений, превосходное соотношение прочности и веса . К сожалению, применение…
Теплопроводность пористых материалов: I Теоретическое рассмотрение процессов проводимости
- А. Симпсон, А. Д. Штукс
Физика, материаловедение
- 1986
Теоретические основы теплопроводности в пористых материалах обсуждаются и расширяются для более строгой интерпретации этих процессов. Было показано, что большинство традиционных моделей…
Было показано, что большинство традиционных моделей…
Теплопроводность пористых материалов: II Теоретическое рассмотрение радиационного теплообмена
- А. Симпсон, А.Д.1033
Представлены теоретические основы, касающиеся переноса тепла излучением в пористых материалах и его влияния на теплопроводность. Рассмотрены упрощенные модели, а также более строгие…
Усовершенствованные модели теплообмена для волокнистых изоляций
- C. Stark, J. Fricke
Физика, техника
- 1993
- 9 изоляция
- Б. Ларкин, С. Черчилль
Физика
- 1959
Теоретически и экспериментально исследована передача излучения через волокнистые и вспененные изоляционные материалы. Измерения пропускания проводились в изотермических условиях с черным телом…
Теплопроводность агрегатов нескольких фаз, в том числе пористых материалов
- А. Брейлсфорд, К. Мейджор
Физика, техника
- 1964
2
9 Выведены выражения для теплопроводности двухфазных сред для различных типов структур и сопоставлены с экспериментальными результатами Сугавары и Йошизавы. Расширение…
Расширение…Новая классификация размеров пор
- Т. Мэйс
Геология
- 2007
Патент США на частицы вспенивающегося полистирола, способ его производства и формованное пенопластовое изделие № 8, 5, 9 Патент, выданный , 2015)
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к частицам вспенивающейся полистироловой смолы, получаемым методом экструзии расплава. В частности, изобретение относится к частицам вспенивающейся полистирольной смолы, имеющим длительный срок службы и превосходную формуемость при низком давлении, которые способны производить формованные пенопластовые изделия, обладающие достаточной механической прочностью, путем включения определенного количества вспенивающего агента, имеющего определенный состав, в полистирольную смолу. имеющий конкретную средневесовую молекулярную массу Mw.
Настоящая заявка испрашивает приоритет на основании японской патентной заявки № 2008-018999, поданной 30 января 2008 г.
 , раскрытие которой включено в настоящее описание посредством ссылки.
, раскрытие которой включено в настоящее описание посредством ссылки.УРОВЕНЬ ТЕХНИКИ
Метод экструзии расплава представляет собой способ получения частиц вспенивающейся полистирольной смолы путем введения и замешивания вспенивающего агента в расплавленную полистирольную смолу в экструдере, экструзии расплавленной смолы, содержащей вспенивающий агент, непосредственно в жидкость для охлаждения через отверстие головки, установленной на переднем конце экструдера, и разрезания продукта экструзии быстровращающимся лезвием одновременно с экструдированием, при этом затвердевая продукт экструзии путем охлаждения за счет контакта с жидкостью.
В прошлом в отношении способа получения частиц вспенивающейся полистироловой смолы методом экструзии расплава предлагались, например, технологии, раскрытые в патентных документах 1 и 2.
Патентный документ 1 раскрывает способ получения вспененный стирольный полимер, имеющий молекулярную массу Mw более 170000 г/моль.
 Способ отличается тем, что содержащий вспенивающий агент продукт из расплавленного стирольного полимера, имеющий температуру не менее 120°С, пропускают через фильеру с отверстиями диаметром 1,5 мм или менее на выходе из фильеры, а затем продукт экструзии гранулируется. 9Патентный документ 2 0005
Способ отличается тем, что содержащий вспенивающий агент продукт из расплавленного стирольного полимера, имеющий температуру не менее 120°С, пропускают через фильеру с отверстиями диаметром 1,5 мм или менее на выходе из фильеры, а затем продукт экструзии гранулируется. 9Патентный документ 2 0005раскрывает способ получения частиц термопластичной вспенивающейся смолы, в котором вспенивающиеся частицы получают путем введения вспенивающего агента в расплавленный термопластический полимер в экструдере, экструзии расплавленного полимера, содержащего вспенивающий агент, непосредственно в жидкость для охлаждения через ряд отверстий головки, установленной на переднем конце экструдера, разрезающей продукт экструзии быстровращающимся лезвием одновременно с экструдированием, при этом затвердевая продукт экструзии путем охлаждения посредством контакта с жидкостью. В этом способе экструзию осуществляют таким образом, чтобы скорость сдвига расплавленной смолы, содержащей вспенивающий агент, при прохождении через выходную площадку экструзионной головки составляла от 12 000 до 35 000 с 9 .
 0219 -1 , а кажущаяся вязкость расплава смолы составляет от 100 до 700 пуаз.
0219 -1 , а кажущаяся вязкость расплава смолы составляет от 100 до 700 пуаз.[Патентный документ 1] PCT Японская патентная публикация трансляции № 2005-534733
[Патентный документ 2] Брошюра WO 2005/028173
Раскрытие изобретения Проблем , предшествующий уровень техники, раскрытый в патентных документах 1 и 2, имеет следующие проблемы.
В способе, описанном в Патентном документе 1, используется полимер стирола с молекулярной массой Mw более 170000 г/моль. Таким образом, снижение расширяемости с течением времени велико, а срок службы шарика короткий. Кроме того, в вариантах осуществления патентного документа 1 н-пентан используется в качестве расширяющего агента. Однако при проведении эксперимента в примерах, как описано ниже, если в качестве вспенивающего агента используется только н-пентан, срок службы частиц вспенивающейся полистироловой смолы сокращается, как описано в сравнительном примере 5 ниже, и, таким образом, продлевается.
 временное хранение невозможно. Также происходит уменьшение коэффициента расширения с течением времени. Кроме того, поскольку формуемость при низком давлении является плохой, давление водяного пара не может быть снижено во время формования со вспениванием, и нельзя способствовать энергосбережению.
временное хранение невозможно. Также происходит уменьшение коэффициента расширения с течением времени. Кроме того, поскольку формуемость при низком давлении является плохой, давление водяного пара не может быть снижено во время формования со вспениванием, и нельзя способствовать энергосбережению.Патентный документ 2 описывает вариант использования изопентана только в качестве расширяющего агента. Однако при проведении эксперимента в вариантах осуществления, как описано ниже, если в качестве вспенивателя используется только изопентан, охлаждение при получении формованного продукта из пенопласта занимает много времени, как описано в сравнительных примерах 3 и 4. Таким образом, цикл формования нельзя укоротить, что приводит к низкой производительности.
В последние годы в качестве одной из мер, направленных против возникновения экологических проблем в различных областях, поощряется переработка исходных смол даже в области производства формованных пенопластовых изделий из полистирольной смолы.
 В настоящее время ведутся исследования, позволяющие использовать несколько десятков или более процентов восстановленного сырья полистирольной смолы (далее именуемого переработанным сырьем) в сырьевой смоле. Для реализации этой рециркуляции существует потребность в способе получения частиц вспенивающейся полистироловой смолы, который способен легко производить частицы вспенивающейся полистироловой смолы даже в случае использования вторичного сырья и способен обеспечивать характеристики расширения полученные частицы вспенивающейся полистироловой смолы, механическая прочность формованного изделия или тому подобное, достаточная для фактического использования.
В настоящее время ведутся исследования, позволяющие использовать несколько десятков или более процентов восстановленного сырья полистирольной смолы (далее именуемого переработанным сырьем) в сырьевой смоле. Для реализации этой рециркуляции существует потребность в способе получения частиц вспенивающейся полистироловой смолы, который способен легко производить частицы вспенивающейся полистироловой смолы даже в случае использования вторичного сырья и способен обеспечивать характеристики расширения полученные частицы вспенивающейся полистироловой смолы, механическая прочность формованного изделия или тому подобное, достаточная для фактического использования.При таких обстоятельствах целью изобретения является создание частиц вспенивающейся полистирольной смолы, имеющих длительный срок службы и превосходную формуемость при низком давлении, которые могут использовать переработанное сырье и могут производить формованные пенопластовые изделия, имеющие достаточную механическую прочность.

Техническое решение
Для достижения цели, описанной выше, изобретение предлагает частицы вспенивающейся полистирольной смолы, образованные гранулированием полистироловой смолы, содержащей вспенивающий агент. Частицы вспенивающейся полистирольной смолы имеют среднемассовую молекулярную массу Mw полистирольной смолы в диапазоне от 120000 до 270000. Вспенивающий агент содержит в качестве основного компонента пентан в пропорции от 3 до 8 массовых частей на 100 массовых частей полистирольной смолы. Состав пентана находится в пределах изопентан:нормальный пентан=10:9.от 0 до 80:20 по массовому соотношению.
Предпочтительно, чтобы частицы вспенивающейся полистирольной смолы по изобретению были получены методом экструзии расплава. В методе экструзии расплава частицы вспенивающейся полистирольной смолы получают путем впрыскивания и замешивания вспенивателя в расплавленную полистирольную смолу в экструдере, выдавливая расплавленную смолу, содержащую вспенивающий агент, непосредственно в жидкость для охлаждения через отверстие головки, установленной на переднем конце экструдера и разрезание продукта экструзии быстро вращающимся лезвием одновременно с экструзией, при этом продукт экструзии затвердевает путем охлаждения посредством контакта с жидкостью.
Изобретение также относится к формованному продукту из вспененного материала, полученному путем нагревания частиц вспениваемой полистирольной смолы в соответствии с изобретением с образованием предварительно вспененных частиц и формования с расширением в форме предварительно вспененных частиц.
Что касается формованного изделия из пенопласта по изобретению, предпочтительно, чтобы средний диаметр ячеек зерен пенопласта в формованном изделии из пенопласта находился в диапазоне от 100 мкм до 500 мкм.
Изобретение также относится к способу получения частиц вспенивающейся полистирольной смолы, который включает впрыскивание и замешивание вспенивателя в расплавленную полистирольную смолу в экструдере, экструзию расплавленной смолы, содержащей вспенивающий агент, непосредственно в жидкость для охлаждения через отверстие головку, установленную на переднем конце экструдера и разрезающую продукт экструзии быстровращающимся лезвием одновременно с экструдированием, при этом затвердевая продукт экструзии путем охлаждения посредством контакта с жидкостью.
 Способ отличается тем, что среднемассовая молекулярная масса Mw полистирольной смолы находится в пределах от 120 000 до 270 000, вспенивающая добавка содержит в качестве основного компонента пентан в количестве от 3 до 8 массовых частей на 100 массовых частей полистирольной смолы, а состав пентана находится в пределах изопентан:нормальный пентан=10:9от 0 до 80:20 по массовому соотношению.
Способ отличается тем, что среднемассовая молекулярная масса Mw полистирольной смолы находится в пределах от 120 000 до 270 000, вспенивающая добавка содержит в качестве основного компонента пентан в количестве от 3 до 8 массовых частей на 100 массовых частей полистирольной смолы, а состав пентана находится в пределах изопентан:нормальный пентан=10:9от 0 до 80:20 по массовому соотношению.Эффекты изобретения
Частицы вспенивающейся полистирольной смолы согласно изобретению таковы, что средневесовая молекулярная масса Mw полистирольной смолы находится в диапазоне от 120 000 до 270 000, а вспенивающий агент содержит в качестве основного компонент, пентан в диапазоне изопентан:нормальный пентан=от 10:90 до 80:20 по массовому соотношению. Таким образом, количество вспенивающего агента, используемого для получения той же самой степени расширения, может быть уменьшено.
Частицы вспенивающейся полистироловой смолы по изобретению таковы, что снижение вспениваемости с течением времени незначительно, а срок службы шариков велик.

Частицы вспенивающейся полистирольной смолы по изобретению обладают превосходной расширяемостью при низком давлении, и давление водяного пара во время формования вспениванием может быть снижено. Таким образом, можно стимулировать энергосбережение.
Формованное пенопластовое изделие, полученное вспениванием частиц вспенивающейся полистироловой смолы по изобретению, имеет достаточную механическую прочность, и, в частности, даже когда в качестве полистирольной смолы используется переработанное сырье, механическая прочность близка к прочности первичного можно получить сырье.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙРИС. 1 представляет собой структурную схему, показывающую пример производственной установки, используемой в способе получения частиц вспениваемой полистироловой смолы по изобретению.
Описание эталонных цифр
- 1 Эквердер
- 2 Die
- 3 SAIL DEARTING HOPLYN1361 5 EXPANDING AGENT SUPPLY INLET
- 6 CUTTER
- 7 CUTTING CHAMBER
- 8 WATER TANK
- 9 HIGH PRESSURE PUMP
- 10 DEHYDRATING DRYER WITH SOLID-LIQUID SEPARATING FUNCTION
- 11 ЕМКОСТЬ ДЛЯ ХРАНЕНИЯ
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Частицы вспенивающегося полистирола по изобретению представляют собой частицы вспенивающегося полистирола, содержащие вспенивающийся полистирол, содержащий частицы смолы, полученной гранулированием.
 Частицы вспенивающейся полистирольной смолы характеризуются тем, что среднемассовая молекулярная масса Mw полистирольной смолы находится в диапазоне от 120 000 до 270 000, вспенивающий агент содержит в качестве основного компонента пентан в количестве от 3 до 8 частей по массе. из расчета на 100 массовых частей полистирольной смолы, а состав пентана находится в диапазоне изопентан:нормальный пентан=10:9от 0 до 80:20 по массовому соотношению.
Частицы вспенивающейся полистирольной смолы характеризуются тем, что среднемассовая молекулярная масса Mw полистирольной смолы находится в диапазоне от 120 000 до 270 000, вспенивающий агент содержит в качестве основного компонента пентан в количестве от 3 до 8 частей по массе. из расчета на 100 массовых частей полистирольной смолы, а состав пентана находится в диапазоне изопентан:нормальный пентан=10:9от 0 до 80:20 по массовому соотношению.Что касается частиц вспенивающейся полистирольной смолы по изобретению, полистирольная смола не имеет особых ограничений. Например, полистирольная смола включает гомополимеры стирольных мономеров, таких как стирол, α-метилстирол, винилтолуол, хлорстирол, этилстирол, изопропилстирол, диметилстирол и бромстирол, и их сополимеры. Полистирольная смола, содержащая 50 мас.% или более стирола, является предпочтительной, и полистирол является более предпочтительным.
Полистирольная смола может представлять собой сополимер стирольного мономера и винилового мономера, способный к сополимеризации с этим стирольным мономером, который содержит стирольный мономер в качестве основного компонента.
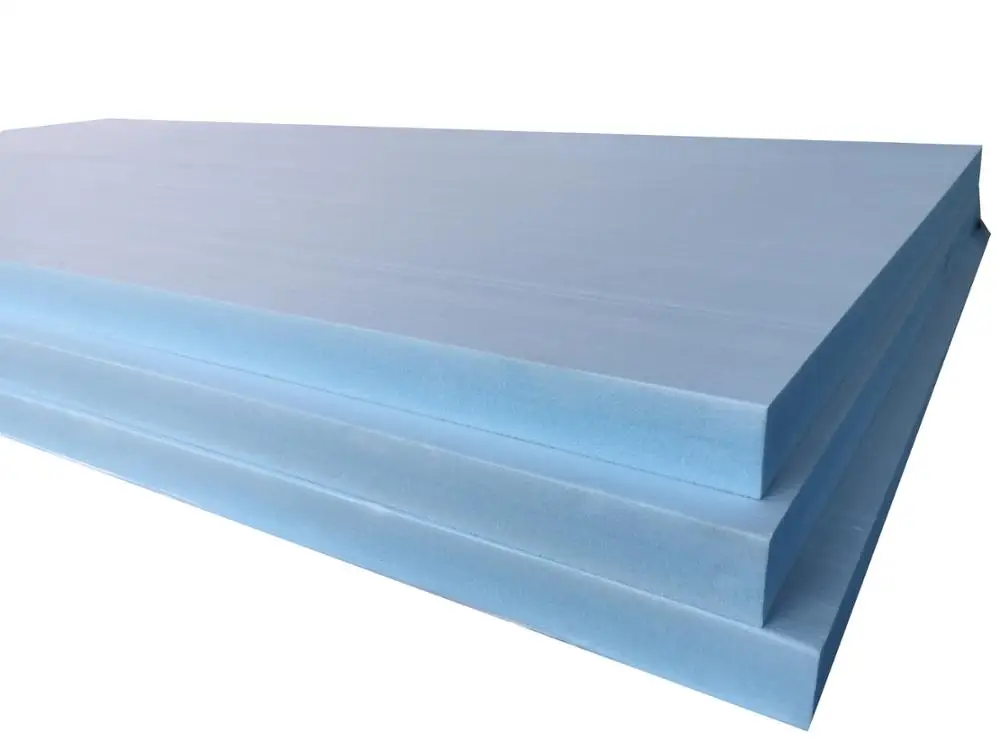 Такой виниловый мономер включает, например, алкил(мет)акрилаты, такие как метил(мет)акрилат, этил(мет)акрилат, бутил(мет)акрилат и цетил(мет)акрилат; (мет)акрилонитрил, диметилмалеат, диметилфумарат, диэтилфумарат, этилфумарат; а также бифункциональные мономеры, такие как дивинилбензол и диметакрилат алкиленгликоля; и тому подобное.
Такой виниловый мономер включает, например, алкил(мет)акрилаты, такие как метил(мет)акрилат, этил(мет)акрилат, бутил(мет)акрилат и цетил(мет)акрилат; (мет)акрилонитрил, диметилмалеат, диметилфумарат, диэтилфумарат, этилфумарат; а также бифункциональные мономеры, такие как дивинилбензол и диметакрилат алкиленгликоля; и тому подобное.Если полистирольная смола является основным компонентом, можно также добавить другую смолу. Добавляемая смола включает, например, для повышения ударопрочности формованного пенопластового изделия модифицированные каучуком полистирольные смолы с добавлением каучукоподобных полимеров на диеновой основе, таких как полибутадиен, стирол-бутадиеновый сополимер и этиленовый сополимер. -пропилен-несопряженный диеновый терполимер, то есть так называемый ударопрочный полистирол. Добавляемая смола включает, в качестве других примеров, полиэтиленовую смолу, полипропиленовую смолу, акриловую смолу, сополимер акрилонитрила-стирола, сополимер акрилонитрила-бутадиена-стирола и т.
 п.
п.Для полистирольной смолы, используемой в качестве исходного материала для частиц вспенивающейся полистирольной смолы по изобретению, полистирольная смола, которая не является переработанным исходным материалом (далее обозначается как первичный полистирол), такая как коммерчески доступная обычная полистирольная смола , или полистирольную смолу, недавно полученную методом суспензионной полимеризации. Также может быть использован переработанный сырьевой материал, который можно получить, подвергая использованный формованный пенопласт из полистирольной смолы регенерирующей обработке. Для этого переработанного сырья сырье, имеющее средневесовую молекулярную массу Mw в диапазоне от 120 000 до 270 000, подходящим образом выбирается из переработанного сырья и может быть использовано, или множество переработанных сырьевых материалов, имеющих различную средневесовую молекулярные массы Mw могут быть использованы в соответствующей комбинации. Вторичное сырье получают путем сбора использованных изделий из формованного пенопласта из полистирольной смолы, например, ящиков для рыбы, амортизаторов электроприборов, лотков для упаковки пищевых продуктов и т.
 п., и их регенерации методом растворения лимонена или методом уменьшения объема при нагревании.
п., и их регенерации методом растворения лимонена или методом уменьшения объема при нагревании.Также для переработанного сырья, которое может быть использовано, материал, полученный путем регенерации использованного формованного изделия из пенополистирола, а также материал, полученный путем измельчения формованных изделий из невспененного полистирола, которые были отсортированы и собраны из электроприборов продукты (например, телевизор, холодильник, стиральная машина, кондиционер и т.п.) или офисные инструменты (например, копировальный аппарат, факсимильный аппарат, принтер и т.п.), могут использоваться для замешивания расплава и повторного гранулирования продукта измельчения.
Что касается частиц вспенивающейся полистироловой смолы по изобретению, то средневесовая молекулярная масса Mw полистироловой смолы, которая составляет частицы вспенивающейся полистироловой смолы, находится в диапазоне от 120000 до 270000 и, более предпочтительно, в диапазоне от 140000 до 215 000.
 Средневесовая молекулярная масса более предпочтительно находится в диапазоне от 140000 до 185000, еще более предпочтительно в диапазоне от 140000 до 170000 и наиболее предпочтительно в диапазоне от 140000 до 165000. Если среднемассовая молекулярная масса Mw полистирольной смолы меньше вышеуказанного диапазона, способность к формованию частиц вспенивающейся полистирольной смолы под высоким давлением снижается, и, вероятно, снижается механическая прочность получаемого формованного продукта из пенопласта. Если среднемассовая молекулярная масса Mw полистирольной смолы превышает указанный выше диапазон, способность к формованию при низком давлении снижается, и трудно сократить время нагревания для формования с расширением.
Средневесовая молекулярная масса более предпочтительно находится в диапазоне от 140000 до 185000, еще более предпочтительно в диапазоне от 140000 до 170000 и наиболее предпочтительно в диапазоне от 140000 до 165000. Если среднемассовая молекулярная масса Mw полистирольной смолы меньше вышеуказанного диапазона, способность к формованию частиц вспенивающейся полистирольной смолы под высоким давлением снижается, и, вероятно, снижается механическая прочность получаемого формованного продукта из пенопласта. Если среднемассовая молекулярная масса Mw полистирольной смолы превышает указанный выше диапазон, способность к формованию при низком давлении снижается, и трудно сократить время нагревания для формования с расширением.В качестве вспенивающего агента, вводимого в полистирольную смолу для частиц вспенивающейся полистирольной смолы по изобретению, пентан (пентановая композиция), имеющий состав в диапазоне изопентан: нормальный пентан = от 10:90 до 80:20 и более предпочтительно от 20:80 до 40:60, по массовому соотношению, можно использовать отдельно или можно использовать вспенивающий агент, полученный добавлением другого летучего вспенивающего агента в качестве вспомогательного компонента для пентана.
 Особенно предпочтительно использовать пентановую композицию отдельно. Примеры вспомогательного компонента, который можно добавлять к пентану, включают алифатические углеводороды, такие как пропан, нормальный бутан и изобутан; терпеновые углеводороды, такие как лимонен и пинен; ароматические углеводороды, такие как стирол, толуол, этилбензол и ксилол; алициклические углеводороды, такие как циклопентан и циклогексан; галогенированные углеводороды, такие как фторированный этан; и тому подобное.
Особенно предпочтительно использовать пентановую композицию отдельно. Примеры вспомогательного компонента, который можно добавлять к пентану, включают алифатические углеводороды, такие как пропан, нормальный бутан и изобутан; терпеновые углеводороды, такие как лимонен и пинен; ароматические углеводороды, такие как стирол, толуол, этилбензол и ксилол; алициклические углеводороды, такие как циклопентан и циклогексан; галогенированные углеводороды, такие как фторированный этан; и тому подобное.Когда соотношение изопентана и нормального пентана в этом вспенивающем агенте таково, что доля изопентана превышает диапазон соотношения масс, описанный выше, или когда используется только изопентан, после нагрева путем продувки водяного пара для нагрева в полость формовочной формы, заполненной предварительно вспененными частицами, время охлаждения формованного пенопластового изделия до температуры, возможной для извлечения из формы, значительно увеличивается, а производительность снижается при изготовлении формованного пенопластового изделия из вспененного полистирола.
 частицы смолы. С другой стороны, когда доля нормального пентана больше, чем диапазон соотношения масс, или когда используется только нормальный пентан, срок службы частиц вспенивающейся полистироловой смолы сокращается, так что частицы смолы не могут быть помещены в длинную -срок хранения, а коэффициент расширения со временем уменьшается. Кроме того, способность к формованию при низком давлении снижается, так что давление водяного пара во время формования с расширением для получения формованного изделия из пенопласта не может быть снижено, а экономия энергии не может быть обеспечена.
частицы смолы. С другой стороны, когда доля нормального пентана больше, чем диапазон соотношения масс, или когда используется только нормальный пентан, срок службы частиц вспенивающейся полистироловой смолы сокращается, так что частицы смолы не могут быть помещены в длинную -срок хранения, а коэффициент расширения со временем уменьшается. Кроме того, способность к формованию при низком давлении снижается, так что давление водяного пара во время формования с расширением для получения формованного изделия из пенопласта не может быть снижено, а экономия энергии не может быть обеспечена.В частицах вспенивающейся полистироловой смолы по изобретению количество вспенивающего агента, введенного в полистирольную смолу, составляет в пересчете на пентан (пентановую композицию), как описано выше, в диапазоне от 3 до 8 частей по массе, более предпочтительно в диапазоне от 4 до 6 массовых частей и наиболее предпочтительно в диапазоне от 4,0 до 5,5 массовых частей в расчете на 100 массовых частей полистирольной смолы.
 Если количество пентана меньше указанного выше, существует вероятность того, что при формовании во вспенивание частиц вспенивающейся полистирольной смолы не может быть достигнута достаточная степень расширения. С другой стороны, если количество пентана превышает указанный выше диапазон, улучшение характеристики расширения достигает предела, и это не подходит для целей содействия уменьшению количества используемого вспенивателя.
Если количество пентана меньше указанного выше, существует вероятность того, что при формовании во вспенивание частиц вспенивающейся полистирольной смолы не может быть достигнута достаточная степень расширения. С другой стороны, если количество пентана превышает указанный выше диапазон, улучшение характеристики расширения достигает предела, и это не подходит для целей содействия уменьшению количества используемого вспенивателя.Что касается частиц вспенивающейся полистироловой смолы по изобретению, то в дополнение к вспенивающему агенту к полистирольной смоле могут быть добавлены другие добавки, которые обычно используются при производстве частиц вспенивающейся полистирольной смолы. Примеры добавок включают зародышеобразователи расширения, такие как тальк, силикат кальция, синтетический или природный диоксид кремния и амид этиленбисстеариновой кислоты; сополимер метакрилатного эфира, антипирены, такие как гексабромциклододекан, тетрабромбисфенол А-бис(2,3-дибром-2-метилпропиловый эфир) и гексабромид триаллилизоцианурата; красители, такие как сажа, оксид железа и графит; и тому подобное.

Поверхность частиц вспениваемой полистирольной смолы по изобретению может быть покрыта средством для обработки поверхности, таким как соль металла жирной кислоты, сложный эфир жирной кислоты или антистатик, поскольку такое покрытие обычно выполняется для обычной пенопластовой смолы. частицы. Таким образом, текучесть, характеристики предварительного вспенивания и т.п. частиц смолы (шариков) могут быть улучшены путем нанесения на поверхность агентов для обработки поверхности. Общее количество добавляемых агентов для обработки поверхности предпочтительно составляет примерно от 0,01 до 2,0 частей по массе на 100 частей по массе частиц вспенивающейся полистироловой смолы.
Частицы вспенивающейся полистирольной смолы по изобретению могут сохранять достаточную способность к расширению даже после хранения в течение примерно одного месяца, если срок службы шариков длительный и температура низкая. Производство формованного изделия из пенопласта из частиц вспенивающейся полистироловой смолы по изобретению может осуществляться в соответствии с обычным способом формования с расширением в форме с использованием частиц вспенивающейся полистироловой смолы.
 То есть производство может быть осуществлено путем нагревания частиц вспениваемой полистирольной смолы с образованием предварительно вспенивающихся частиц, заполнения предварительно вспенивающимися частицами полости формовочной формы, имеющей полость формы, предназначенной для формирования предварительно вспениваемыми частицами. расширение частиц, нагревание частиц путем продувки водяным паром, выполнение формования с расширением в форме, охлаждение формовочной формы и извлечение формованного изделия из пенопласта.
То есть производство может быть осуществлено путем нагревания частиц вспениваемой полистирольной смолы с образованием предварительно вспенивающихся частиц, заполнения предварительно вспенивающимися частицами полости формовочной формы, имеющей полость формы, предназначенной для формирования предварительно вспениваемыми частицами. расширение частиц, нагревание частиц путем продувки водяным паром, выполнение формования с расширением в форме, охлаждение формовочной формы и извлечение формованного изделия из пенопласта.Формованное пенопластовое изделие по изобретению таково, что средний диаметр ячеек зерен пенопласта предпочтительно находится в диапазоне от 100 мкм до 500 мкм и более предпочтительно в диапазоне от 150 мкм до 300 мм. Кроме того, это формованное пенопластовое изделие обычно имеет плотность от 0,015 до 0,2 г/см 3 . Предпочтительно плотность находится в диапазоне от 0,0166 до 0,05 г/см 3 , и более предпочтительно плотность находится в диапазоне от 0,02 до 0,033 г/см 3 .
 Если плотность формованного пенопластового изделия менее 0,015 г/см 3 , прочность формованного изделия из пенопласта, полученного путем расширения предварительно вспененных частиц, уменьшается, и, таким образом, это нежелательно. С другой стороны, если плотность формованного изделия из пенопласта больше 0,2 г/см 3 , масса формованного изделия из пенопласта, полученного путем расширения предварительно вспененных частиц, увеличивается, и, таким образом, это нежелательно. Кроме того, когда эта плотность указана как коэффициент расширения, плотность расширения (кратность) = 1/плотность (г/см 3 ). Таким образом, это формованное пенопластовое изделие имеет степень расширения от 5 до 67 (кратность), а степень расширения предпочтительно составляет от 20 до 60 (кратность) и более предпочтительно от 30 до 50 (кратность).
Если плотность формованного пенопластового изделия менее 0,015 г/см 3 , прочность формованного изделия из пенопласта, полученного путем расширения предварительно вспененных частиц, уменьшается, и, таким образом, это нежелательно. С другой стороны, если плотность формованного изделия из пенопласта больше 0,2 г/см 3 , масса формованного изделия из пенопласта, полученного путем расширения предварительно вспененных частиц, увеличивается, и, таким образом, это нежелательно. Кроме того, когда эта плотность указана как коэффициент расширения, плотность расширения (кратность) = 1/плотность (г/см 3 ). Таким образом, это формованное пенопластовое изделие имеет степень расширения от 5 до 67 (кратность), а степень расширения предпочтительно составляет от 20 до 60 (кратность) и более предпочтительно от 30 до 50 (кратность).Частицы вспенивающейся полистироловой смолы по настоящему изобретению могут быть получены традиционно хорошо известными способами получения частиц вспенивающейся полистироловой смолы, например методом суспензионной полимеризации и методом экструзии расплава.
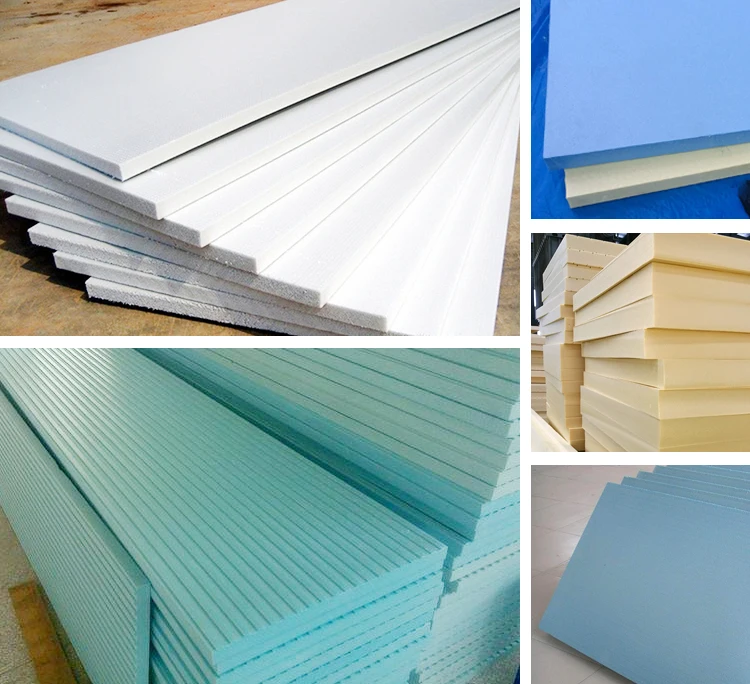 Однако, поскольку частицы вспенивающейся полистирольной смолы могут быть легко получены из вторичного сырья, предпочтительно получать частицы вспенивающейся полистироловой смолы методом экструзии расплава. Согласно методу экструзии расплава частицы вспенивающейся полистирольной смолы получают путем впрыскивания и замешивания вспенивателя в расплавленную полистирольную смолу в экструдере, экструзии расплавленной смолы, содержащей вспенивающий агент, непосредственно в жидкость для охлаждения через отверстие экструзионной головки, установленной на переднем конце экструдера и разрезание продукта экструзии быстровращающимся лезвием одновременно с экструзией при отверждении продукта экструзии путем охлаждения посредством контакта с жидкостью.
Однако, поскольку частицы вспенивающейся полистирольной смолы могут быть легко получены из вторичного сырья, предпочтительно получать частицы вспенивающейся полистироловой смолы методом экструзии расплава. Согласно методу экструзии расплава частицы вспенивающейся полистирольной смолы получают путем впрыскивания и замешивания вспенивателя в расплавленную полистирольную смолу в экструдере, экструзии расплавленной смолы, содержащей вспенивающий агент, непосредственно в жидкость для охлаждения через отверстие экструзионной головки, установленной на переднем конце экструдера и разрезание продукта экструзии быстровращающимся лезвием одновременно с экструзией при отверждении продукта экструзии путем охлаждения посредством контакта с жидкостью.РИС. 1 представляет собой структурную схему, показывающую пример производственной установки, используемой в способе получения частиц вспениваемой полистироловой смолы по изобретению. Производственное устройство этого примера включает экструдер 1 ; головку 2 с рядом отверстий, установленных на переднем конце экструдера 1 ; бункер 3 для подачи сырья, который вводит сырьевые материалы смолы и т.
 п. в экструдер 1 ; насос высокого давления 4 , который впрыскивает вспенивающий агент в расплавленную смолу в экструдере 1 через впускное отверстие для вспенивающего агента 5 ; режущую камеру 7 , которая установлена для контакта охлаждающей воды с поверхностью выброса смолы, имеющей перфорированные на ней отверстия матрицы 2 , так что охлаждающая вода подается для циркуляции в камере; резак 6 , установленный с возможностью вращения в режущей камере 7 , чтобы разрезать смолу, выдавленную из отверстий матрицы 2 ; сушилка-дегидратор 10 с функцией разделения твердой и жидкой фаз, в которой вспенивающиеся частицы, поступающие из режущей камеры 7 вместе с потоком охлаждающей воды, отделяются от охлаждающей воды и одновременно обезвоживаются и высушиваются для получения вспенивающихся частицы; резервуар для воды 8 , в котором собирается охлаждающая вода, отделенная от осушителя-дегидратора 10 с функцией разделения твердой и жидкой фаз; насос высокого давления 9 , который направляет охлаждающую воду из этого резервуара для воды 8 в камеру резки 7 ; и емкость для хранения 11 , в которой хранятся вспенивающиеся частицы, обезвоженные и высушенные в сушилке для обезвоживания 10 с функцией разделения твердой и жидкой фаз.
п. в экструдер 1 ; насос высокого давления 4 , который впрыскивает вспенивающий агент в расплавленную смолу в экструдере 1 через впускное отверстие для вспенивающего агента 5 ; режущую камеру 7 , которая установлена для контакта охлаждающей воды с поверхностью выброса смолы, имеющей перфорированные на ней отверстия матрицы 2 , так что охлаждающая вода подается для циркуляции в камере; резак 6 , установленный с возможностью вращения в режущей камере 7 , чтобы разрезать смолу, выдавленную из отверстий матрицы 2 ; сушилка-дегидратор 10 с функцией разделения твердой и жидкой фаз, в которой вспенивающиеся частицы, поступающие из режущей камеры 7 вместе с потоком охлаждающей воды, отделяются от охлаждающей воды и одновременно обезвоживаются и высушиваются для получения вспенивающихся частицы; резервуар для воды 8 , в котором собирается охлаждающая вода, отделенная от осушителя-дегидратора 10 с функцией разделения твердой и жидкой фаз; насос высокого давления 9 , который направляет охлаждающую воду из этого резервуара для воды 8 в камеру резки 7 ; и емкость для хранения 11 , в которой хранятся вспенивающиеся частицы, обезвоженные и высушенные в сушилке для обезвоживания 10 с функцией разделения твердой и жидкой фаз.
В качестве экструдера можно использовать как экструдер со шнеком, так и экструдер без шнека. Примеры экструдера, в котором используется шнек, включают экструдер одношнекового типа, экструдер многошнекового типа, экструдер изогнутого типа, экструдер тандемного типа и т.п. Примеры экструдера, в котором не используется шнек, включают экструдер плунжерного типа, экструдер с шестеренчатым насосом и т.п. Все эти экструдеры могут использовать статический смеситель. Среди этих экструдеров экструдер, в котором используется шнек, является предпочтительным с точки зрения производительности.
Для производства частиц вспенивающейся полистироловой смолы по изобретению с использованием данного производственного оборудования сначала взвешивают исходную полистирольную смолу и требуемые добавки, такие как зародышеобразователь расширения, и вводят в экструдер 1 из исходной бункер подачи материала 3 . Полистироловая смола-сырье может быть заранее тщательно перемешана в форме гранул или гранул, а затем введена из единственного бункера для подачи исходного материала.
 В качестве альтернативы, например, в случае использования множества партий, полистирольную смолу можно вводить из множества бункеров для подачи исходного материала, количество подачи которых регулируется для каждой партии, и смешивать в экструдере. Кроме того, в случае использования переработанного сырья из множества партий в комбинации, предпочтительно, чтобы сырье из множества партий было тщательно перемешано заранее, а затем просеяно с помощью магнитного грохота или отсортировано с помощью сита, а также любые посторонние вещества. удаляются с помощью соответствующих средств просеивания, таких как просеивание по удельному весу и просеивание с продувкой воздухом.
В качестве альтернативы, например, в случае использования множества партий, полистирольную смолу можно вводить из множества бункеров для подачи исходного материала, количество подачи которых регулируется для каждой партии, и смешивать в экструдере. Кроме того, в случае использования переработанного сырья из множества партий в комбинации, предпочтительно, чтобы сырье из множества партий было тщательно перемешано заранее, а затем просеяно с помощью магнитного грохота или отсортировано с помощью сита, а также любые посторонние вещества. удаляются с помощью соответствующих средств просеивания, таких как просеивание по удельному весу и просеивание с продувкой воздухом.Полистирольную смолу подают в экструдер 1 , затем эту смолу нагревают до плавления. Вспенивающий агент смешивают с расплавленным продуктом путем впрыскивания вспенивающего агента через впускное отверстие 5 для подачи вспенивающего агента с помощью насоса высокого давления 4 .
 Расплав транспортируется на переднюю торцевую сторону через сито для удаления посторонних включений, которое устанавливается в экструдере 1 по мере необходимости, при дальнейшем замесе расплава. Расплавленный продукт с добавлением вспенивателя выдавливается через отверстие экструзионной головки 9.0209 2 установлен на переднем конце экструдера 1 .
Расплав транспортируется на переднюю торцевую сторону через сито для удаления посторонних включений, которое устанавливается в экструдере 1 по мере необходимости, при дальнейшем замесе расплава. Расплавленный продукт с добавлением вспенивателя выдавливается через отверстие экструзионной головки 9.0209 2 установлен на переднем конце экструдера 1 .Поверхность для выброса смолы, имеющая перфорированное отверстие матрицы 2 , расположена в режущей камере 7 , куда для циркуляции в ней подается охлаждающая вода. Между тем, резак 6 установлен с возможностью вращения в режущей камере 7 , так что резак может резать смолу, экструдированную из отверстия матрицы 2 . Когда расплавленный продукт с добавлением вспенивателя выдавливается из отверстия головки 2 установлен на переднем конце экструдера 1 , расплавленный продукт измельчается в гранулы и одновременно контактирует с охлаждающей водой.
 Таким образом, гранулы быстро охлаждаются и таким образом затвердевают, в то время как расширение подавляется. Таким образом, гранулы становятся вспениваемыми частицами полистироловой смолы.
Таким образом, гранулы быстро охлаждаются и таким образом затвердевают, в то время как расширение подавляется. Таким образом, гранулы становятся вспениваемыми частицами полистироловой смолы.Сформированные частицы пенополистирола транспортируются вместе с потоком охлаждающей воды из камеры резки 7 в сушилку-дегидратор 10 с функцией разделения твердой и жидкой фаз. В обезвоживающей сушилке 10 частицы вспенивающейся полистирольной смолы отделяются от охлаждающей воды и в то же время обезвоживаются и высушиваются. Высушенные частицы вспенивающегося полистирола хранятся в емкости для хранения 11 .
Поскольку частицы вспенивающейся полистирольной смолы по изобретению представляют собой частицы, полученные путем регулирования средневесовой молекулярной массы Mw полистирольной смолы в диапазоне от 120 000 до 270 000 с использованием пентана, имеющего массовое соотношение изопентан:нормальный пентан в диапазоне 10:9от 0 до 80:20 в качестве расширителя.
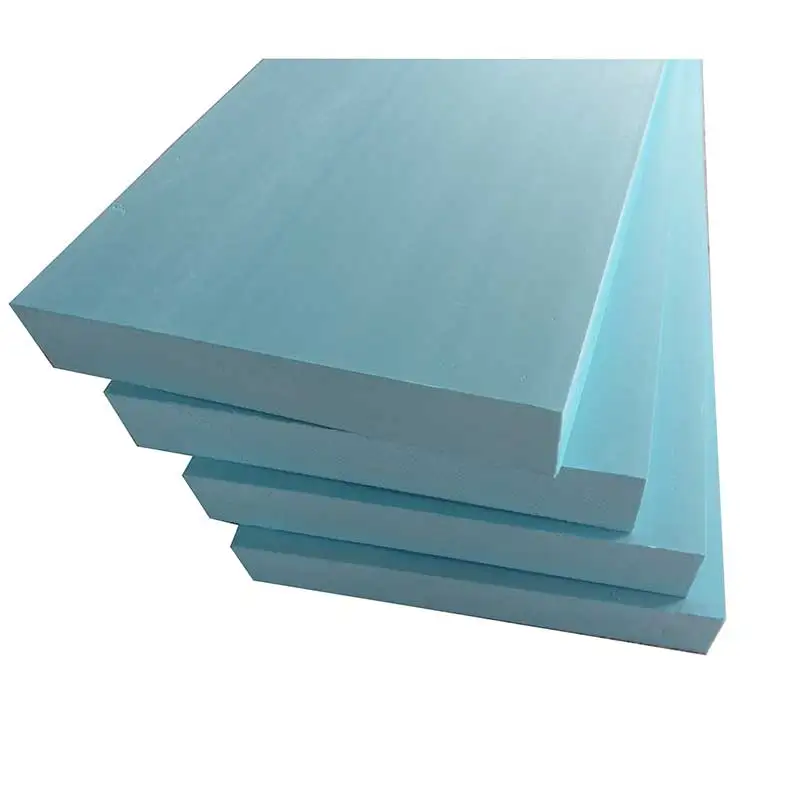 Таким образом, количество вспенивающего агента для получения той же самой степени расширения может быть уменьшено.
Таким образом, количество вспенивающего агента для получения той же самой степени расширения может быть уменьшено.Частицы вспенивающейся полистироловой смолы по изобретению таковы, что снижение вспениваемости с течением времени незначительно, а срок службы шариков велик.
Частицы вспенивающейся полистирольной смолы по изобретению обладают превосходной способностью к вспениванию при низком давлении, и давление водяного пара во время формования с вспениванием может быть снижено. Таким образом, можно способствовать энергосбережению.
Формованное изделие из вспененного материала, полученное в результате формования вспениванием частиц вспенивающейся полистироловой смолы по изобретению, имеет достаточную механическую прочность, и, в частности, даже когда в качестве полистирольной смолы используется переработанное сырье, механическая прочность близка к прочности исходного материала. можно получить сырье.
ВАРИАНТ ВАРИАНТА ВАРИАНТ 1
(Приготовление полистирольной смолы)
В автоклаве с внутренним объемом 6 м 3 и снабженный мешалкой, 2500 кг стирольного мономера, 7,5 кг трикальцийфосфата (производства Taihei Chemical Industrial Co.
 , Ltd.), 0,5 кг додецилбензолсульфоната натрия, 15 кг бензоилпероксида (чистота 75%). ), 1,2 кг трет-бутилпероксибензоата и 2500 кг ионообменной воды. Затем перемешивающую лопасть мешалки в автоклаве вращали со скоростью перемешивания 20 об/мин для перемешивания внутри автоклава. Таким образом, была приготовлена суспензионная жидкость.
, Ltd.), 0,5 кг додецилбензолсульфоната натрия, 15 кг бензоилпероксида (чистота 75%). ), 1,2 кг трет-бутилпероксибензоата и 2500 кг ионообменной воды. Затем перемешивающую лопасть мешалки в автоклаве вращали со скоростью перемешивания 20 об/мин для перемешивания внутри автоклава. Таким образом, была приготовлена суспензионная жидкость.Затем при вращении мешалки со скоростью 20 об/мин температуру внутри автоклава повышали до 90°С и поддерживали на уровне 90°С в течение 4 часов. Затем температуру внутри автоклава повышали до 125°С и поддерживали на уровне 125°С в течение 2 часов. Затем автоклав охлаждали до 50°С. После охлаждения жидкую суспензию удаляли из автоклава и несколько раз подвергали обезвоживанию и промывке. Жидкую суспензию снова подвергали стадии сушки, и таким образом получали частицы полистирола, имеющие средневесовую молекулярную массу 164000.
(Приготовление частиц вспенивающейся полистироловой смолы)
0,3 части по массе тонкоизмельченного талька добавляли к 100 частям по массе частиц полистирола (средневесовая молекулярная масса 164 000), приготовленных, как описано выше, и эти частицы непрерывно подавали в одношнековый экструдер с диаметром отверстия 90 мм при производительности 130 кг в час.
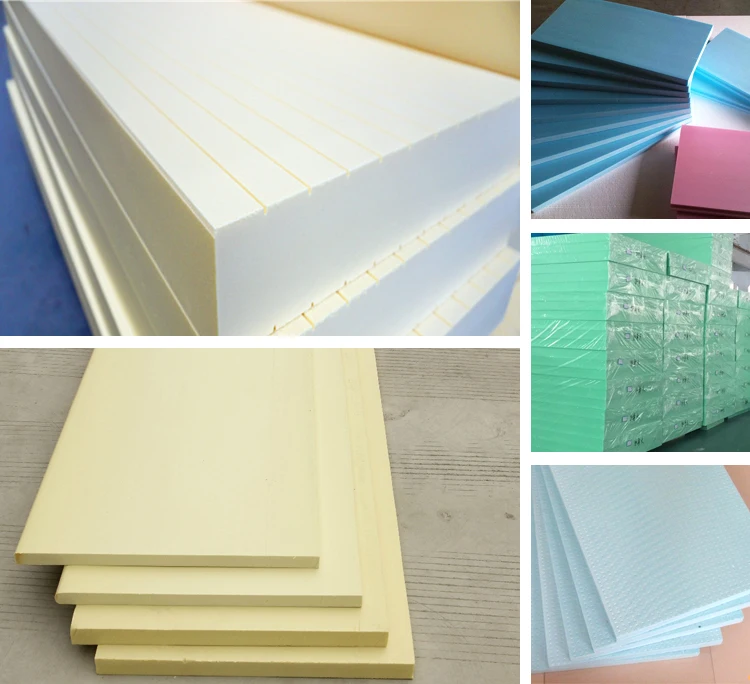 Температуру внутри экструдера устанавливали на максимальную температуру 210°С для расплавления смолы, а затем 5 массовых частей пентана (изопентан:нормальный пентан=20:80 (массовое соотношение)) на 100 массовых частей смола вводилась в качестве расширяющего агента в середину экструдера. Смолу и вспенивающий агент замешивали в экструдере и одновременно охлаждали. Поддерживая температуру смолы на переднем конце экструдера на уровне 170°С и давление на входе смолы в головку на уровне 15 МПа, расплавленную смолу, содержащую вспенивающий агент, экструдировали из головки, имеющей 240 отверстий, каждое из которых имеет диаметром 0,6 мм и длиной рабочей поверхности 2,5 мм, в режущую камеру, соединенную со стороной выброса этой матрицы, в которой циркулировала вода при температуре 30°С. При этом продукт экструзии разрезали быстровращающейся фрезой, имеющей 10 лезвий по периферийному направлению. В то время как отрезанные частицы охлаждались циркулирующей водой, частицы транспортировались в сепаратор частиц для отделения частиц от циркулирующей воды.
Температуру внутри экструдера устанавливали на максимальную температуру 210°С для расплавления смолы, а затем 5 массовых частей пентана (изопентан:нормальный пентан=20:80 (массовое соотношение)) на 100 массовых частей смола вводилась в качестве расширяющего агента в середину экструдера. Смолу и вспенивающий агент замешивали в экструдере и одновременно охлаждали. Поддерживая температуру смолы на переднем конце экструдера на уровне 170°С и давление на входе смолы в головку на уровне 15 МПа, расплавленную смолу, содержащую вспенивающий агент, экструдировали из головки, имеющей 240 отверстий, каждое из которых имеет диаметром 0,6 мм и длиной рабочей поверхности 2,5 мм, в режущую камеру, соединенную со стороной выброса этой матрицы, в которой циркулировала вода при температуре 30°С. При этом продукт экструзии разрезали быстровращающейся фрезой, имеющей 10 лезвий по периферийному направлению. В то время как отрезанные частицы охлаждались циркулирующей водой, частицы транспортировались в сепаратор частиц для отделения частиц от циркулирующей воды. Кроме того, захваченные частицы были обезвожены и высушены, и, таким образом, были получены вспениваемые частицы полистирольной смолы. Полученные частицы вспенивающейся полистирольной смолы не имели деформации, усов и т.п. и представляли собой почти идеальные сферы. Средний размер частиц составлял около 1,1 мм.
Кроме того, захваченные частицы были обезвожены и высушены, и, таким образом, были получены вспениваемые частицы полистирольной смолы. Полученные частицы вспенивающейся полистирольной смолы не имели деформации, усов и т.п. и представляли собой почти идеальные сферы. Средний размер частиц составлял около 1,1 мм.0,03 массовых частей полиэтиленгликоля, 0,15 массовых частей стеарата цинка, 0,05 массовых частей моноглицерида стеариновой кислоты и 0,05 массовых частей триглицерида гидроксистеариновой кислоты в расчете на 100 массовых частей полученных частиц вспенивающейся полистироловой смолы , были равномерно нанесены по всей поверхности частиц вспениваемого полистирола.
(Приготовление формованного продукта из пеноматериала)
Частицы вспенивающейся полистирольной смолы, приготовленные, как описано выше, оставляли на 72 часа в холодильнике при 15°С, а затем подавали в цилиндрическую машину для предварительного вспенивания периодического действия.
 Частицы вспенивающейся полистирольной смолы нагревали водяным паром при давлении продувки 0,05 МПа, и таким образом получали предварительно вспененные частицы. Полученные предварительно вспененные частицы имели объемную плотность 0,02 г/см 3 (коэффициент увеличения объема: 50 раз).
Частицы вспенивающейся полистирольной смолы нагревали водяным паром при давлении продувки 0,05 МПа, и таким образом получали предварительно вспененные частицы. Полученные предварительно вспененные частицы имели объемную плотность 0,02 г/см 3 (коэффициент увеличения объема: 50 раз).Затем полученные предварительно вспененные частицы выдерживали в атмосфере при комнатной температуре в течение 24 часов, а затем предварительно вспененные частицы заливали в формовочную форму, имеющую полость прямоугольной формы размером 400 мм в длину. ×300 мм в ширину×50 мм в высоту. Затем внутреннюю часть полости литьевой формы нагревали водяным паром при избыточном давлении 0,08 МПа в течение 20 секунд, а затем охлаждали до достижения давления внутри полости литьевой формы 0,01 МПа. Затем формовочную форму открывали и извлекали формованное пенопластовое изделие прямоугольной формы, имеющее размер 400 мм в длину, 300 мм в ширину и 50 мм в высоту.
Полученное формованное пенопластовое изделие имело плотность 0,02 г/см 3 (коэффициент расширения: 50-кратный).
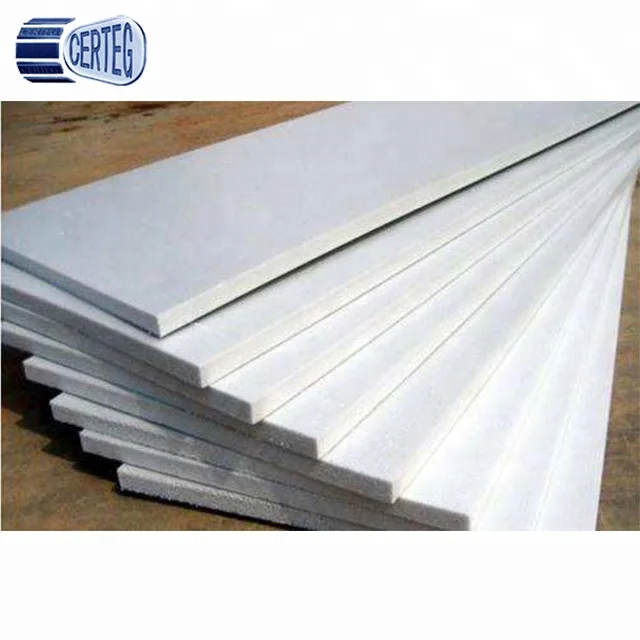
Полистирольную смолу, частицы вспениваемой полистирольной смолы, предварительно вспененные частицы и формованный пенопласт из примера 1, приготовленные описанными выше способами, подвергали следующей оценке и испытанию.
(Измерение средневзвешенной молекулярной массы)
Для полистирольной смолы, которая использовалась в качестве сырья, подаваемого в экструдер, и полистирольной смолы, составляющей частицы вспенивающейся полистирольной смолы, полученные методом экструзии расплава, около 50 мг каждую из смол соответственно погружали в 10 мл ТГФ (тетрагидрофурана) и хранили при комнатной температуре в течение 24 часов.
Его фильтровали через 0,45-мкм хроматодиск на неводной основе, а затем измеряли молекулярную массу, рассчитанную относительно стандартов полистирола, с помощью ВЭЖХ (детектор 484, насос 510) производства Waters Corp. Условия измерения были заданы. использовать две колонки Shodex GPC K-806L (диаметр 0,8 мм × длина 300 мм) производства Showa Denko K.
 K., при температуре колонки: 40°C, подвижная фаза: ТГФ, скорость потока подвижной фазы: 1,2 мл/мин, ввод температура насоса: комнатная температура, детектирование: УФ 254 нм, объем инъекции: 50 мкл. Кроме того, в качестве полистирольных стандартов для калибровочной кривой Shodex (молекулярная масса 1 030 000) производства Showa Denko K.K. и полистирольные изделия с молекулярной массой 5 480 000, 3 840 000, 345 000, 102 000, 37900, 9100, 2630 и 495 производства Tosoh Corp.
K., при температуре колонки: 40°C, подвижная фаза: ТГФ, скорость потока подвижной фазы: 1,2 мл/мин, ввод температура насоса: комнатная температура, детектирование: УФ 254 нм, объем инъекции: 50 мкл. Кроме того, в качестве полистирольных стандартов для калибровочной кривой Shodex (молекулярная масса 1 030 000) производства Showa Denko K.K. и полистирольные изделия с молекулярной массой 5 480 000, 3 840 000, 345 000, 102 000, 37900, 9100, 2630 и 495 производства Tosoh Corp.Для измерения, как описано выше, вместо ТГМ можно использовать хлороформ.
(Измерение содержания вспенивателя и состава вспенивателя)
Частицы вспенивающегося полистирола, полученные в примерах (и сравнительных примерах), оставляли на 72 часа в холодильнике при 15°С, а затем Количество вспенивающего агента (общее содержание изопентана и нормального пентана, единица измерения: масс. %) в частицах вспенивающейся полистирольной смолы и состав вспенивающего агента (массовое соотношение изопентана и нормального пентана) измеряли с помощью газовой хроматографии при следующих условиях: условия.
Газовая хроматография (ГХ): GC-14B производства Shimadzu Corp., детектор: FID, нагревательная печь: PYR-1A производства Shimadzu Corp., колонка: производство Shinwa Chemical Industries, Ltd. (диаметр 3 мм×длина 3 m)
Жидкая фаза: сквалан 25%, носитель: Shimalite 60–80 NAW, температура нагревательной печи: 180°C, температура колонки: 70°C. полученные в примерах (и сравнительных примерах), хранили в течение одного месяца в холодильнике при 15°С, затем частицы подавали в цилиндрическую машину для предварительного вспенивания периодического действия и нагревали в течение 2 минут водяным паром при продувке. давление водяного пара 0,05 МПа. Коэффициент объемного расширения полученных предварительно вспененных частиц измеряли следующим образом, а срок службы гранул оценивали на основе следующих критериев оценки:
Коэффициент объемного расширения в 50 и более раз оценивается как ⊚.
Коэффициент объемного расширения, равный или превышающий 40 и менее 50 раз, оценивается как ◯.

Коэффициент объемного расширения менее 40 раз оценивался как x.
(Коэффициент объемного расширения предварительно расширенных частиц)
Массу (а) примерно 5 г предварительно расширенных частиц взвешивали с точностью до второго знака после запятой. Затем взвешенные предварительно вспененные частицы помещались в 500-см 3 мерный цилиндр с минимальной единицей измерения 5 см 3 . И, пресс-инструмент, в котором стержнеобразная полимерная пластина шириной примерно 1,5 см и длиной примерно 30 см стояла вертикально и закреплялась в центре круглой полимерной пластины, размер которой был несколько меньше размера отверстия мерный цилиндр помещали на предварительно расширенные частицы, чтобы считать объем (b) предварительно расширенных частиц. Таким образом, коэффициент объемного расширения предварительно вспененных частиц определяли по формуле: (б)/(а).
(Оценка расширяемости при низком давлении)
Предварительно вспененными частицами заполняли форму для литья с прямоугольной полостью размером 400 мм в длину × 300 мм в ширину × 50 мм в высоту, а затем внутрь полость пресс-формы нагревали в течение 20 секунд водяным паром при избыточном давлении 0,05 МПа.
 Затем форму охлаждали до тех пор, пока давление внутри полости формы не достигало 0,01 МПа. Затем формовочную форму открывали и извлекали формованное пенопластовое изделие прямоугольной формы, имеющее размер 400 мм в длину × 300 мм в ширину × 50 мм в высоту.
Затем форму охлаждали до тех пор, пока давление внутри полости формы не достигало 0,01 МПа. Затем формовочную форму открывали и извлекали формованное пенопластовое изделие прямоугольной формы, имеющее размер 400 мм в длину × 300 мм в ширину × 50 мм в высоту.Линию надреза глубиной около 5 мм наносили резаком по центру продольного направления полученного формованного пенопластового изделия (400 мм в длину × 300 мм в ширину × 50 мм в высоту), а затем формованное пенопластовое изделие было разделено вручную на две части (длина 200 мм, ширина 300 мм, высота 50 мм) вдоль этой линии надреза. Для расширенных частиц на поверхности излома подсчитывали количество частиц, разрушенных внутри расширенной частицы (а), и количество частиц, разрушенных на границе раздела расширенных частиц (б), для любого диапазона от 100 до 150 частиц, и значение полученный путем подстановки формулы: [(а)/(((а)+(b))]×100 обозначали как коэффициент сплавления (%). Затем оценивали формуемость при низком давлении на основе следующих критериев оценки:
Коэффициент сплавления 80% или более оценивался как ⊚.

Коэффициент сплавления, равный или превышающий 60% и менее 80%, оценивался как ◯.
Коэффициент сплавления менее 60% оценивался как x.
(Оценка способности к формованию под высоким давлением)
Предварительно вспененные частицы заливали в формовочную форму, имеющую прямоугольную полость размером 400 мм в длину × 300 мм в ширину × 50 мм в высоту, а затем внутрь полость пресс-формы прогревали в течение 20 секунд водяным паром при избыточном давлении 0,1 МПа. Затем форму охлаждали до тех пор, пока давление внутри полости формы не достигало 0,01 МПа. Затем формовочную форму открывали и извлекали формованное пенопластовое изделие прямоугольной формы, имеющее размер 400 мм в длину × 300 мм в ширину × 50 мм в высоту.
Состояние поверхности полученного формованного пенопластового изделия (400 мм в длину × 300 мм в ширину × 50 мм в высоту) наблюдали путем визуального осмотра, а способность к формованию под высоким давлением оценивали на основе следующих критериев оценки:
Формованное пенопластовое изделие, не имеющее расплавленной поверхности, получило оценку ⊚.
Формованное пенопластовое изделие, имеющее незначительное оплавление на поверхности, получило оценку ◯.
Формованное пенопластовое изделие, вся поверхность которого оплавлена, было оценено как x.
(Оценка цикла формования)
Предварительно вспененные частицы помещали в формовочную форму, имеющую прямоугольную полость размером 400 мм в длину × 300 мм в ширину × 50 мм в высоту, а затем внутрь полость пресс-формы прогревали в течение 20 секунд водяным паром при избыточном давлении 0,08 МПа. Затем измеряли время охлаждения до тех пор, пока давление внутри полости пресс-формы не достигало 0,01 МПа. Таким образом, цикл формования оценивался на основе следующих критериев оценки:
Время охлаждения менее 400 секунд оценивается как ⊚.
Время охлаждения, равное или превышающее 400 секунд и менее 500 секунд, оценивалось как ◯.
Время охлаждения 500 секунд или более было оценено как x.
(Измерение среднего диаметра ячеек)
Формованные пенопластовые изделия, полученные в примерах (и сравнительных примерах), разрезали бритвенным лезвием и делали фотографии поверхности разреза при 30-кратном увеличении с помощью сканирующего электронного микроскопа (S-3000N, производства Hitachi, Ltd.). Фотоизображения печатали на бумаге формата А4, а среднюю длину хорды (t) клеток рассчитывали по следующей формуле из числа клеток, присутствующих на произвольной прямой (длина 60 мм). Однако произвольная прямая была максимально предотвращена от контакта с ячейками только в точке касания (при соприкосновении клетки включаются в число ячеек). Измерения проводились на 10 участках и определялась средняя длина хорды. Затем рассчитывали диаметр клеток, затем рассчитывали диаметр клеток и обозначали как средний диаметр клеток D (мкм).
Средняя прочность хорды t =60/(число ячеек × увеличение фотографии)
Диаметр ячейки D=t/ 0,616×1000(Оценка прочности)
Для формованного изделия из пенопласта, полученного в примерах ( и сравнительные примеры), прочность на изгиб измеряли в соответствии с методом, описанным в JIS A9511:2006 «Теплоизоляционные материалы из предварительно отформованных пористых пластиков».

Т.е. прочность на изгиб измеряли с использованием универсального тестера Tensilon UCT-10T (производства Orientech Co., Ltd.) и испытательного образца размером 75 мм × 300 мм × 50 мм в условиях скорость сжатия 10 мм/мин, при этом кондукторы переднего конца представляют собой прижимной клин 10R и опору 10R, расстояние между точками опоры 200 мм. Прочность на изгиб рассчитывали по следующей формуле. Количество испытательных образцов составляло 3, и определялось среднее значение.
Прочность на изгиб (МПа) = 3 FL/2 bh 2 (где F представляет собой максимальную изгибающую нагрузку (Н), L представляет собой расстояние между точками опоры (мм), b представляет собой ширину (мм) испытуемого образца, h представляет собой толщину (мм) испытуемого образца).
Таким образом, было определено среднее значение прочности на изгиб, и прочность была оценена на основе следующих критериев оценки:
Прочность на изгиб 0,25 МПа или выше была оценена как ⊚.

Прочность на изгиб, равную или превышающую 0,22 МПа и менее 0,25 МПа, оценивали как ◯.
Прочность на изгиб менее 0,22 МПа оценивалась как x.
Измерение средневесовой молекулярной массы, измерение содержания вспенивателя, оценка срока службы гранул, оценка расширяемости при низком давлении, оценка формуемости при высоком давлении, оценка цикла формования, измерение среднего диаметра ячейки и оценку прочности, как описано выше, выполняли для Примера 1. Результаты представлены в Таблице 1 и Таблице 2.
Пример 2
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 163000. использованный в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000).
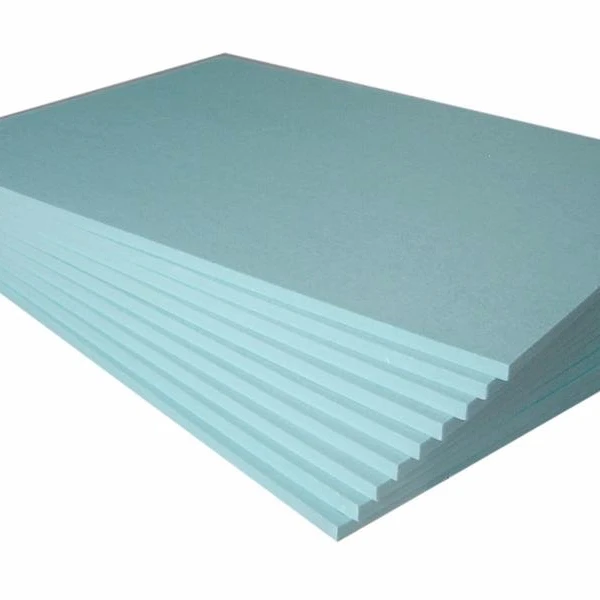 Результаты представлены в Таблице 1 и Таблице 2.
Результаты представлены в Таблице 1 и Таблице 2.Пример 3
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола, использованных в примере 1, было использовано переработанное сырье, имеющее средневесовую молекулярную массу 208000 ( первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000). Результаты представлены в Таблице 1 и Таблице 2.
Пример 4
Оценочные испытания различных изделий, описанных выше, проводились таким же образом, как и в Примере 1, за исключением того, что переработанное сырье, имеющее массу со средней молекулярной массой 148000 использовали вместо частиц полистирола, использованных в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, среднемассовая молекулярная масса 164000), и пентан, имеющий состав изопентан:нормальный пентан=40:60 ( массовое отношение) использовали в качестве вспенивателя.
 Результаты представлены в Таблице 1 и Таблице 2.
Результаты представлены в Таблице 1 и Таблице 2.Пример 5
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 127000. использованный в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000). Результаты представлены в Таблице 1 и Таблице 2.
Пример 6
Оценочные испытания различных изделий, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола, использованных в примере 1, использовали переработанное сырье, имеющее средневесовую молекулярную массу 148000 ( первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000).
 Результаты представлены в Таблице 1 и Таблице 2. Пример 7 с молекулярной массой 163000 использовали вместо частиц полистирола, использованных в примере 1 (исходный полистирол, полученный методом суспензионной полимеризации, среднемассовая молекулярная масса 164000), и пентан, имеющий состав изопентан:нормальный пентан=40:60 (масс. соотношение) использовали в качестве вспенивающего агента. Результаты представлены в Таблице 1 и Таблице 2.
Результаты представлены в Таблице 1 и Таблице 2. Пример 7 с молекулярной массой 163000 использовали вместо частиц полистирола, использованных в примере 1 (исходный полистирол, полученный методом суспензионной полимеризации, среднемассовая молекулярная масса 164000), и пентан, имеющий состав изопентан:нормальный пентан=40:60 (масс. соотношение) использовали в качестве вспенивающего агента. Результаты представлены в Таблице 1 и Таблице 2.Пример 8
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 148 000. использованный в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000), и пентан, имеющий состав изопентан:нормальный пентан=80:20 (массовое соотношение), использовали в качестве вспенивателя.
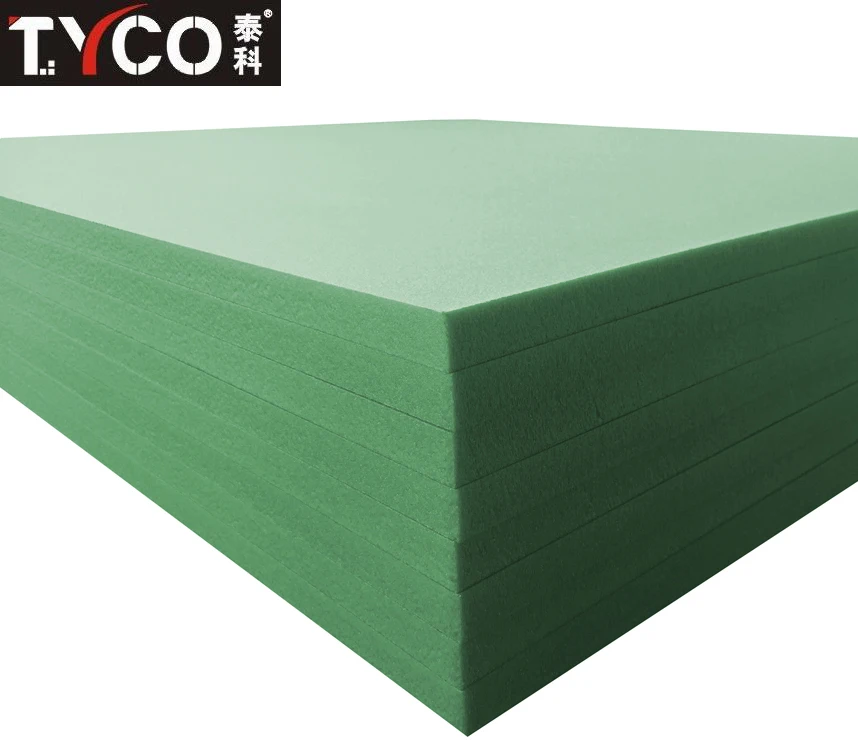 Результаты представлены в Таблице 1 и Таблице 2.
Результаты представлены в Таблице 1 и Таблице 2.Пример 9
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 163000. использованный в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000), и пентан, имеющий состав изопентан:нормальный пентан=80:20 (массовое соотношение), использовали в качестве вспенивателя. Результаты представлены в Таблице 1 и Таблице 2.
Пример 10
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в Примере 1, за исключением того, что коммерчески доступное переработанное сырье (производство Echolife Tosa Co., Ltd; лимонен-переработанное сырье материал, средневесовая молекулярная масса 254000) использовали вместо частиц полистирола, использованных в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, среднемассовая молекулярная масса 164000).
 Результаты представлены в Таблице 1 и Таблице 2.
Результаты представлены в Таблице 1 и Таблице 2.Пример 11
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 187000. использованный в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000). Результаты представлены в таблице 1 и таблице 2.
Сравнительный пример 1
Оценочные испытания различных изделий, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо частиц полистирола, использованных в примере 1, использовали переработанное сырье, имеющее средневесовую молекулярную массу 107 000 ( первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000).
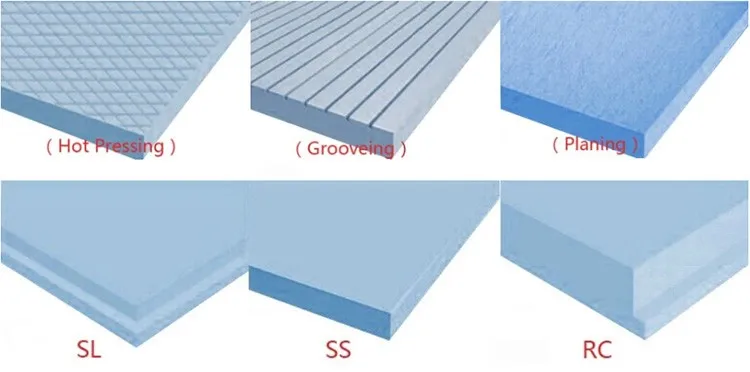 Результаты представлены в Таблице 1 и Таблице 2.
Результаты представлены в Таблице 1 и Таблице 2.Сравнительный пример 2
Оценочные испытания различных изделий, описанных выше, проводились таким же образом, как в примере 1, за исключением того, что коммерчески доступное переработанное сырье (производное от Echolife Tosa Co., Ltd; переработанное лимоненовое сырье со средневесовой молекулярной массой 283000) использовали вместо частиц полистирола, использованных в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, имеющий вес- средняя молекулярная масса 164000). Результаты представлены в Таблице 1 и Таблице 2.
Сравнительный пример 3
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 148000.
 частицы, используемые в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, имеющий средневесовую молекулярную массу 164000), и только изопентан (изопентан:нормальный пентан=100:0) использовали в качестве вспенивателя. Результаты представлены в Таблице 1 и Таблице 2.
частицы, используемые в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, имеющий средневесовую молекулярную массу 164000), и только изопентан (изопентан:нормальный пентан=100:0) использовали в качестве вспенивателя. Результаты представлены в Таблице 1 и Таблице 2.Сравнительный пример 4
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 163000. частицы, использованные в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, средневесовая молекулярная масса 164000), и только изопентан (изопентан:нормальный пентан=100:0) использовали в качестве вспенивающего агента. Результаты представлены в Таблице 1 и Таблице 2.
Сравнительный пример 5
Оценочные испытания различных элементов, описанных выше, проводились таким же образом, как и в примере 1, за исключением того, что вместо полистирола использовали переработанное сырье, имеющее средневесовую молекулярную массу 208000.
 частицы, использованные в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, имеющий средневесовую молекулярную массу 164000), и только нормальный пентан (изопентан:нормальный пентан=0:100) использовали в качестве расширяющего агента. Результаты представлены в Таблице 1 и Таблице 2.
частицы, использованные в примере 1 (первичный полистирол, полученный методом суспензионной полимеризации, имеющий средневесовую молекулярную массу 164000), и только нормальный пентан (изопентан:нормальный пентан=0:100) использовали в качестве расширяющего агента. Результаты представлены в Таблице 1 и Таблице 2.Таблица 1 в весолете-эвергемолекулярном материале для весовых казиноров с сырьевым материалом. материалПример 5Вторичное сырье——127 000материалПример 6Вторичное сырье——148 000материалПример 7Вторичное сырье——163 000материалПример 8Вторичное сырье——148 000материалПример 9Вторичное сырье——163 000материаловПример 10Вторичное сырьеEcholife TosaLimonene Вторичное сырье254 000материаловПример 11Вторичное сырье——187 000материаловСост. Бывший. 1 Переработанное сырье — 107 000 материалов. Бывший. 2Переработанное сырьеEcholife TosaLimonene переработано283 000материаловсырьеСравн. Бывший. 3 Переработанное сырье — 148 000 материалов.
 Бывший. 4 Переработанное сырье — 163 000 материалов. Бывший. 5Вторичное сырье——208 000материал
Бывший. 4 Переработанное сырье — 163 000 материалов. Бывший. 5Вторичное сырье——208 000материал
Производитель и название продукта не указаны; Использовали восстановленное сырье из полистирольной смолы (переработанное сырье), имеющее средневесовую молекулярную массу (Mw), как указано в таблице.TABLE 2 Weight-Weight-averageaveragemolecularmolecularweight ofweight ofComposition ofComposition ofrawexpandableexpanding agentContent ofexpandingmaterialresinupon extrusionexpandingagent resinparticlesNormalagentNormalItem(Mw)(Mw)Isopentanepentane(mass %)IsopentanepentaneBead lifeExample 1164,000159,00020804.32179⊚Example 2163,000158,00020804.22278⊚Example 3208 000207 00020804.32278 ◯ Пример 4148 000141,00040604.34258 6127 0001222200020804.12377 6148 000140 00020804.22278⊚example 7163 00015740604.4442588881414850505050505050450505050505050505050505050505050505050505050505050505013 0005005013000p.
 kome.⊚Пример 9163,000158,00080204,58218⊚Пример 10254,000251,00020804,42179◯Пример 11187,000183,00020804,32278⊚Ср. Бывший. 1107,000102,000208042278⊚Сост. Бывший. 2283,000280,00020804.42179XСр. Бывший. 3148,000141,00010004,61000⊚Сост. Бывший. 4163,000157,00010004,61000⊚Сост. Бывший. 5208 000206 00001004.20100X averagelowhighcelpressureRespressureMoldingDiameterAlliTemmolabilityMoldabilityCycle (мм) прочности. ◯◯Пример 6⊚⊚⊚287⊚⊚Пример 7⊚⊚⊚227⊚⊚Пример 8◯◯◯212⊚◯Пример 9◯◯◯328⊚◯Пример 10◯⊚⊚239⊚◯Пример 11⊚⊚⊚261⊚⊚Сравн. Бывший. 1⊚XX318XXКомп. Бывший. 2X⊚⊚273⊚XКомп. Бывший. 3⊚⊚X214⊚XКомп. Бывший. 4⊚⊚X230⊚XКомп. Бывший. 5X◯⊚345◯X
kome.⊚Пример 9163,000158,00080204,58218⊚Пример 10254,000251,00020804,42179◯Пример 11187,000183,00020804,32278⊚Ср. Бывший. 1107,000102,000208042278⊚Сост. Бывший. 2283,000280,00020804.42179XСр. Бывший. 3148,000141,00010004,61000⊚Сост. Бывший. 4163,000157,00010004,61000⊚Сост. Бывший. 5208 000206 00001004.20100X averagelowhighcelpressureRespressureMoldingDiameterAlliTemmolabilityMoldabilityCycle (мм) прочности. ◯◯Пример 6⊚⊚⊚287⊚⊚Пример 7⊚⊚⊚227⊚⊚Пример 8◯◯◯212⊚◯Пример 9◯◯◯328⊚◯Пример 10◯⊚⊚239⊚◯Пример 11⊚⊚⊚261⊚⊚Сравн. Бывший. 1⊚XX318XXКомп. Бывший. 2X⊚⊚273⊚XКомп. Бывший. 3⊚⊚X214⊚XКомп. Бывший. 4⊚⊚X230⊚XКомп. Бывший. 5X◯⊚345◯XКак видно из результатов Таблицы 1 и Таблицы 2, примеры 1-пример 10 согласно изобретению таковы, что средневесовая молекулярная масса Mw полистирольной смолы составляет в диапазоне от 120 000 до 270 000, а вспенивающий агент содержит пентан, имеющий состав в диапазоне изопентан:нормальный пентан=10:9от 0 до 80:20 по массе в качестве основного компонента.
 Таким образом, образцы от Примера 1 до Примера 10 обладают превосходной расширяемостью как при низком давлении, так и при высоком давлении. В частности, поскольку способность к расширению при низком давлении является удовлетворительной, время нагревания для получения вспениваемого формованного изделия из пенопласта может быть сокращено, а также может быть повышена экономия энергии.
Таким образом, образцы от Примера 1 до Примера 10 обладают превосходной расширяемостью как при низком давлении, так и при высоком давлении. В частности, поскольку способность к расширению при низком давлении является удовлетворительной, время нагревания для получения вспениваемого формованного изделия из пенопласта может быть сокращено, а также может быть повышена экономия энергии.Кроме того, формованные изделия из пеноматериала, полученные в Примерах 1-Примерах 10 согласно изобретению, имеют достаточную механическую прочность. В частности, даже когда в качестве полистирольной смолы используется вторичное сырье, может быть получена механическая прочность, близкая к прочности, получаемой в случае использования первичного сырья.
С другой стороны, сравнительный пример 1 представляет собой случай, когда в качестве полистирольной смолы используется низкомолекулярная полистирольная смола, имеющая средневесовую молекулярную массу Mw 107000, что меньше диапазона Mw изобретения.
 Что касается этих частиц вспенивающейся полистирольной смолы, полученных в Сравнительном примере 1, то способность к формованию при высоком давлении является низкой, и они склонны к сплавлению на поверхности формованного изделия из пенопласта, а прочность полученного формованного изделия из пенопласта снижается.
Что касается этих частиц вспенивающейся полистирольной смолы, полученных в Сравнительном примере 1, то способность к формованию при высоком давлении является низкой, и они склонны к сплавлению на поверхности формованного изделия из пенопласта, а прочность полученного формованного изделия из пенопласта снижается.Сравнительный пример 2 представляет случай, когда в качестве полистирольной смолы используют полистирольную смолу с высокой молекулярной массой, имеющую средневесовую молекулярную массу Mw 283000, что превышает диапазон Mw изобретения. Эти частицы вспенивающейся полистирольной смолы, полученные в Сравнительном примере 2, имеют короткий срок службы гранул и имеют проблемы при длительном хранении. Кроме того, способность к формованию при низком давлении является низкой, давление водяного пара во время формования с расширением не может быть снижено, а экономия энергии во время формования с расширением не может быть обеспечена.
Сравнительный пример 3 и Сравнительный пример 4 представляют случаи использования изопентана только в качестве вспенивателя.