ГОСТ 21880-94 Маты прошивные из минеральной ваты теплоизоляционные. Технические условия
ГОСТ 21880-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ
ВАТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННАЯ
НАУЧНО-ТЕХНИЧЕСКАЯ КОМИССИЯ
ПО СТАНДАРТИЗАЦИИ, ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ И СЕРТИФИКАЦИИ
В СТРОИТЕЛЬСТВЕ
Москва
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и проектным институтом Теплопроект (НИПИТеплопроект) Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 17 марта 1994 г.
За принятие проголосовали:
|
Наименование государства |
Наименование органа государственного управления строительством |
|
Азербайджанская Республика |
Госстрой Азербайджанской Республики |
|
Республика Армения |
Госупрархитектуры Республики Армения |
|
Республика Беларусь |
Госстрой Республики Беларусь |
|
Республика Казахстан |
Минстрой Республики Каза |
files.stroyinf.ru
Маты прошивные из минеральной ваты теплоизоляционные. Технические условия
ГОСТ 21880-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ
ВАТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННАЯ
НАУЧНО-ТЕХНИЧЕСКАЯ КОМИССИЯ
ПО СТАНДАРТИЗАЦИИ, ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ И СЕРТИФИКАЦИИ
В СТРОИТЕЛЬСТВЕ
Москва
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и проектным институтом Теплопроект (НИПИТеплопроект) Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 17 марта 1994 г.
За принятие проголосовали:
Наименование государства | Наименование органа государственного управления строительством |
Азербайджанская Республика | Госстрой Азербайджанской Республики |
Республика Армения | Госупрархитектуры Республики Армения |
Республика Беларусь | Госстрой Республики Беларусь |
Республика Казахстан | Минстрой Республики Казахстан |
Киргизская Республика | Госстрой Кыргызской Республики |
Республика Молдова | Минархстрой Республики Молдова |
Российская Федерация | Госстрой России |
Республика Таджикистан | Госстрой Республики Таджикистан |
Республика Узбекистан | Госкомархитектстрой Республики Узбекистан |
3 ВЗАМЕН ГОСТ 21880-86
Изменение № 1 принято Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 15.05.96
За принятие проголосовали:
Наименование государства | Наименование органа государственного управления строительством |
Азербайджанская Республика | Госстрой Азербайджанской Республики |
Республика Армения | Госупрархитектуры Республики Армения |
Республика Казахстан | Минстрой Республики Казахстан |
Киргизская Республика | Госстрой Кыргызской Республики |
Республика Молдова | Минархстрой Республики Молдова |
Российская Федерация | Госстрой России |
Республика Таджикистан | Госстрой Республики Таджикистан |
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 января 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Минстроя России от 4 августа 1994 г. № 18-6
5 ИЗДАНИЕ (январь 2002 г.) с Изменением № 1, принятым в октябре 1996 г. (ИУС 3-97)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ ВАТЫ
ТЕПЛОИЗОЛЯЦИОННЫЕ
Технические условия
Thermoinsulating mineral wool broached mats. Specifications
Дата введения 1995-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на прошивные маты с обкладочным материалом или без него (далее – маты) и на маты гофрированной структуры (далее – маты ГС), изготовленные из минеральной ваты и предназначенные для тепловой изоляции строительных конструкций зданий и сооружений и промышленного оборудования при температуре поверхности от минус 180 до плюс 700 °С.
Требования настоящего стандарта, изложенные в пунктах 3.1, 4.1, 4.2.1 – 4.2.5, разделах 5-8, являются обязательными.
(Измененная редакция, Изм. № 1).
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на стандарты, приведенные в приложении А.
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Маты марки 75 не должны применяться для тепловой изоляции промышленного оборудования.
3.2 В зависимости от структуры вида обкладочного материала и предельной температуры применения маты подразделяют на типы, указанные в таблице 1.
Таблица 1
Тип мата | Наименование обкладочного материала | Предельная температура применения, К (°С) |
М1, МГС1 | Без обкладочного материала | 973 (700) |
М2, МГС2 | Металлическая сетка, стеклоткань марки ТКТ | 973 (700) |
М3, МГС3 | Ткань, сетка, холст нетканый, материал из стекловолокна | 723 (450) |
М4, МГС4 | Картон гофрированный, коробочный или кровельный | 353 (80) |
М5, МГС5 | Бумага, бумага дублированная полиэтиленом | 333 (60) |
(Измененная редакция, Изм. № 1).
3.3 Номинальные размеры матов и предельные отклонения от номинальных размеров должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
Наименование показателя | Значение | |
Номин. | Пред. откл. | |
Длина | От 1000 до 6000 с интервалом 500 | + 30; – 20 |
Ширина | 500; 1000 | ± 20 |
Толщина | 40, 50, 60, 70 80, 100, 120 | + 5; – 4 |
Примечания. 1 По согласованию с потребителем допускается изготавливать маты других размеров 2 Для матов, применяемых в строительных конструкциях, отрицательные отклонения по ширине не допускаются. | ||
3.4 Условное обозначение матов должно состоять из обозначения типа, марки, размеров по длине, ширине и толщине в миллиметрах, цифры 1 – для матов с обкладочным материалом, пришитым с одной стороны, цифры 2 – для матов с обкладочным материалом, пришитым с двух сторон, и обозначения настоящего стандарта.
Пример условного обозначения в технической документации и при заказе мата типа М1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
М1-100-1000.500.60 ГОСТ 21880-94
То же, мата типа М2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
М2-125-1000.500.60-2 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
МГС1- 100-1000.500.60 ГОСТ 21880-94
То же мата гофрированной структуры типа МГС2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
МГС2-125-1000.500.60-2 ГОСТ 21880-94
(Измененная редакция, Изм. № 1).
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Маты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной предприятием-изготовителем.
4.2 Характеристики
4.2.1 Маты должны быть прошиты сплошными швами в продольном или поперечном направлениях, при этом обкладочные материалы могут быть пришиты с одной или двух сторон. Маты, применяемые в строительных конструкциях, должны быть прошиты только в продольном направлении.
Маты ГС допускается прошивать сплошными швами только в продольном направлении.
(Измененная редакция, Изм. № 1).
4.2.2 Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
Наименование показателя | Значение |
Расстояние между кромкой и крайним швом, не более | 100 |
Расстояние между швами, не более | 120 |
Шаг шва | От 70 до 170 |
Примечание – По согласованию с потребителем значения параметров прошивки могут быть изменены при условии соблюдения требований стандарта по показателям плотности, сжимаемости и теплопроводности. | |
4.2.3 Не допускается разрыв более чем трех смежных стежков в одном шве, а также разрыв стежков в двух смежных швах матов.
Общая длина разрыва швов не должна превышать 10 % длины всех швов.
Маты, имеющие на концах роспуск шва, допускается поставлять по согласованию с потребителем.
4.2.4 По физико-механическим показателям маты должны соответствовать требованиям, указанным в таблице 4.
Таблица 4
Наименование показателя | Значение для матов марки | ||
75 | 100 | 125 | |
Плотность, кг/м3 | До 85 | Св. 85 до 110 | Св. 110 до 135 |
Теплопроводность, Вт/(м·К), не более, при температуре: |
|
|
|
(298 ± 5) К | 0,046 | 0,044 | 0,044 |
(398 ± 5) К | – | 0,065 | 0,064 |
(573 ± 5) К | – | 0,150 | 0,130 |
Сжимаемость, %, не более | 55 | 40 | 30 |
Упругость, %, не менее | 70 | 75 | 80 |
Разрывная нагрузка, Н, не менее | 80 | 100 | 120 |
Влажность, % по массе, не более | 2 | 2 | 2 |
Содержание органических веществ, % по массе, не более | 2 | 2 | 2 |
Примечания: 1 Теплопроводность при температуре (573±5) К определяют только для матов типов М1 и М2. 2 Разрывную нагрузку и упругость определяют для матов, применяемых в строительных конструкциях. | |||
Маты ГС по плотности, влажности и содержанию органических веществ должны соответствовать требования, указанным в таблице 4. Требования по разрывной нагрузке к матам ГС не предъявляют. По теплопроводности, сжимаемости и упругости маты ГС должны соответствовать требованиям, указанным в таблице 5.
Таблица 5
Наименование показателя | Значения для матов ГС марки | ||
75 | 100 | 125 | |
Теплопроводность, Вт/(м·К), не более, при температуре: |
|
|
|
(298 ± 5) К | 0,048 | 0,048 | 0,048 |
(398 ± 5) К | – | 0,078 | 0,076 |
(573 ± 5) К | – | 0,185 | 0,150 |
Сжимаемость, % не более | 30 | 25 | 20 |
Упругость, % не менее | 70 | 80 | 90 |
(Измененная редакция, Изм. № 1).
4.2.5 Концентрация вредных веществ (паров углеводородов), выделяющихся из матов при температуре 40 °С, не должна превышать 1,5 мг/м3 при насыщенности 0,4 м2/м3.
4.3 Требование к сырью и материалам
4.3.1 Для изготовления матов должна применяться минеральная вата с обеспыливающими добавками по ГОСТ 4640.
4.3.2 В качестве обкладочных и прошивочных материалов применяют материалы, перечень которых приведен в приложениях Б и В.
Допускается по согласованию с потребителем применять другие обкладочные и прошивочные материалы, не снижающие качество матов.
4.4 Упаковка и маркировка
4.4.1 Упаковка и маркировка матов должна производиться в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
4.4.2 При поставке в районы Крайнего Севера или труднодоступные районы маты упаковывают в соответствии с ГОСТ 15846.
Для защиты от увлажнения внутренняя поверхность ящиков и обрешеток должна быть выстлана водонепроницаемым материалом.
4.4.3 Упакованные рулоны поставляют, как правило, в виде транспортных пакетов.
Габариты транспортных пакетов, пригодных для перевозки транспортом всех видов, должны соответствовать требованиям ГОСТ 24597. Применение пакетов других размеров допускается при согласовании с транспортными министерствами (ведомствами).
4.4.4 Для формирования транспортных пакетов могут применяться многооборотные средства пакетирования: поддоны плоские по ГОСТ 9078 и ГОСТ 22831 с обвязкой, поддоны стоечные типа ПС-0,5Г, поддоны ящичные по ГОСТ 9570, а также одноразовые средства пакетирования: поддоны плоские по ГОСТ 26381 с обвязкой, подкладные листы с обвязкой.
4.4.5 В качестве обвязки (средств скрепления транспортных пакетов) могут применяться следующие материалы: проволока стальная по ГОСТ 3282, лента стальная по ГОСТ 3560, ГОСТ 6009 и ГОСТ 503, катанка алюминиевая марок АКЛП-5Т, АКЛП-5ПТ по ГОСТ 13843, лента полиэтиленовая с липким слоем по ГОСТ 20477, пленка полиэтиленовая термоусадочная по ГОСТ 25951 металлические и полимерные ленты, стальная и алюминиевая проволока и синтетические пленки, выпускаемые по другим нормативным документам и обеспечивающие сохранность пакетов в течение всего срока транспортирования и хранения грузов.
4.4.6 Маркировку осуществляют по ГОСТ 25880 с дополнительным указанием даты изготовления и условного обозначения матов.
4.4.7 На каждое упаковочное место должен быть нанесен манипуляционный знак «Беречь от влаги» по ГОСТ 14192.
5 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
При применении матов вредными факторами являются пыль минерального волокна и летучие компоненты обеспыливающих добавок (пары углеводородов), вызывающие раздражение слизистой оболочки верхних дыхательных путей и зуд кожи.
Для защиты органов дыхания применяют респираторы «Лепесток» по ГОСТ 12.4.028, для защиты кожного покрова – специальную одежду и перчатки в соответствии с типовыми нормами.
6 ПРАВИЛА ПРИЕМКИ
6.1 Маты принимают в соответствии с требованиями ГОСТ 26281 и настоящего стандарта.
6.2 Объем партии матов не должен превышать сменной выработки.
6.3 Приемосдаточные испытания проводят для каждой партии по качеству прошивки, размерам, плотности, сжимаемости, влажности и содержания органических веществ.
6.4 Периодический контроль проводят по показателям теплопроводности и концентрации выделяемых из матов вредных химических веществ (паров углеводородов) не реже одного раза в полугодие и при каждом изменении технологии и применяемого сырья.
6.5 Параметры прошивки, разрывную нагрузку и упругость проверяют, если это предусмотрено договором на поставку.
6.6 В документе о качестве указывают результаты испытаний, рассчитанные как средние арифметические значения показателей матов, вошедших в выборку по ГОСТ 26281 и удовлетворяющих требованиям настоящего стандарта.
7 МЕТОДЫ ИСПЫТАНИЙ
7.1 Линейные размеры, плотность, влажность, содержание органических веществ определяют по ГОСТ 17177.
Пробу для определения влажности и содержания органических веществ составляют из пяти точечных проб, отобранных в четырех углах и посередине каждого мата, попавшего в выборку.
7.2 Расстояние между кромкой и крайним швом, между швами, шаг шва и длину разрывов шва определяют измерительной металлической линейкой по ГОСТ 427 с погрешностью не более 1 мм.
Расстояние между кромкой и крайним швом и между швами определяют на расстоянии (150 ± 10) мм от торцевых краев, затем через каждый 1 м длины мата.
Шаг шва определяют путем измерения одного стежка на каждом метре длины швов.
За результат принимают среднее арифметическое значение измерений параметров прошивки мата.
7.3 Теплопроводность определяют по ГОСТ 7076 на образцах без обкладочного материала, вырезанных по одному из каждого мата, попавшего в выборку.
7.4 Определение сжимаемости и упругости
7.4.1 Средство контроля
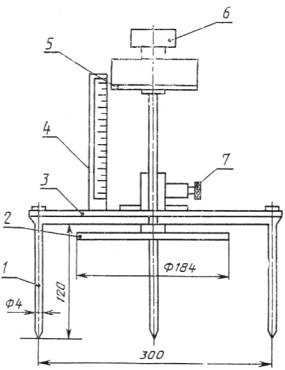
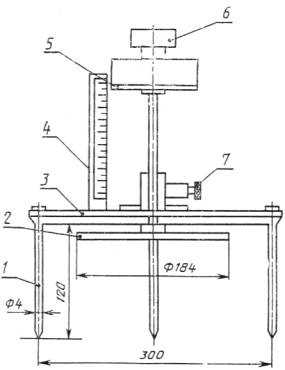
Устройство для определения сжимаемости (рисунок 1).
1 – игла; 2 – диск; 3 – крестовина; 4 – линейка; 5 – опорная шайба;
6 – гиря; 7 – фиксатор
Рисунок 1 -Устройство для определения сжимаемости и упругости
7.4.2 Порядок проведения контроля
Мат укладывают в развернутом виде на ровное твердое основание.
Измерение проводят в трех местах мата по его диагонали на расстоянии не менее 200 мм от углов и в центре.
Для проведения испытания подвижную часть с диском 2 устройства закрепляют в верхнем положении фиксатором 7. Затем мат прокалывают на всю его толщину иглами 1, установленными на крестовине 3. Освобождают фиксатор 7 и плавно опускают подвижную часть с диском 2 на поверхность мата, создавая при этом удельную нагрузку (500 ± 5) Па. Через 5 мин определяют толщину Н0 по линейке 4 напротив нижней кромки опорной шайбы 5. После этого плавно нагружают опорную шайбу 5 дополнительным грузом (гирей) 6, обеспечивающей с подвижной частью и диском 2 устройства нагрузку (2000 ± 20) Па. Через 5 мин по линейке 4 определяют толщину Н1. Затем всю нагрузку снимают, подвижную часть с диском 2 поднимают и закрепляют фиксатором 7. Через 15 мин вновь под удельной нагрузкой (500 ± 5) Па определяют толщину Н2.
7.4.3 Обработка результатов
Сжимаемость (Сж) в процентах вычисляют по формуле
где Н0 – толщина мата под удельной нагрузкой (500 ± 5) Па, мм;
Н1 – толщина мата под удельной нагрузкой (2000 ± 20) Па, мм.
Упругость матов (У) в процентах вычисляют по формуле
где Н2 – толщина мата под удельной нагрузкой (500 ± 5) Па, определенная после, снятия удельной нагрузки (2000 ± 20) Па, мм.
За результат сжимаемости или упругости каждого мата принимают среднее арифметическое значение трех измерений.
7.5 Определение разрывной нагрузки
7.5.1 Средства контроля
Машина разрывная, обеспечивающая растяжение образца со скоростью движения активного захвата не более 20 мм/мин и позволяющая измерять значение разрывной нагрузки с погрешностью не более 1 %.
Зажимы с плоскими и ровными рабочими поверхностями длиной и шириной не менее соответственно 40 и 100 мм, позволяющие обжать образец по всей его ширине.
Линейка металлическая по ГОСТ 427.
7.5.2 Подготовка к проведению испытания
Разрывную нагрузку определяют на образцах без обкладочного материала.
От каждого мата, попавшего в выборку, вырезают по одному образцу длиной (600 ± 10) мм, шириной (100 ± 3) мм и толщиной, равной толщине изделия, на расстоянии не менее 50 мм от края в местах, не имеющих разрывности швов. При этом шов должен совпадать с продольной осью изделия, а концы прошивочного материала должны быть на 100 – 150 мм длиннее образца.
Перед испытанием концы прошивочного материала связывают между собой.
7.5.3 Проведение испытания
Образец закрепляют в зажимах так, чтобы прошивочный материал при испытании не проскальзывал в отверстие зажимов, а прилагаемое усилие проходило вдоль шва. Нагружение образца производят со скоростью 20 мм/мин. За результат испытания принимают нагрузку, при которой произошло разрушение образца.
Результат испытаний образцов, разорвавшихся ближе 50 мм от кромок зажимов, не учитывают.
7.6 Концентрацию вредных веществ, выделяющихся из матов, определяют специализированные лаборатории в соответствии с действующими методическими указаниями [1] (приложение Г).
Количество образцов и порядок их отбора устанавливают в соответствии с правилами по регламентации мер санитарного контроля за применением полимерных материалов в строительстве [2] (приложение Г).
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1 Транспортирование и хранение матов производят в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
8.2 Высота штабеля матов без упаковки или упакованных в бумагу или пленку при хранении не должна превышать 2 м.
8.3 Маты отгружают потребителю не ранее суточной выдержки на складе.
8.4 Срок хранения матов – не более 12 мес. с момента их изготовления.
8.5 При истечении срока хранения маты могут быть использованы по назначению после предварительной проверки их качества на соответствие требованиям настоящего стандарта.
ПРИЛОЖЕНИЕ А
(справочное)
СТАНДАРТЫ, ССЫЛКИ НА КОТОРЫЕ ПРИВЕДЕНЫ В НАСТОЯЩЕМ СТАНДАРТЕ
ГОСТ 12.4.028-76 ССБТ. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4640-93 Вата минеральная. Технические условия
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 7076-99 Материалы и изделия строительные. Метод определения теплопроводности и термического сопротивления при стационарном тепловом режиме
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9570-84 Поддоны ящичные и стоечные. Общие технические условия
ГОСТ 13843-78 Катанка алюминиевая. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17177-94 Материалы и изделия строительные теплоизоляционные. Методы испытаний
ГОСТ 20477-86 Лента полиэтиленовая с липким слоем. Технические условия
ГОСТ 22831-77 Поддоны плоские деревянные массой брутто 3,2 т размером 1200 ´ 1600 и 1200 ´ 1800 мм. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25880-83 Материалы и изделия строительные теплоизоляционные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26281-84 Материалы и изделия строительные теплоизоляционные Правила приемки
ГОСТ 26381-84 Поддоны плоские одноразового использования. Общие технические условия
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПЕРЕЧЕНЬ
ОБКЛАДОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ
ПРИ ПРОИЗВОДСТВЕ ПРОШИВНЫХ МАТОВ
Таблица Б1
Наименование обкладочного материала | Обозначение |
Сетка стальная проволочная крученая с шестиугольными ячейками № 20-0,5, № 25-0,6 | ГОСТ 13603-89 |
Сетка стальная плетеная с ромбическими ячейками Р 10-1,2 | ГОСТ 5336-80 |
Сетка проволочная тканая с квадратными ячейками № 12-1,2, № 10-1,0 | ГОСТ 3826-82 |
Сетка металлическая тканая № 10´15´1,0, № 20-1,0 | ТУ 14-4-907-78 |
Сетка тканая для теплоизоляционных работ № 17, 18, 20-1,2 | ТУ 14-4-1191-82 ТУ 14-198-91-81 |
Сетка проволочная сварная с квадратными ячейками № 25-0,6, № 12,5-0,5 | ТУ 14-4-714-76 |
Ткани конструкционные из стеклянных крученых комплексных нитей | ГОСТ 19170-2001 ТУ 6-11-231-76 |
Ткани марки ТСТ и ТКТ для теплоизоляции | ТУ 6-11-118-75 |
Ткани из ровинга марки ТР | ТУ 6-19-368-87 |
Полотно холстопрошивное марок ХПС-А-5, ХПСС-Т-2,5 | ТУ 6-11-454-77 |
Материал нетканый вязальнопрошивной марки ВПР | ТУ 6-11-196-76 |
Нетканый ориентированный материал марок НОМ-Т | ТУ 6-11-523-82 |
Полотна иглопробивные | ТУ 6-11-570-83 |
Сетка стеклянная марки СС | ТУ 6-11-99-75 |
Сетка стеклянная перекрестная нетканая марки НПСС-Т-Г-150 | ТУ 6-11-381-81 |
Картон гофрированный | ГОСТ 7376-89 |
Картон коробочный | ГОСТ 7933-89 |
Картон кровельный | – |
Бумага мешочная | ГОСТ 2228-81 |
Бумага двухслойная упаковочная | ГОСТ 8828-89 |
Бумага оберточная | ГОСТ 8273-75 |
Бумага для гофрирования | ГОСТ 7377-85 |
Бумага, покрытая полиэтиленом | ТУ 13-0248643-798-89 |
Полотно нетканое термоскрепленное | ТУ 62-11262-86 |
ПРИЛОЖЕНИЕ В
(рекомендуемое)
ПЕРЕЧЕНЬ
ПРОШИВОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ПРИ ПРОИЗВОДСТВЕ МАТОВ
Наименование прошивочного материала | Обозначение |
Проволока стальная низкоуглеродистая общего назначения диаметром 0,5-1,0 мм | ГОСТ 3282-74 |
Шпуры льнопеньковые крученые | ГОСТ 29231-91 |
Шпагат из лубяных волокон | ГОСТ 17308-88 |
Нити стеклянные крученые комплексные | ГОСТ 8325-93 |
Ровинг стеклянный марок РБТ, РБР, РБН, РБК | ТУ 6-11-594-84 |
Пряжа стеклянная штапелированная СПК-6, СПКТ-6 | ТУ 6-48-23-89 |
ПРИЛОЖЕНИЕ
Г
(информационное)
БИБЛИОГРАФИЯ
[1] Методические указания № 1492-76 | «Методические указания по измерению углеводородов в воздухе рабочей зоны», утв. 1976 г. |
[2] Методические указания | «Методические указания по санитарно-гигиеническому контролю полимерных материалов, предназначенных для применения в строительстве жилых и общественных зданий», М., 1980 г. |
Ключевые слова: маты, минеральная вата, обкладочный материал, прошивные маты, теплоизоляция, строительные конструкции, промышленное оборудование
СОДЕРЖАНИЕ
1. Область применения 2. Нормативные ссылки 3. Основные параметры и размеры 4. Технические требования 5. Требования безопасности 6. Правила приемки 7. Методы испытаний 8. Транспортирование и хранение Приложение А. Стандарты, ссылки на которые приведены в настоящем стандарте Приложение Б. Перечень обкладочных материалов, применяемых при производстве прошивных матов Приложение В. Перечень прошивочных материалов, применяемых при производстве матов Приложение Г. Библиография |
standartgost.ru
ГОСТ 21880-94 Маты прошивные из минеральной ваты теплоизоляционные. Технические условия
ГОСТ 21880-94
МЕЖГОСУДАРСТВЕННЫЙ СТ АНДАРТ
М АТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ
ВАТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МИНСТРОЙ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и проектным институтом Теплопроект (НИПИТеплопроект) Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строи тельстве (МНТКС) 17 марта 1994 г.
За принятие проголосовали:
|
На имено ва ние государства |
Наименован ие органа государст венного управл ен ия стро ител ьством |
|
Азербайджанская Р еспублика |
Госстрой Азерба йджанской Республики |
|
Республ ика Арм ения |
Госупрархитектуры Республики Армен ия |
|
Республ ика Беларусь |
Госстрой Республики Беларусь |
|
Республика Казахстан |
Минстрой Республики Казахста н |
|
Кыргызская Республика |
Госстрой Кыргызской Республики |
|
Республика Молдова |
Минархстрой Республики Молдова |
|
Росси йская Фед ерац ия |
Госстрой Росси и |
|
Республ ика Таджикистан |
Госстрой Республики Таджикистан |
|
Республика Узбекистан |
Госкома рхитектстрой Республики Узб ек истан |
3 ВЗАМЕН ГОСТ 21880-86
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 января 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Минстроя России от 4 августа 1994 г. № 18-6
СОДЕРЖАНИЕ
1. Область применения.
2. Нормативные ссылки.
3. Основные параметры и размеры.
4. Технические требования.
5. Требования безопасности.
6. Правила приемки.
7. Методы испытаний.
8. Транспортирование и хранение.
Приложение А. Стандарты, ссылки на которые приведены в настоящем стандарте.
Приложение Б. Перечень обкладочных материалов, применяемых при производстве прошивных матов.
Приложение В. Перечень прошивочных материалов, применяемых при производстве матов.
Приложение Г. Библиография.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ ВАТЫ
ТЕПЛОИЗОЛЯЦИОННЫЕ
Технические условия
Thermoinsulating mineral wool broached mats. Specifications
Дата введения 199 5-01-01
Настоящий стандарт распространяется на прошив ные маты с обкладочным материалом или без него (далее – маты) и на маты гофрированной структуры (далее ¾ маты ГС), изготовленные из минеральной ваты и предназначенные для тепловой изоляции строительных конструкций зданий и сооружений и промышленного оборудования при температуре поверхности от минус 180 до плюс 700 °С.
Требования настоящего стандарта, изложенные в пунктах 3.1, 4.1, 4.2.1 – 4.2.5, разделах 5- 8, являются обязательными.
В настоящем стандарте использова ны ссылки на стандарты, приведенные в приложении А.
3.1 В зависимости от плотности маты подразделяют на марки 75, 100, 125.
Маты марки 75 не дол жны пр именяться для тепловой изоляции промыш ленно го оборудова ния.
3.2 В зависимости от структуры вида обкладочного материала и предельной т емпературы приме нения маты подразделяют на типы, указанны е в табл ице 1.
Табл ица 1
|
Тип |
Наименован ие обкладочного матер иала |
Предель ная температура пр именен ия, |
|
М 1, МГС1 |
Без обкладочного мат ериала |
973 (700) |
|
М 2, МГС2 |
Металлическая сетка, стеклоткань марки Т КТ |
973 (700) |
|
М 3, МГС3 |
Ткань, сетка, холст нетканый, материал из стекловолокна |
723 (450) |
|
М 4, МГС4 |
Картон гофрированный, коробочный или кровельный |
353 (80) |
|
М5, МГС5 |
Бумага, бумага дублированная полиэтиленом |
333 (60) |
3.3 Номинальные размеры матов и предельные отклонения от номинальных размеров должны соответствовать указанным в таблице 2.
Т а блица 2
В миллиметрах
|
Наи ме нование |
Значение |
|
|
Номин. |
Пред. откл. |
|
|
Длина |
О т 1000 до 6000 с интервалом 500 |
+30; – 20 |
|
Ш ирина |
500; 1000 |
±20 |
|
Толщина |
40, 50, 60, 70 80, 100, 120 |
+5; – 4 |
|
Примечания. 1 По согласованию с потребителем допускается изготавливать маты других размеров 2 Для матов, применяемых в строительных конструкциях, отрицательные откло нения по ширине не допуска ются. |
||
3.4 Условное обозначение матов должно состоять из обозначения типа, марки, размеров по длине, ширине и толщине в миллиметрах, цифры 1 – для матов с обкладочным материалом, пришитым с одной стороны, цифры 2 – для матов с обкладочным материалом, пришитым с двух сторон, и обозначения настоящего стандарта.
Пример условного обозначения в техническо й документации и при заказе мата типа М1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
М1-100-1000.500.60 ГОСТ 21880-94
То же, мата типа М2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
М2 -125-1000.500.60-2 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
МГС1- 100-1000.500.60 ГОСТ 21880-94
То же мата гофрированной структуры типа МГС2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
МГС2-125-1000.500.60-2 ГОСТ 21880-94
4.1 Маты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной предприятием-изготовителем.
4.2 Характеристики
4.2.1 Маты должны быть прошиты сплошными швами в продольном ил и поперечном направлениях, при этом обкладочные материалы могут быть пришиты с одной или двух сторон. Маты, применяемые в стро ительных конструкц иях, долж ны быть прошиты только в продольном направлении.
Маты ГС допускается прошивать сплошными швами только в продольном направлении.
4.2.2 Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в таблице 3.
Таблица 3
В милл иметр ах
|
На именование показателя |
Значе ние |
|
Расстояние между кромкой и крайним швом, не более |
100 |
|
Расстояние между швами, не более |
120 |
|
Шаг шва |
От 70 до 170 |
|
Примечание – По согласовани ю с потреб ител ем значения параметров прошивки могут быть изменены при услов ии соблюдения требо ва ний стандарта по показателям плотности, сжимаемости и теплопроводности. |
|
4.2.3 Не допускается разрыв более чем трех смежных стежков в одном шве, а также разрыв стежков в двух смежных швах матов.
Общая длина разрыва швов не должна превышать 10 % длины всех швов.
Маты, имеющие на концах роспуск шва, допускается поставлять по согласованию с потребителем.
4.2.4 По физико-механическим показателям маты должны соответствовать требованиям, указанным в таблице 4.
Таблица 4
|
Наименование показателя |
Значение для матов марки |
||
|
75 |
100 |
125 |
|
|
Плотность, кг/м3 |
До 85 |
Св. 85 до 110 |
Св. 110 до 135 |
|
Теплопроводность, Вт/(м · К), не более, при температуре: |
|||
|
(298±5) К |
0,046 |
0,044 |
0,044 |
|
(398±5) К |
– |
0,065 |
0,064 |
|
(573±5) К |
– |
0,150 |
0,130 |
|
Сжимаемость, %, не более |
55 |
40 |
30 |
|
Упругость, %, не менее |
70 |
75 |
80 |
|
Разрывная нагрузка, Н, не менее |
80 |
100 |
120 |
|
Влажность, % по массе, не более |
2 |
2 |
2 |
|
Содержание органических веществ, % по массе, не более |
2 |
2 |
2 |
|
Примечания: 1 Теплопроводность при температуре (573±5) К определяют только для матов типов М1 и М2. 2 Разрывную нагрузку и упругость определяют для матов, применяемых в строительных конструкциях. |
|||
Маты ГС по плотности, влажности и содержанию органических веществ должны соответствовать требования, указанным в таблице 4. Требования по разрывной нагрузке к матам ГС не предъявляют. По теплопроводности, сжимаемости и упругости маты ГС должны соответствовать требованиям, указанным в таблице 5.
Таблица 5
|
Наименование показателя |
Значения для матов ГС марки |
||
|
75 |
100 |
125 |
|
|
Теплопроводность, Вт/(м · К), не более, при температуре: |
|||
|
(298 ± 5) К |
0,048 |
0,048 |
0,048 |
|
(398 ± 5) К |
– |
0,078 |
0,076 |
|
(573 ± 5) К |
– |
0,185 |
0,150 |
|
Сжимаемость, % не более |
30 |
25 |
20 |
|
Упругость, % не менее |
70 |
80 |
90 |
4.2.5 Концентрация вредных веществ (паров углеводородов), выделяющихся из матов при температуре 40°С, не должна превышать 1,5 мг/м3 при насыщенности 0,4 м2/м3.
4.3 Требование к сырью и материалам
4.3.1 Для изготовления матов должна применяться минеральная вата с обеспыливающими добавками по ГОСТ 4640.
4.3.2 В качестве обкладочных и прошивочных материалов применяют материалы, перечень которых приведен в приложениях Б и В.
Допускается по согласованию с потребителем применять другие обкладочные и прошивочные материалы, не снижающие качество матов.
4.4 Упаковка и маркировка
4.4.1 Упаковка и маркировка матов должна производиться в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
4.4.2 При поставке в районы Крайнего Севера или труднодоступные районы маты упаковывают в соответствии с ГОСТ 15846.
Для защиты от увлажнения внутренняя поверхность ящиков и обрешеток должна быть выстлана водонепроницаемым материалом.
4.4.3 Упакованные рулоны поставляют, как правило, в виде транспортных пакетов.
Габариты транспортных пакетов, пригодных для перевозки транспортом всех видов, должны соответствовать требованиям ГОСТ 24597. Применение пакетов других размеров допускается при согласовании с транспортными министерствами (ведомствами).
4.4.4 Для формирования транспортных пакетов могут применяться многооборотные средства пакетирования: поддоны плоские по ГОСТ 9078 и ГОСТ 22831 с обвязкой, поддоны стоечные типа ПС-0.5Г, поддоны ящичные по ГОСТ 9570, а также одноразовые средства пакетирования: поддоны плоские по ГОСТ 26381 с обвязкой, подкладные листы с обвязкой.
4.4.5 В качестве обвязки (средств скрепления транспортных пакетов) могут применяться следующие материалы: проволока стальная по ГОСТ 3282, лента стальная по ГОСТ 3560, ГОСТ 6009 и ГОСТ 503, катанка алюминиевая марок АКЛП-5Т, АКЛП-5ПТ по ГОСТ 13843, лента полиэтиленовая с липким слоем по ГОСТ 20477, пленка полиэтиленовая термоусадочная по ГОСТ 25951 металлические и полимерные ленты, стальная и алюминиевая проволока и синтетические пленки, выпускаемые по другим нормативным документам и обеспечивающие сохранность пакетов в течение всего срока транспортирования и хранения грузов.
4.4.6 Маркировку осуществляют по ГОСТ 25880 с дополнительным указанием даты изготовления и условного обозначения матов.
4.4.7 На каждое упаковочное место должен быть нанесен манипуляционный знак «Беречь от влаги» по ГОСТ 14192.
При применении матов вредными факторами являются пыль минерального волокна и летучие компоненты обеспыливающих добавок (пары углеводородов), вызывающие раздражение слизистой оболочки верхних дыхательных путей и зуд кожи.
Для защиты органов дыхания применяют респираторы «Лепесток» по ГОСТ 12.4.028, для защиты кожного покрова – специальную одежду и перчатки в соответствии с типовыми нормами.
6.1 Маты принимают в соответствии с требованиями ГОСТ 26281 и настоящего стандарта.
6.2 Объем партии матов не должен превышать сменной выработки.
6.3 Приемосдаточные испытания проводят для каждой партии по качеству прошивки, размерам, плотности, сжимаемости, влажности и содержания органических веществ.
6.4 Периодический контроль проводят по показателям теплопроводности и концентрации выделяемых из матов вредных химических веществ (паров углеводородов) не реже одного раза в полугодие и при каждом изменении технологии и применяемого сырья.
6.5 Параметры прошивки, разрывную нагрузку и упругость проверяют, если это предусмотрено договором на поставку.
6.6 В документе о качестве указывают результаты испытаний, рассчитанные как средние арифметические значения показателей матов, вошедших в выборку по ГОСТ 26281 и удовлетворяющих требованиям настоящего стандарта.
7.1 Линейные размеры, плотность, влажность, содержание органических веществ определяют по ГОСТ 17177-87 .
Пробу для определения влажности и содержания органических веществ составляют из пяти точечных проб, отобранных в четырех углах и посередине каждого мата, попавшего в выборку.
7.2 Расстояние между кромкой и крайним швом, между швами, шаг шва и длину разрывов шва определяют измерительной металлической линейкой по ГОСТ 427 с погрешностью не более 1 мм.
Расстояние между кромкой и крайним швом и между швами определяют на расстоянии (150±10) мм от торцевых краев, затем через каждый 1 м длины мата.
Шаг шва определяют путем измерения одного стежка на каждом метре длины швов.
За результат принимают среднее арифметическое значение измерений параметров прошивки мата.
7.3 Теплопроводность определяют по ГОСТ 7076 на образцах без обкладочного материала, вырезанных по одному из каждого мата, попавшего в выборку.
7.4 Определение сжимаемости и упругости
7.4.1 Средство контроля
Устройство для определения сжимаемости (рисунок 1).
1 – игла; 2 – диск; 3 – крестовина; 4 – линейка; 5 – опорная шайба; 6 – гиря;
7 – фиксатор
Рисунок 1 -Устройство для определения сжимаемости и упругости
7.4.2 Порядок проведения контроля
Мат укладывают в развернутом виде на ровное твердое основание.
Измерение проводят в трех местах мата по его диагонали на расстоянии не менее 200 мм от углов и в центре.
Для проведения испытания подвижную часть с диском 2 устройства закрепляют в верхнем положении фиксатором 7. Затем мат прокалывают на всю его толщину иглами 1, установленными на крестовине 3. Освобождают фиксатор 7 и плавно опускают подвижную часть с диском 2 на поверхность мата, создавая при этом удельную нагрузку (500 ± 5) Па. Через 5 мин определяют толщину Н0 по линейке 4 напротив нижней кромки опорной шайбы 5. После этого плавно нагружают опорную шайбу 5 дополнительным грузом (гирей) 6, обеспечивающей с подвижной частью и диском 2 устройства нагрузку (2000 ± 20) Па. Через 5 мин по линейке 4 определяют толщину Н1. Затем всю нагрузку снимают, подвижную часть с диском 2 поднимают и закрепляют фиксатором 7. Через 15 мин вновь под удельной нагрузкой (500 ± 5) Па определяют толщину Н2.
7.4.3 Обработка результатов
Сжимаемость (Сж) в процентах вычисляют по формуле
(1)
где Н0 – толщина мата под удельной нагрузкой (500 ± 5) Па, мм;
Н1 – толщина мата под удельной нагрузкой (2000 ± 20) Па, мм.
Упругость матов (У) в процентах вычисляют по формуле
(2)
где Н2 – толщина мата под удельной нагрузкой (500 ± 5) Па, определенная после, снятия удельной нагрузки (2000 ± 20) Па, мм.
За результат сжимаемости или упругости каждого мата принимают среднее арифметическое значение трех измерений.
7.5 Определение разрывной нагрузки
7.5.1 Средства контроля
Машина разрывная, обеспечивающая растяжение образца со скоростью движения активного захвата не более 20 мм/мин и позволяющая измерять значение разрывной нагрузки с погрешностью не более 1 %.
Зажимы с плоскими и ровными рабочими поверхностями длиной и шириной не менее соответственно 40 и 100 мм, позволяющие обжать образец по всей его ширине.
Линейка металлическая по ГОСТ 427.
7.5.2 Подготовка к проведению испытания
Разрывную нагрузку определяют на образцах без обкладочного материала.
От каждого мата, попавшего в выборку, вырезают по одному образцу длиной (600±10) мм, шириной (100±3) мм и толщиной, равной толщине изделия, на расстоянии не менее 50 мм от края в местах, не имеющих разрывности швов. Пр и этом шов должен совпадать с продольной осью изделия, а концы прошивочного материала должны быть на 100-150 мм длиннее образца.
Перед испытанием концы прошивочного материала связывают между собой.
7.5.3 Проведе ние ис пытания
Образец закр епляют в зажимах так, чтобы прошивочный материал при испытании не проскальзывал в отверстие зажимов, а прилагаемое ус илие проходило вдоль шва. Нагружение образца производ ят со скоростью 20 мм/мин. За результат испытания принимают нагрузку, при которой произошло разрушение образца .
Результат испытаний образцов, разорвавшихся ближе 50 мм от кромок зажимов, не учитывают.
7.6 Ко нцентрацию вредных веществ, выделяющихся из матов, определяют специализированные лаборатории в соответствии с действующими методическими указаниями [1] (приложение Г).
Количество образцов и порядок их отбора устанавливают в соответствии с правилами по регламентации мер санитарного контроля за применением полимерных материалов в строительстве [2] (приложение Г).
8.1 Транспортирование и хранен ие матов производят в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
8.2 Высота штабеля матов без упаковки или упакованных в бумагу или пленку при хранении не должна превышать 2 м.
8.3 Маты отгружают потребителю не ранее суточной выдержки на складе.
8.4 Срок хранения матов – н е боле е 12 мес. с момента их изготовления.
8.5 При истечении срока хранения маты могут быть использованы по назначе нию после предварительной проверки их качества на соответствие требованиям настоящего стандарта.
(справочное)
СТАНДАРТЫ, ССЫЛКИ НА КОТОРЫЕ П РИВЕДЕНЫ
В НАСТОЯЩЕМ СТАНДАРТЕ
ГОСТ 12.4.028-76 ССБТ. Респ ираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технически е условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4640-93 Вата минеральная. Технические условия
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 7076-87 Материалы и изделия строительные. Метод определени я теплопроводности
ГОСТ 9078-84 Поддоны плоские. Общ ие техническ ие условия
ГОСТ 9570-84 Поддоны ящичные и стоечные. Общие технические условия
ГОСТ 13843-78 Катанка алюминиевая. Технические условия
ГОСТ 14192-77 Маркировка грузов
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Сев ера и труднодоступные райо ны. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17177-87 Материалы и изделия строительные теплоизоляционные. Методы контроля
ГОСТ 20477-86 Лента полиэтиленовая с липким слоем. Технические условия
ГОСТ 2283 1-77 Поддоны плоские деревянные массой брутто 3,2 т ра змером 1200 ´1600 и 1200 ´1800 мм. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные парам етры и размеры
ГОСТ 25880-83 Материалы и изделия строительные теплоизоляцион ны е. Упаковка, марк ировка, транспортирование и хранение
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26281-84 Материалы и изделия строительные теплоизоляцио нные Правила пр иемк и
ГОСТ 26381-84 Поддоны плоские о дноразового исполь зования. Общие техническ ие условия
(рекомендуемое)
ПЕРЕЧЕНЬ
ОБКЛАДОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ
ПРИ ПРОИЗВОДСТВЕ ПРОШИВНЫХ МАТОВ
Таблица Б1
|
Наиме нование об кладочного матер иала |
Обозначение |
|
Сетка стальная проволоч ная круч еная с шестиуголь ными ячейками № 20-0,5, № 25-0,6 |
ГОСТ 13603-89 |
|
Сетка стальная пл етеная с ромбич еск ими ячей ками Р 10-1,2 |
ГОСТ 5336-80 |
|
Сетка проволочная тканая с квадратными ячейками № 12-1,2, № 10-1,0 |
ГОСТ 3826-82 |
|
Сетка металлическая тканая № 10 ´ 15 ´ 1,0, № 20-1,0 |
ТУ 14-4-907-78 |
|
Сетка тканая для теплоизоляционных работ № 17, 18, 20-1,2 |
ТУ 14-4-1191-82 ТУ 14-198-91-81 |
|
Сетка проволочная сварная с квадратными я чейками № 25-0,6, № 12,5-0,5 |
ТУ 14-4-714-76 |
|
Ткани конструкционные из стеклянных крученых комплексных нитей |
ГОСТ 19170-73 ТУ 6-11-231-76 |
|
Ткани марки ТСТ и ТКТ для теплоизоляции |
ТУ 6-11-118-75 |
|
Ткани из ровинга марк и ТР |
ТУ 6-19-368-87 |
|
Полотно холстопрошивное марок ХПС-А-5, ХПСС-Т-2,5 |
ТУ 6-11-454-77 |
|
Материал нетканый вязальнопрошивной марки ВПР |
ТУ 6-11-196-76 |
|
Нетканый ориент ирова нный материал марок НОМ-Т |
ТУ 6-11-523-82 |
|
Полотна иглопробивные |
ТУ 6-11-570-83 |
|
Сетка стеклянная марки СС |
ТУ 6-11-99-75 |
|
Сетка стеклянная перекрестная нетканая марки НПСС-Т-Г-150 |
ТУ 6-11-381-81 |
|
Картон гофрированный |
ГОСТ 7376-89 |
|
Картон коробочный |
ГОСТ 7933-89 |
|
Картон кровельный |
ГОСТ 3135-82 |
|
Бумага мешочная |
ГОСТ 2228-81 |
|
Бумага двухслой ная упаковочная |
ГОСТ 8828-89 |
|
Бумага оберточная |
ГОСТ 8273-75 |
|
Бумага для гофрирования |
ГОСТ 7377-85 |
|
Бумага, покрытая полиэтиленом |
ТУ 13-0248643-798-89 |
|
Полотно нетканое термоскрепленное |
ТУ 62-11262-86 |
(рекомендуемое)
ПЕРЕЧЕНЬ
ПРОШИВОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ПРИ ПРОИЗВОДСТВЕ МАТОВ
|
На именование прошивочного материала |
Обозначение |
|
Проволока стальная низкоуглеродистая общего назначения диаметром 0,5-1,0 мм |
ГОСТ 3282-74 |
|
Шпуры льнопеньковые крученые |
ГОСТ 29231-91 |
|
Шпагат из лубяных волокон |
ГОСТ 17308-88 |
|
Нити стеклянные крученые комплексные |
ГОСТ 8325-93 |
|
Ровинг стеклянный марок РБТ, РБР, РБН, РБК |
ТУ 6-1 1-594-84 |
|
Пряжа стеклян ная штапелированная СП К-6, С ПКТ-6 |
ТУ 6-48-23-89 |
(информационное)
БИБЛИОГРАФИЯ
|
[1] Методические указания |
«Методические указания по измерению углеводородов в воздухе рабочей зоны», утв. 1976 г. |
|
[2] Методические указания |
«Методические указания по санитарно-гигиеническому контролю полимерн ых материалов, предназначенных для применения в строительстве жилых и общественных здан ий », М., 1980 г. |
_________________
Ключевые слова: маты, минеральная вата, обкладочный материал, прошивные маты, теплоизоляция, строительные конструкции, промышленное оборудование
Похожие документы
znaytovar.ru
ГОСТ 21880-94 Маты прошивные из минеральной ваты теплоизоляционные. Технические условия
ГОСТ 21880-94
МЕЖГОСУДАРСТВЕННЫЙ СТ АНДАРТ
М АТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ
ВАТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МИНСТРОЙ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и проектным институтом Теплопроект (НИПИТеплопроект) Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строи тельстве (МНТКС) 17 марта 1994 г.
За принятие проголосовали:
|
На имено ва ние государства |
Наименован ие органа государст венного управл ен ия стро ител ьством |
|
Азербайджанская Р еспублика |
Госстрой Азерба йджанской Республики |
|
Республ ика Арм ения |
Госупрархитектуры Республики Армен ия |
|
Республ ика Беларусь |
Госстрой Республики Беларусь |
|
Республика Казахстан |
Минстрой Республики Казахста н |
|
Кыргызская Республика |
Госстрой Кыргызской Республики |
|
Республика Молдова |
Минархстрой Республики Молдова |
|
Росси йская Фед ерац ия |
Госстрой Росси и |
|
Республ ика Таджикистан |
Госстрой Республики Таджикистан |
|
Республика Узбекистан |
Госкома рхитектстрой Республики Узб ек истан |
3 ВЗАМЕН ГОСТ 21880-86
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 января 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Минстроя России от 4 августа 1994 г. № 18-6
СОДЕРЖАНИЕ
1. Область применения.
2. Нормативные ссылки.
3. Основные параметры и размеры.
4. Технические требования.
5. Требования безопасности.
6. Правила приемки.
7. Методы испытаний.
8. Транспортирование и хранение.
Приложение А. Стандарты, ссылки на которые приведены в настоящем стандарте.
Приложение Б. Перечень обкладочных материалов, применяемых при производстве прошивных матов.
Приложение В. Перечень прошивочных материалов, применяемых при производстве матов.
Приложение Г. Библиография.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ ВАТЫ
ТЕПЛОИЗОЛЯЦИОННЫЕ
Технические условия
Thermoinsulating mineral wool broached mats. Specifications
Дата введения 199 5-01-01
Настоящий стандарт распространяется на прошив ные маты с обкладочным материалом или без него (далее – маты) и на маты гофрированной структуры (далее ¾ маты ГС), изготовленные из минеральной ваты и предназначенные для тепловой изоляции строительных конструкций зданий и сооружений и промышленного оборудования при температуре поверхности от минус 180 до плюс 700 °С.
Требования настоящего стандарта, изложенные в пунктах 3.1, 4.1, 4.2.1 – 4.2.5, разделах 5- 8, являются обязательными.
В настоящем стандарте использова ны ссылки на стандарты, приведенные в приложении А.
3.1 В зависимости от плотности маты подразделяют на марки 75, 100, 125.
Маты марки 75 не дол жны пр именяться для тепловой изоляции промыш ленно го оборудова ния.
3.2 В зависимости от структуры вида обкладочного материала и предельной т емпературы приме нения маты подразделяют на типы, указанны е в табл ице 1.
Табл ица 1
|
Тип |
Наименован ие обкладочного матер иала |
Предель ная температура пр именен ия, |
|
М 1, МГС1 |
Без обкладочного мат ериала |
973 (700) |
|
М 2, МГС2 |
Металлическая сетка, стеклоткань марки Т КТ |
973 (700) |
|
М 3, МГС3 |
Ткань, сетка, холст нетканый, материал из стекловолокна |
723 (450) |
|
М 4, МГС4 |
Картон гофрированный, коробочный или кровельный |
353 (80) |
|
М5, МГС5 |
Бумага, бумага дублированная полиэтиленом |
333 (60) |
3.3 Номинальные размеры матов и предельные отклонения от номинальных размеров должны соответствовать указанным в таблице 2.
Т а блица 2
В миллиметрах
|
Наи ме нование |
Значение |
|
|
Номин. |
Пред. откл. |
|
|
Длина |
О т 1000 до 6000 с интервалом 500 |
+30; – 20 |
|
Ш ирина |
500; 1000 |
±20 |
|
Толщина |
40, 50, 60, 70 80, 100, 120 |
+5; – 4 |
|
Примечания. 1 По согласованию с потребителем допускается изготавливать маты других размеров 2 Для матов, применяемых в строительных конструкциях, отрицательные откло нения по ширине не допуска ются. |
||
3.4 Условное обозначение матов должно состоять из обозначения типа, марки, размеров по длине, ширине и толщине в миллиметрах, цифры 1 – для матов с обкладочным материалом, пришитым с одной стороны, цифры 2 – для матов с обкладочным материалом, пришитым с двух сторон, и обозначения настоящего стандарта.
Пример условного обозначения в техническо й документации и при заказе мата типа М1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
М1-100-1000.500.60 ГОСТ 21880-94
То же, мата типа М2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
М2 -125-1000.500.60-2 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
МГС1- 100-1000.500.60 ГОСТ 21880-94
То же мата гофрированной структуры типа МГС2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
МГС2-125-1000.500.60-2 ГОСТ 21880-94
4.1 Маты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной предприятием-изготовителем.
4.2 Характеристики
4.2.1 Маты должны быть прошиты сплошными швами в продольном ил и поперечном направлениях, при этом обкладочные материалы могут быть пришиты с одной или двух сторон. Маты, применяемые в стро ительных конструкц иях, долж ны быть прошиты только в продольном направлении.
Маты ГС допускается прошивать сплошными швами только в продольном направлении.
4.2.2 Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в таблице 3.
Таблица 3
В милл иметр ах
|
На именование показателя |
Значе ние |
|
Расстояние между кромкой и крайним швом, не более |
100 |
|
Расстояние между швами, не более |
120 |
|
Шаг шва |
От 70 до 170 |
|
Примечание – По согласовани ю с потреб ител ем значения параметров прошивки могут быть изменены при услов ии соблюдения требо ва ний стандарта по показателям плотности, сжимаемости и теплопроводности. |
|
4.2.3 Не допускается разрыв более чем трех смежных стежков в одном шве, а также разрыв стежков в двух смежных швах матов.
Общая длина разрыва швов не должна превышать 10 % длины всех швов.
Маты, имеющие на концах роспуск шва, допускается поставлять по согласованию с потребителем.
4.2.4 По физико-механическим показателям маты должны соответствовать требованиям, указанным в таблице 4.
Таблица 4
|
Наименование показателя |
Значение для матов марки |
||
|
75 |
100 |
125 |
|
|
Плотность, кг/м3 |
До 85 |
Св. 85 до 110 |
Св. 110 до 135 |
|
Теплопроводность, Вт/(м · К), не более, при температуре: |
|||
|
(298±5) К |
0,046 |
0,044 |
0,044 |
|
(398±5) К |
– |
0,065 |
0,064 |
|
(573±5) К |
– |
0,150 |
0,130 |
|
Сжимаемость, %, не более |
55 |
40 |
30 |
|
Упругость, %, не менее |
70 |
75 |
80 |
|
Разрывная нагрузка, Н, не менее |
80 |
100 |
120 |
|
Влажность, % по массе, не более |
2 |
2 |
2 |
|
Содержание органических веществ, % по массе, не более |
2 |
2 |
2 |
|
Примечания: 1 Теплопроводность при температуре (573±5) К определяют только для матов типов М1 и М2. 2 Разрывную нагрузку и упругость определяют для матов, применяемых в строительных конструкциях. |
|||
Маты ГС по плотности, влажности и содержанию органических веществ должны соответствовать требования, указанным в таблице 4. Требования по разрывной нагрузке к матам ГС не предъявляют. По теплопроводности, сжимаемости и упругости маты ГС должны соответствовать требованиям, указанным в таблице 5.
Таблица 5
|
Наименование показателя |
Значения для матов ГС марки |
||
|
75 |
100 |
125 |
|
|
Теплопроводность, Вт/(м · К), не более, при температуре: |
|||
|
(298 ± 5) К |
0,048 |
0,048 |
0,048 |
|
(398 ± 5) К |
– |
0,078 |
0,076 |
|
(573 ± 5) К |
– |
0,185 |
0,150 |
|
Сжимаемость, % не более |
30 |
25 |
20 |
|
Упругость, % не менее |
70 |
80 |
90 |
4.2.5 Концентрация вредных веществ (паров углеводородов), выделяющихся из матов при температуре 40°С, не должна превышать 1,5 мг/м3 при насыщенности 0,4 м2/м3.
4.3 Требование к сырью и материалам
4.3.1 Для изготовления матов должна применяться минеральная вата с обеспыливающими добавками по ГОСТ 4640.
4.3.2 В качестве обкладочных и прошивочных материалов применяют материалы, перечень которых приведен в приложениях Б и В.
Допускается по согласованию с потребителем применять другие обкладочные и прошивочные материалы, не снижающие качество матов.
4.4 Упаковка и маркировка
4.4.1 Упаковка и маркировка матов должна производиться в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
4.4.2 При поставке в районы Крайнего Севера или труднодоступные районы маты упаковывают в соответствии с ГОСТ 15846.
Для защиты от увлажнения внутренняя поверхность ящиков и обрешеток должна быть выстлана водонепроницаемым материалом.
4.4.3 Упакованные рулоны поставляют, как правило, в виде транспортных пакетов.
Габариты транспортных пакетов, пригодных для перевозки транспортом всех видов, должны соответствовать требованиям ГОСТ 24597. Применение пакетов других размеров допускается при согласовании с транспортными министерствами (ведомствами).
4.4.4 Для формирования транспортных пакетов могут применяться многооборотные средства пакетирования: поддоны плоские по ГОСТ 9078 и ГОСТ 22831 с обвязкой, поддоны стоечные типа ПС-0.5Г, поддоны ящичные по ГОСТ 9570, а также одноразовые средства пакетирования: поддоны плоские по ГОСТ 26381 с обвязкой, подкладные листы с обвязкой.
4.4.5 В качестве обвязки (средств скрепления транспортных пакетов) могут применяться следующие материалы: проволока стальная по ГОСТ 3282, лента стальная по ГОСТ 3560, ГОСТ 6009 и ГОСТ 503, катанка алюминиевая марок АКЛП-5Т, АКЛП-5ПТ по ГОСТ 13843, лента полиэтиленовая с липким слоем по ГОСТ 20477, пленка полиэтиленовая термоусадочная по ГОСТ 25951 металлические и полимерные ленты, стальная и алюминиевая проволока и синтетические пленки, выпускаемые по другим нормативным документам и обеспечивающие сохранность пакетов в течение всего срока транспортирования и хранения грузов.
4.4.6 Маркировку осуществляют по ГОСТ 25880 с дополнительным указанием даты изготовления и условного обозначения матов.
4.4.7 На каждое упаковочное место должен быть нанесен манипуляционный знак «Беречь от влаги» по ГОСТ 14192.
При применении матов вредными факторами являются пыль минерального волокна и летучие компоненты обеспыливающих добавок (пары углеводородов), вызывающие раздражение слизистой оболочки верхних дыхательных путей и зуд кожи.
Для защиты органов дыхания применяют респираторы «Лепесток» по ГОСТ 12.4.028, для защиты кожного покрова – специальную одежду и перчатки в соответствии с типовыми нормами.
6.1 Маты принимают в соответствии с требованиями ГОСТ 26281 и настоящего стандарта.
6.2 Объем партии матов не должен превышать сменной выработки.
6.3 Приемосдаточные испытания проводят для каждой партии по качеству прошивки, размерам, плотности, сжимаемости, влажности и содержания органических веществ.
6.4 Периодический контроль проводят по показателям теплопроводности и концентрации выделяемых из матов вредных химических веществ (паров углеводородов) не реже одного раза в полугодие и при каждом изменении технологии и применяемого сырья.
6.5 Параметры прошивки, разрывную нагрузку и упругость проверяют, если это предусмотрено договором на поставку.
6.6 В документе о качестве указывают результаты испытаний, рассчитанные как средние арифметические значения показателей матов, вошедших в выборку по ГОСТ 26281 и удовлетворяющих требованиям настоящего стандарта.
7.1 Линейные размеры, плотность, влажность, содержание органических веществ определяют по ГОСТ 17177-87 .
Пробу для определения влажности и содержания органических веществ составляют из пяти точечных проб, отобранных в четырех углах и посередине каждого мата, попавшего в выборку.
7.2 Расстояние между кромкой и крайним швом, между швами, шаг шва и длину разрывов шва определяют измерительной металлической линейкой по ГОСТ 427 с погрешностью не более 1 мм.
Расстояние между кромкой и крайним швом и между швами определяют на расстоянии (150±10) мм от торцевых краев, затем через каждый 1 м длины мата.
Шаг шва определяют путем измерения одного стежка на каждом метре длины швов.
За результат принимают среднее арифметическое значение измерений параметров прошивки мата.
7.3 Теплопроводность определяют по ГОСТ 7076 на образцах без обкладочного материала, вырезанных по одному из каждого мата, попавшего в выборку.
7.4 Определение сжимаемости и упругости
7.4.1 Средство контроля
Устройство для определения сжимаемости (рисунок 1).
1 – игла; 2 – диск; 3 – крестовина; 4 – линейка; 5 – опорная шайба; 6 – гиря;
7 – фиксатор
Рисунок 1 -Устройство для определения сжимаемости и упругости
7.4.2 Порядок проведения контроля
Мат укладывают в развернутом виде на ровное твердое основание.
Измерение проводят в трех местах мата по его диагонали на расстоянии не менее 200 мм от углов и в центре.
Для проведения испытания подвижную часть с диском 2 устройства закрепляют в верхнем положении фиксатором 7. Затем мат прокалывают на всю его толщину иглами 1, установленными на крестовине 3. Освобождают фиксатор 7 и плавно опускают подвижную часть с диском 2 на поверхность мата, создавая при этом удельную нагрузку (500 ± 5) Па. Через 5 мин определяют толщину Н0 по линейке 4 напротив нижней кромки опорной шайбы 5. После этого плавно нагружают опорную шайбу 5 дополнительным грузом (гирей) 6, обеспечивающей с подвижной частью и диском 2 устройства нагрузку (2000 ± 20) Па. Через 5 мин по линейке 4 определяют толщину Н1. Затем всю нагрузку снимают, подвижную часть с диском 2 поднимают и закрепляют фиксатором 7. Через 15 мин вновь под удельной нагрузкой (500 ± 5) Па определяют толщину Н2.
7.4.3 Обработка результатов
Сжимаемость (Сж) в процентах вычисляют по формуле
(1)
где Н0 – толщина мата под удельной нагрузкой (500 ± 5) Па, мм;
Н1 – толщина мата под удельной нагрузкой (2000 ± 20) Па, мм.
Упругость матов (У) в процентах вычисляют по формуле
(2)
где Н2 – толщина мата под удельной нагрузкой (500 ± 5) Па, определенная после, снятия удельной нагрузки (2000 ± 20) Па, мм.
За результат сжимаемости или упругости каждого мата принимают среднее арифметическое значение трех измерений.
7.5 Определение разрывной нагрузки
7.5.1 Средства контроля
Машина разрывная, обеспечивающая растяжение образца со скоростью движения активного захвата не более 20 мм/мин и позволяющая измерять значение разрывной нагрузки с погрешностью не более 1 %.
Зажимы с плоскими и ровными рабочими поверхностями длиной и шириной не менее соответственно 40 и 100 мм, позволяющие обжать образец по всей его ширине.
Линейка металлическая по ГОСТ 427.
7.5.2 Подготовка к проведению испытания
Разрывную нагрузку определяют на образцах без обкладочного материала.
От каждого мата, попавшего в выборку, вырезают по одному образцу длиной (600±10) мм, шириной (100±3) мм и толщиной, равной толщине изделия, на расстоянии не менее 50 мм от края в местах, не имеющих разрывности швов. Пр и этом шов должен совпадать с продольной осью изделия, а концы прошивочного материала должны быть на 100-150 мм длиннее образца.
Перед испытанием концы прошивочного материала связывают между собой.
7.5.3 Проведе ние ис пытания
Образец закр епляют в зажимах так, чтобы прошивочный материал при испытании не проскальзывал в отверстие зажимов, а прилагаемое ус илие проходило вдоль шва. Нагружение образца производ ят со скоростью 20 мм/мин. За результат испытания принимают нагрузку, при которой произошло разрушение образца .
Результат испытаний образцов, разорвавшихся ближе 50 мм от кромок зажимов, не учитывают.
7.6 Ко нцентрацию вредных веществ, выделяющихся из матов, определяют специализированные лаборатории в соответствии с действующими методическими указаниями [1] (приложение Г).
Количество образцов и порядок их отбора устанавливают в соответствии с правилами по регламентации мер санитарного контроля за применением полимерных материалов в строительстве [2] (приложение Г).
8.1 Транспортирование и хранен ие матов производят в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
8.2 Высота штабеля матов без упаковки или упакованных в бумагу или пленку при хранении не должна превышать 2 м.
8.3 Маты отгружают потребителю не ранее суточной выдержки на складе.
8.4 Срок хранения матов – н е боле е 12 мес. с момента их изготовления.
8.5 При истечении срока хранения маты могут быть использованы по назначе нию после предварительной проверки их качества на соответствие требованиям настоящего стандарта.
(справочное)
СТАНДАРТЫ, ССЫЛКИ НА КОТОРЫЕ П РИВЕДЕНЫ
В НАСТОЯЩЕМ СТАНДАРТЕ
ГОСТ 12.4.028-76 ССБТ. Респ ираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технически е условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4640-93 Вата минеральная. Технические условия
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 7076-87 Материалы и изделия строительные. Метод определени я теплопроводности
ГОСТ 9078-84 Поддоны плоские. Общ ие техническ ие условия
ГОСТ 9570-84 Поддоны ящичные и стоечные. Общие технические условия
ГОСТ 13843-78 Катанка алюминиевая. Технические условия
ГОСТ 14192-77 Маркировка грузов
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Сев ера и труднодоступные райо ны. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17177-87 Материалы и изделия строительные теплоизоляционные. Методы контроля
ГОСТ 20477-86 Лента полиэтиленовая с липким слоем. Технические условия
ГОСТ 2283 1-77 Поддоны плоские деревянные массой брутто 3,2 т ра змером 1200 ´1600 и 1200 ´1800 мм. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные парам етры и размеры
ГОСТ 25880-83 Материалы и изделия строительные теплоизоляцион ны е. Упаковка, марк ировка, транспортирование и хранение
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26281-84 Материалы и изделия строительные теплоизоляцио нные Правила пр иемк и
ГОСТ 26381-84 Поддоны плоские о дноразового исполь зования. Общие техническ ие условия
(рекомендуемое)
ПЕРЕЧЕНЬ
ОБКЛАДОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ
ПРИ ПРОИЗВОДСТВЕ ПРОШИВНЫХ МАТОВ
Таблица Б1
|
Наиме нование об кладочного матер иала |
Обозначение |
|
Сетка стальная проволоч ная круч еная с шестиуголь ными ячейками № 20-0,5, № 25-0,6 |
ГОСТ 13603-89 |
|
Сетка стальная пл етеная с ромбич еск ими ячей ками Р 10-1,2 |
ГОСТ 5336-80 |
|
Сетка проволочная тканая с квадратными ячейками № 12-1,2, № 10-1,0 |
ГОСТ 3826-82 |
|
Сетка металлическая тканая № 10 ´ 15 ´ 1,0, № 20-1,0 |
ТУ 14-4-907-78 |
|
Сетка тканая для теплоизоляционных работ № 17, 18, 20-1,2 |
ТУ 14-4-1191-82 ТУ 14-198-91-81 |
|
Сетка проволочная сварная с квадратными я чейками № 25-0,6, № 12,5-0,5 |
ТУ 14-4-714-76 |
|
Ткани конструкционные из стеклянных крученых комплексных нитей |
ГОСТ 19170-73 ТУ 6-11-231-76 |
|
Ткани марки ТСТ и ТКТ для теплоизоляции |
ТУ 6-11-118-75 |
|
Ткани из ровинга марк и ТР |
ТУ 6-19-368-87 |
|
Полотно холстопрошивное марок ХПС-А-5, ХПСС-Т-2,5 |
ТУ 6-11-454-77 |
|
Материал нетканый вязальнопрошивной марки ВПР |
ТУ 6-11-196-76 |
|
Нетканый ориент ирова нный материал марок НОМ-Т |
ТУ 6-11-523-82 |
|
Полотна иглопробивные |
ТУ 6-11-570-83 |
|
Сетка стеклянная марки СС |
ТУ 6-11-99-75 |
|
Сетка стеклянная перекрестная нетканая марки НПСС-Т-Г-150 |
ТУ 6-11-381-81 |
|
Картон гофрированный |
ГОСТ 7376-89 |
|
Картон коробочный |
ГОСТ 7933-89 |
|
Картон кровельный |
ГОСТ 3135-82 |
|
Бумага мешочная |
ГОСТ 2228-81 |
|
Бумага двухслой ная упаковочная |
ГОСТ 8828-89 |
|
Бумага оберточная |
ГОСТ 8273-75 |
|
Бумага для гофрирования |
ГОСТ 7377-85 |
|
Бумага, покрытая полиэтиленом |
ТУ 13-0248643-798-89 |
|
Полотно нетканое термоскрепленное |
ТУ 62-11262-86 |
(рекомендуемое)
ПЕРЕЧЕНЬ
ПРОШИВОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ПРИ ПРОИЗВОДСТВЕ МАТОВ
|
На именование прошивочного материала |
Обозначение |
|
Проволока стальная низкоуглеродистая общего назначения диаметром 0,5-1,0 мм |
ГОСТ 3282-74 |
|
Шпуры льнопеньковые крученые |
ГОСТ 29231-91 |
|
Шпагат из лубяных волокон |
ГОСТ 17308-88 |
|
Нити стеклянные крученые комплексные |
ГОСТ 8325-93 |
|
Ровинг стеклянный марок РБТ, РБР, РБН, РБК |
ТУ 6-1 1-594-84 |
|
Пряжа стеклян ная штапелированная СП К-6, С ПКТ-6 |
ТУ 6-48-23-89 |
(информационное)
БИБЛИОГРАФИЯ
|
[1] Методические указания |
«Методические указания по измерению углеводородов в воздухе рабочей зоны», утв. 1976 г. |
|
[2] Методические указания |
«Методические указания по санитарно-гигиеническому контролю полимерн ых материалов, предназначенных для применения в строительстве жилых и общественных здан ий », М., 1980 г. |
_________________
Ключевые слова: маты, минеральная вата, обкладочный материал, прошивные маты, теплоизоляция, строительные конструкции, промышленное оборудование
Еще документы скачать бесплатно
www.gosthelp.ru
Межгосударственный стандарт ГОСТ 21880-94 “Маты прошивные из…
Утративший силу
Дата введения 1 января 1995 г.
Взамен ГОСТ 21880-86
Настоящий стандарт распространяется на прошивные маты с обкладочным материалом или без него (далее – маты) и на маты гофрированной структуры (далее – маты ГС), изготовленные из минеральной ваты и предназначенные для тепловой изоляции строительных конструкций зданий и сооружений и промышленного оборудования при температуре поверхности от минус 180 до плюс 700°С.
В настоящем стандарте использованы ссылки на стандарты, приведенные в приложении А.3.1. В зависимости от плотности маты подразделяют на марки 75, 100, 125.
Маты марки 75 не должны применяться для тепловой изоляции промышленного оборудования.
3.2. В зависимости от структуры вида обкладочного материала и предельной температуры применения маты подразделяют на типы, указанные в таблице 1.
3.3. Номинальные размеры матов и предельные отклонения от номинальных размеров должны соответствовать указанным в таблице 2.
В миллиметрах
3.4. Условное обозначение матов должно состоять из обозначения типа, марки, размеров по длине, ширине и толщине в миллиметрах, цифры 1 – для матов с обкладочным материалом, пришитым с одной стороны, цифры 2 – для матов с обкладочным материалом, пришитым с двух сторон, и обозначения настоящего стандарта.
Пример условного обозначения в технической документации и при заказе мата типа M1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
M1-100-1000.500.60 ГОСТ 21880-94
То же, мата типа М2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
М2-125-1000.500.60-2 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
МГС1-100-1000-500-60 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
МГС2-125-1000-500-660-2 ГОСТ 2188-94.
4.1. Маты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной предприятием-изготовителем.
4.2. Характеристики
4.2.1. Маты должны быть прошиты сплошными швами в продольном или поперечном направлениях, при этом обкладочные материалы могут быть пришиты с одной или двух сторон. Маты, применяемые в строительных конструкциях, должны быть прошиты только в продольном направлении.
Маты ГС допускается прошивать сплошными швами только в продольном направлении.
4.2.2. Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в таблице 3.
В миллиметрах
4.2.3. Не допускается разрыв более чем трех смежных стежков в одном шве, а также разрыв стежков в двух смежных швах матов.
Общая длина разрыва швов не должна превышать 10% длины всех швов
Маты, имеющие на концах роспуск шва, допускается поставлять по согласованию с потребителем.
4.2.4. По физико-механическим показателям маты должны соответствовать требованиям, указанным в таблице 4.
Маты ГС по плотности, влажности и содержанию органических веществ должны соответствовать требованиям, указанным в таблице 4. Требования по разрывной нагрузке к матам ГС не предъявляют. По теплопроводности, сжимаемости и упругости маты ГС должны соответствовать требованиям, указанным в таблице 5. 4.2.5. Концентрация вредных веществ (паров углеводородов), выделяющихся из матов при температуре 40°С, не должна превышать 1,5 при насыщенности 0,4 .4.3. Требование к сырью и материалам
4.3.1. Для изготовления матов должна применяться минеральная вата с обеспыливающими добавками по ГОСТ 4640.
dokipedia.ru
ГОСТ 21880-94 Маты прошивные из минеральной ваты…
Утративший силу
Документ [ /22/3/603/ ]: ГОСТ 21880-94 Маты прошивные из минеральной ваты теплоизоляционные. Технические условия
Дата введения 01.01.1995
1 РАЗРАБОТАН Научно-исследовательским и проектным институтом Теплопроект (НИПИТеплопроект) Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 17 марта 1994 г.
За принятие проголосовали:
| Наименование государства | Наименование органа государственного управления строительством |
| Азербайджанская Республика | Госстрой Азербайджанской Республики |
| Республика Армения | Госупрархитектуры Республики Армения |
| Республика Беларусь | Госстрой Республики Беларусь |
| Республика Казахстан | Минстрой Республики Казахстан |
| Киргизская Республика | Госстрой Киргизской Республики |
| Республика Молдова | Минархстрой Республики Молдова |
| Российская Федерация | Госстрой России |
| Республика Таджикистан | Госстрой Республики Таджикистан |
| Республика Узбекистан | Госкомархитектстрой Республики Узбекистан |
3 ВЗАМЕН ГОСТ 21880-86
Изменение N 1 принято Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) от 15.05.96
За принятие проголосовали:
| Наименование государства | Наименование органа государственного управления строительством |
| Азербайджанская Республика | Госстрой Азербайджанской Республики |
| Республика Армения | Госупрархитектуры Республики Армения |
| Республика Казахстан | Минстрой Республики Казахстан |
| Киргизская Республика | Госстрой Киргизской Республики |
| Республика Молдова | Минархстрой Республики Молдова |
| Российская Федерация | Госстрой России |
| Республика Таджикистан | Госстрой Республики Таджикистан |
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 января 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Минстроя России от 4 августа 1994 г. N 18-6
5 ИЗДАНИЕ (январь 2002 г.) с Изменением N 1, принятым в октябре 1996 г. (ИУС 3-97)
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на прошивные маты с обкладочным материалом или без него (далее – маты) и на маты гофрированной структуры (далее – маты ГС), изготовленные из минеральной ваты и предназначенные для тепловой изоляции строительных конструкций зданий и сооружений и промышленного оборудования при температуре поверхности от минус 180 до плюс 700 °С.
Требования настоящего стандарта, изложенные в пунктах 3.1, 4.1, 4.2.1-4.2.5, разделах 5-8, являются обязательными.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на стандарты, приведенные в приложении А.
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 В зависимости от плотности маты подразделяют на марки 75, 100, 125.
Маты марки 75 не должны применяться для тепловой изоляции промышленного оборудования.
3.2 В зависимости от структуры, вида обкладочного материала и предельной температуры применения маты подразделяют на типы, указанные в таблице 1.
| Тип мата | Наименование обкладочного материала | Предельная температура применения, К (°С) |
| М1, МГС1 | Без обкладочного материала | 973 (700) |
| М2, МГС2 | Металлическая сетка, стеклоткань марки ТКТ | 973 (700) |
| М3, МГС3 | Ткань, сетка, холст нетканый, материал из стекловолокна | 723 (450) |
| М4, МГС4 | Картон гофрированный, коробочный или кровельный | 353 (80) |
| М5, МГС5 | Бумага, бумага дублированная полиэтиленом | 333 (60) |
3.3 Номинальные размеры матов и предельные отклонения от номинальных размеров должны соответствовать указанным в таблице 2.
В миллиметрах
| Наименование показателя | Значение | |
| Номин. | Пред. откл. | |
| Длина | От 1000 до 6000 с интервалом 500 | +30; -20 |
| Ширина | 500, 1000 | ±20 |
| Толщина | 40, 50, 60, 70, 80, 100, 120 | +5; -4 |
| Примечания | ||
| 1 По согласованию с потребителем допускается изготавливать маты других размеров. | ||
| 2 Для матов, применяемых в строительных конструкциях, отрицательные отклонения по ширине не допускаются. | ||
3.4. Условное обозначение матов должно состоять из обозначения типа, марки, размеров по длине, ширине и толщине в миллиметрах, цифры 1 – для матов с обкладочным материалом, пришитым с одной стороны, цифры 2 – для матов с обкладочным материалом, пришитым с двух сторон, и обозначения настоящего стандарта.
Пример условного обозначения в технической документации и при заказе мата типа М1, марка 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
То же, мата типа М2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
То же, мата гофрированной структуры типа МГС1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
МГС1-100-1000.500.60 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
МГС2-125-1000.500.60-2 ГОСТ 21880-94
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1. Маты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной предприятием-изготовителем.
4.2 Характеристики
4.2.1 Маты должны быть прошиты сплошными швами в продольном или поперечном направлениях, при этом обкладочные материалы могут быть пришиты с одной или двух сторон. Маты, применяемые в строительных конструкциях, должны быть прошиты только в продольном направлении.
Маты ГС допускается прошивать сплошными швами только в продольном направлении.
4.2.2 Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в таблице 3.
dokipedia.ru
ГОСТ 21880-94 – Маты прошивные из минеральной ваты теплоизоляционные. Технические условия.
ГОСТ 21880-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ
ВАТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МИНСТРОЙ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и проектным институтом Теплопроект (НИПИТеплопроект) Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 17 марта 1994 г.
За принятие проголосовали:
|
Наименование государства |
Наименование органа государственного управления строительством |
|
Азербайджанская Республика |
Госстрой Азербайджанской Республики |
|
Республика Армения |
Госупрархитектуры Республики Армения |
|
Республика Беларусь |
Госстрой Республики Беларусь |
|
Республика Казахстан |
Минстрой Республики Казахстан |
|
Кыргызская Республика |
Госстрой Кыргызской Республики |
|
Республика Молдова |
Минархстрой Республики Молдова |
|
Российская Федерация |
Госстрой России |
|
Республика Таджикистан |
Госстрой Республики Таджикистан |
|
Республика Узбекистан |
Госкомархитектстрой Республики Узбекистан |
3 ВЗАМЕН ГОСТ 21880-86
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 января 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Минстроя России от 4 августа 1994 г. № 18-6
СОДЕРЖАНИЕ
1. Область применения.
2. Нормативные ссылки.
3. Основные параметры и размеры.
4. Технические требования.
5. Требования безопасности.
6. Правила приемки.
7. Методы испытаний.
8. Транспортирование и хранение.
Приложение А. Стандарты, ссылки на которые приведены в настоящем стандарте.
Приложение Б. Перечень обкладочных материалов, применяемых при производстве прошивных матов.
Приложение В. Перечень прошивочных материалов, применяемых при производстве матов.
Приложение Г. Библиография.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ ВАТЫ
ТЕПЛОИЗОЛЯЦИОННЫЕ
Технические условия
Thermoinsulating mineral wool broached mats. Specifications
Дата введения 1995-01-01
Настоящий стандарт распространяется на прошивные маты с обкладочным материалом или без него (далее – маты) и на маты гофрированной структуры (далее ¾ маты ГС), изготовленные из минеральной ваты и предназначенные для тепловой изоляции строительных конструкций зданий и сооружений и промышленного оборудования при температуре поверхности от минус 180 до плюс 700 °С.
Требования настоящего стандарта, изложенные в пунктах 3.1, 4.1, 4.2.1 – 4.2.5, разделах 5-8, являются обязательными.
В настоящем стандарте использованы ссылки на стандарты, приведенные в приложении А.
3.1 В зависимости от плотности маты подразделяют на марки 75, 100, 125.
Маты марки 75 не должны применяться для тепловой изоляции промышленного оборудования.
3.2 В зависимости от структуры вида обкладочного материала и предельной температуры применения маты подразделяют на типы, указанные в таблице 1.
Таблица 1
|
Тип |
Наименование обкладочного материала |
Предельная температура применения, |
|
М1, МГС1 |
Без обкладочного материала |
973 (700) |
|
М2, МГС2 |
Металлическая сетка, стеклоткань марки ТКТ |
973 (700) |
|
М3, МГС3 |
Ткань, сетка, холст нетканый, материал из стекловолокна |
723 (450) |
|
М4, МГС4 |
Картон гофрированный, коробочный или кровельный |
353 (80) |
|
М5, МГС5 |
Бумага, бумага дублированная полиэтиленом |
333 (60) |
3.3 Номинальные размеры матов и предельные отклонения от номинальных размеров должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
|
Наименование |
Значение |
|
|
Номин. |
Пред. откл. |
|
|
Длина |
От 1000 до 6000 с интервалом 500 |
+30; –20 |
|
Ширина |
500; 1000 |
±20 |
|
Толщина |
40, 50, 60, 70 80, 100, 120 |
+5; –4 |
|
Примечания. 1 По согласованию с потребителем допускается изготавливать маты других размеров 2 Для матов, применяемых в строительных конструкциях, отрицательные отклонения по ширине не допускаются. |
||
3.4 Условное обозначение матов должно состоять из обозначения типа, марки, размеров по длине, ширине и толщине в миллиметрах, цифры 1 – для матов с обкладочным материалом, пришитым с одной стороны, цифры 2 – для матов с обкладочным материалом, пришитым с двух сторон, и обозначения настоящего стандарта.
Пример условного обозначения в технической документации и при заказе мата типа М1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
М1-100-1000.500.60 ГОСТ 21880-94
То же, мата типа М2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
М2-125-1000.500.60-2 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
МГС1- 100-1000.500.60 ГОСТ 21880-94
То же мата гофрированной структуры типа МГС2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
МГС2-125-1000.500.60-2 ГОСТ 21880-94
4.1 Маты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной предприятием-изготовителем.
4.2 Характеристики
4.2.1 Маты должны быть прошиты сплошными швами в продольном или поперечном направлениях, при этом обкладочные материалы могут быть пришиты с одной или двух сторон. Маты, применяемые в строительных конструкциях, должны быть прошиты только в продольном направлении.
Маты ГС допускается прошивать сплошными швами только в продольном направлении.
4.2.2 Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
|
Наименование показателя |
Значение |
|
Расстояние между кромкой и крайним швом, не более |
100 |
|
Расстояние между швами, не более |
120 |
|
Шаг шва |
От 70 до 170 |
|
Примечание – По согласованию с потребителем значения параметров прошивки могут быть изменены при условии соблюдения требований стандарта по показателям плотности, сжимаемости и теплопроводности. |
|
4.2.3 Не допускается разрыв более чем трех смежных стежков в одном шве, а также разрыв стежков в двух смежных швах матов.
Общая длина разрыва швов не должна превышать 10 % длины всех швов.
Маты, имеющие на концах роспуск шва, допускается поставлять по согласованию с потребителем.
4.2.4 По физико-механическим показателям маты должны соответствовать требованиям, указанным в таблице 4.
Таблица 4
|
Наименование показателя |
Значение для матов марки |
||
|
75 |
100 |
125 |
|
|
Плотность, кг/м3 |
До 85 |
Св. 85 до 110 |
Св. 110 до 135 |
|
Теплопроводность, Вт/(м·К), не более, при температуре: |
|
|
|
|
(298±5) К |
0,046 |
0,044 |
0,044 |
|
(398±5) К |
– |
0,065 |
0,064 |
|
(573±5) К |
– |
0,150 |
0,130 |
|
Сжимаемость, %, не более |
55 |
40 |
30 |
|
Упругость, %, не менее |
70 |
75 |
80 |
|
Разрывная нагрузка, Н, не менее |
80 |
100 |
120 |
|
Влажность, % по массе, не более |
2 |
2 |
2 |
|
Содержание органических веществ, % по массе, не более |
2 |
2 |
2 |
|
Примечания: 1 Теплопроводность при температуре (573±5) К определяют только для матов типов М1 и М2. 2 Разрывную нагрузку и упругость определяют для матов, применяемых в строительных конструкциях. |
|||
Маты ГС по плотности, влажности и содержанию органических веществ должны соответствовать требования, указанным в таблице 4. Требования по разрывной нагрузке к матам ГС не предъявляют. По теплопроводности, сжимаемости и упругости маты ГС должны соответствовать требованиям, указанным в таблице 5.
Таблица 5
|
Наименование показателя |
Значения для матов ГС марки |
||
|
75 |
100 |
125 |
|
|
Теплопроводность, Вт/(м·К), не более, при температуре: |
|
|
|
|
(298±5) К |
0,048 |
0,048 |
0,048 |
|
(398±5) К |
– |
0,078 |
0,076 |
|
(573±5) К |
– |
0,185 |
0,150 |
|
Сжимаемость, % не более |
30 |
25 |
20 |
|
Упругость, % не менее |
70 |
80 |
90 |
4.2.5 Концентрация вредных веществ (паров углеводородов), выделяющихся из матов при температуре 40°С, не должна превышать 1,5 мг/м3 при насыщенности 0,4 м2/м3.
4.3 Требование к сырью и материалам
4.3.1 Для изготовления матов должна применяться минеральная вата с обеспыливающими добавками по ГОСТ 4640.
4.3.2 В качестве обкладочных и прошивочных материалов применяют материалы, перечень которых приведен в приложениях Б и В.
Допускается по согласованию с потребителем применять другие обкладочные и прошивочные материалы, не снижающие качество матов.
4.4 Упаковка и маркировка
4.4.1 Упаковка и маркировка матов должна производиться в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
4.4.2 При поставке в районы Крайнего Севера или труднодоступные районы маты упаковывают в соответствии с ГОСТ 15846.
Для защиты от увлажнения внутренняя поверхность ящиков и обрешеток должна быть выстлана водонепроницаемым материалом.
4.4.3 Упакованные рулоны поставляют, как правило, в виде транспортных пакетов.
Габариты транспортных пакетов, пригодных для перевозки транспортом всех видов, должны соответствовать требованиям ГОСТ 24597. Применение пакетов других размеров допускается при согласовании с транспортными министерствами (ведомствами).
4.4.4 Для формирования транспортных пакетов могут применяться многооборотные средства пакетирования: поддоны плоские по ГОСТ 9078 и ГОСТ 22831 с обвязкой, поддоны стоечные типа ПС-0.5Г, поддоны ящичные по ГОСТ 9570, а также одноразовые средства пакетирования: поддоны плоские по ГОСТ 26381 с обвязкой, подкладные листы с обвязкой.
4.4.5 В качестве обвязки (средств скрепления транспортных пакетов) могут применяться следующие материалы: проволока стальная по ГОСТ 3282, лента стальная по ГОСТ 3560, ГОСТ 6009 и ГОСТ 503, катанка алюминиевая марок АКЛП-5Т, АКЛП-5ПТ по ГОСТ 13843, лента полиэтиленовая с липким слоем по ГОСТ 20477, пленка полиэтиленовая термоусадочная по ГОСТ 25951 металлические и полимерные ленты, стальная и алюминиевая проволока и синтетические пленки, выпускаемые по другим нормативным документам и обеспечивающие сохранность пакетов в течение всего срока транспортирования и хранения грузов.
4.4.6 Маркировку осуществляют по ГОСТ 25880 с дополнительным указанием даты изготовления и условного обозначения матов.
4.4.7 На каждое упаковочное место должен быть нанесен манипуляционный знак «Беречь от влаги» по ГОСТ 14192.
При применении матов вредными факторами являются пыль минерального волокна и летучие компоненты обеспыливающих добавок (пары углеводородов), вызывающие раздражение слизистой оболочки верхних дыхательных путей и зуд кожи.
Для защиты органов дыхания применяют респираторы «Лепесток» по ГОСТ 12.4.028, для защиты кожного покрова – специальную одежду и перчатки в соответствии с типовыми нормами.
6.1 Маты принимают в соответствии с требованиями ГОСТ 26281 и настоящего стандарта.
6.2 Объем партии матов не должен превышать сменной выработки.
6.3 Приемосдаточные испытания проводят для каждой партии по качеству прошивки, размерам, плотности, сжимаемости, влажности и содержания органических веществ.
6.4 Периодический контроль проводят по показателям теплопроводности и концентрации выделяемых из матов вредных химических веществ (паров углеводородов) не реже одного раза в полугодие и при каждом изменении технологии и применяемого сырья.
6.5 Параметры прошивки, разрывную нагрузку и упругость проверяют, если это предусмотрено договором на поставку.
6.6 В документе о качестве указывают результаты испытаний, рассчитанные как средние арифметические значения показателей матов, вошедших в выборку по ГОСТ 26281 и удовлетворяющих требованиям настоящего стандарта.
7.1 Линейные размеры, плотность, влажность, содержание органических веществ определяют по ГОСТ 17177-87 .
Пробу для определения влажности и содержания органических веществ составляют из пяти точечных проб, отобранных в четырех углах и посередине каждого мата, попавшего в выборку.
7.2 Расстояние между кромкой и крайним швом, между швами, шаг шва и длину разрывов шва определяют измерительной металлической линейкой по ГОСТ 427 с погрешностью не более 1 мм.
Расстояние между кромкой и крайним швом и между швами определяют на расстоянии (150±10) мм от торцевых краев, затем через каждый 1 м длины мата.
Шаг шва определяют путем измерения одного стежка на каждом метре длины швов.
За результат принимают среднее арифметическое значение измерений параметров прошивки мата.
7.3 Теплопроводность определяют по ГОСТ 7076 на образцах без обкладочного материала, вырезанных по одному из каждого мата, попавшего в выборку.
7.4 Определение сжимаемости и упругости
7.4.1 Средство контроля
Устройство для определения сжимаемости (рисунок 1).
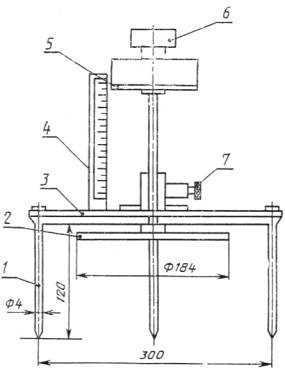
1 – игла; 2 – диск; 3 – крестовина; 4 – линейка; 5 – опорная шайба; 6 – гиря;
7 – фиксатор
Рисунок 1 -Устройство для определения сжимаемости и упругости
7.4.2 Порядок проведения контроля
Мат укладывают в развернутом виде на ровное твердое основание.
Измерение проводят в трех местах мата по его диагонали на расстоянии не менее 200 мм от углов и в центре.
Для проведения испытания подвижную часть с диском 2 устройства закрепляют в верхнем положении фиксатором 7. Затем мат прокалывают на всю его толщину иглами 1, установленными на крестовине 3. Освобождают фиксатор 7 и плавно опускают подвижную часть с диском 2 на поверхность мата, создавая при этом удельную нагрузку (500 ± 5) Па. Через 5 мин определяют толщину Н0 по линейке 4 напротив нижней кромки опорной шайбы 5. После этого плавно нагружают опорную шайбу 5 дополнительным грузом (гирей) 6, обеспечивающей с подвижной частью и диском 2 устройства нагрузку (2000 ± 20) Па. Через 5 мин по линейке 4 определяют толщину Н1. Затем всю нагрузку снимают, подвижную часть с диском 2 поднимают и закрепляют фиксатором 7. Через 15 мин вновь под удельной нагрузкой (500 ± 5) Па определяют толщину Н2.
7.4.3 Обработка результатов
Сжимаемость (Сж) в процентах вычисляют по формуле
(1)
где Н0 – толщина мата под удельной нагрузкой (500 ± 5) Па, мм;
Н1 – толщина мата под удельной нагрузкой (2000 ± 20) Па, мм.
Упругость матов (У) в процентах вычисляют по формуле
(2)
где Н2 – толщина мата под удельной нагрузкой (500 ± 5) Па, определенная после, снятия удельной нагрузки (2000 ± 20) Па, мм.
За результат сжимаемости или упругости каждого мата принимают среднее арифметическое значение трех измерений.
7.5 Определение разрывной нагрузки
7.5.1 Средства контроля
Машина разрывная, обеспечивающая растяжение образца со скоростью движения активного захвата не более 20 мм/мин и позволяющая измерять значение разрывной нагрузки с погрешностью не более 1 %.
Зажимы с плоскими и ровными рабочими поверхностями длиной и шириной не менее соответственно 40 и 100 мм, позволяющие обжать образец по всей его ширине.
Линейка металлическая по ГОСТ 427.
7.5.2 Подготовка к проведению испытания
Разрывную нагрузку определяют на образцах без обкладочного материала.
От каждого мата, попавшего в выборку, вырезают по одному образцу длиной (600±10) мм, шириной (100±3) мм и толщиной, равной толщине изделия, на расстоянии не менее 50 мм от края в местах, не имеющих разрывности швов. При этом шов должен совпадать с продольной осью изделия, а концы прошивочного материала должны быть на 100-150 мм длиннее образца.
Перед испытанием концы прошивочного материала связывают между собой.
7.5.3 Проведение испытания
Образец закрепляют в зажимах так, чтобы прошивочный материал при испытании не проскальзывал в отверстие зажимов, а прилагаемое усилие проходило вдоль шва. Нагружение образца производят со скоростью 20 мм/мин. За результат испытания принимают нагрузку, при которой произошло разрушение образца.
Результат испытаний образцов, разорвавшихся ближе 50 мм от кромок зажимов, не учитывают.
7.6 Концентрацию вредных веществ, выделяющихся из матов, определяют специализированные лаборатории в соответствии с действующими методическими указаниями [1] (приложение Г).
Количество образцов и порядок их отбора устанавливают в соответствии с правилами по регламентации мер санитарного контроля за применением полимерных материалов в строительстве [2] (приложение Г).
8.1 Транспортирование и хранение матов производят в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
8.2 Высота штабеля матов без упаковки или упакованных в бумагу или пленку при хранении не должна превышать 2 м.
8.3 Маты отгружают потребителю не ранее суточной выдержки на складе.
8.4 Срок хранения матов – не более 12 мес. с момента их изготовления.
8.5 При истечении срока хранения маты могут быть использованы по назначению после предварительной проверки их качества на соответствие требованиям настоящего стандарта.
(справочное)
СТАНДАРТЫ, ССЫЛКИ НА КОТОРЫЕ ПРИВЕДЕНЫ
В НАСТОЯЩЕМ СТАНДАРТЕ
ГОСТ 12.4.028-76 ССБТ. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4640-93 Вата минеральная. Технические условия
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 7076-87 Материалы и изделия строительные. Метод определения теплопроводности
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9570-84 Поддоны ящичные и стоечные. Общие технические условия
ГОСТ 13843-78 Катанка алюминиевая. Технические условия
ГОСТ 14192-77 Маркировка грузов
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17177-87 Материалы и изделия строительные теплоизоляционные. Методы контроля
ГОСТ 20477-86 Лента полиэтиленовая с липким слоем. Технические условия
ГОСТ 22831-77 Поддоны плоские деревянные массой брутто 3,2 т размером 1200´1600 и 1200´1800 мм. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25880-83 Материалы и изделия строительные теплоизоляционные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26281-84 Материалы и изделия строительные теплоизоляционные Правила приемки
ГОСТ 26381-84 Поддоны плоские одноразового использования. Общие технические условия
(рекомендуемое)
ПЕРЕЧЕНЬ
ОБКЛАДОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ
ПРИ ПРОИЗВОДСТВЕ ПРОШИВНЫХ МАТОВ
Таблица Б1
|
Наименование обкладочного материала |
Обозначение |
|
Сетка стальная проволочная крученая с шестиугольными ячейками № 20-0,5, № 25-0,6 |
ГОСТ 13603-89 |
|
Сетка стальная плетеная с ромбическими ячейками Р 10-1,2 |
ГОСТ 5336-80 |
|
Сетка проволочная тканая с квадратными ячейками № 12-1,2, № 10-1,0 |
ГОСТ 3826-82 |
|
Сетка металлическая тканая № 10´15´1,0, № 20-1,0 |
ТУ 14-4-907-78 |
|
Сетка тканая для теплоизоляционных работ № 17, 18, 20-1,2 |
ТУ 14-4-1191-82 ТУ 14-198-91-81 |
|
Сетка проволочная сварная с квадратными ячейками № 25-0,6, № 12,5-0,5 |
ТУ 14-4-714-76 |
|
Ткани конструкционные из стеклянных крученых комплексных нитей |
ГОСТ 19170-73 ТУ 6-11-231-76 |
|
Ткани марки ТСТ и ТКТ для теплоизоляции |
ТУ 6-11-118-75 |
|
Ткани из ровинга марки ТР |
ТУ 6-19-368-87 |
|
Полотно холстопрошивное марок ХПС-А-5, ХПСС-Т-2,5 |
ТУ 6-11-454-77 |
|
Материал нетканый вязальнопрошивной марки ВПР |
ТУ 6-11-196-76 |
|
Нетканый ориентированный материал марок НОМ-Т |
ТУ 6-11-523-82 |
|
Полотна иглопробивные |
ТУ 6-11-570-83 |
|
Сетка стеклянная марки СС |
ТУ 6-11-99-75 |
|
Сетка стеклянная перекрестная нетканая марки НПСС-Т-Г-150 |
ТУ 6-11-381-81 |
|
Картон гофрированный |
ГОСТ 7376-89 |
|
Картон коробочный |
ГОСТ 7933-89 |
|
Картон кровельный |
ГОСТ 3135-82 |
|
Бумага мешочная |
ГОСТ 2228-81 |
|
Бумага двухслойная упаковочная |
ГОСТ 8828-89 |
|
Бумага оберточная |
ГОСТ 8273-75 |
|
Бумага для гофрирования |
ГОСТ 7377-85 |
|
Бумага, покрытая полиэтиленом |
ТУ 13-0248643-798-89 |
|
Полотно нетканое термоскрепленное |
ТУ 62-11262-86 |
(рекомендуемое)
ПЕРЕЧЕНЬ
ПРОШИВОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ПРИ ПРОИЗВОДСТВЕ МАТОВ
|
Наименование прошивочного материала |
Обозначение |
|
Проволока стальная низкоуглеродистая общего назначения диаметром 0,5-1,0 мм |
ГОСТ 3282-74 |
|
Шпуры льнопеньковые крученые |
ГОСТ 29231-91 |
|
Шпагат из лубяных волокон |
ГОСТ 17308-88 |
|
Нити стеклянные крученые комплексные |
ГОСТ 8325-93 |
|
Ровинг стеклянный марок РБТ, РБР, РБН, РБК |
ТУ 6-11-594-84 |
|
Пряжа стеклянная штапелированная СПК-6, СПКТ-6 |
ТУ 6-48-23-89 |
(информационное)
БИБЛИОГРАФИЯ
|
[1] Методические указания |
«Методические указания по измерению углеводородов в воздухе рабочей зоны», утв. 1976 г. |
|
[2] Методические указания |
«Методические указания по санитарно-гигиеническому контролю полимерных материалов, предназначенных для применения в строительстве жилых и общественных зданий», М., 1980 г. |
_________________
Ключевые слова: маты, минеральная вата, обкладочный материал, прошивные маты, теплоизоляция, строительные конструкции, промышленное оборудование
snipov.net