Мы поставляем Маты прошивные ГОСТ 21880-2011 с доставкой по РФ!
Теплоизоляционные маты ISOTEC МП-100 – Гибкие волокнистые теплоизоляционные изделия мыты из минеральной (каменной) ваты, поставляемые свернутыми в виде рулонов или в развернутом виде. Назначение: Тепло- и звукоизоляция технического и энергетического оборудования, резервуаров для хранения горячей ..
Теплоизоляционные маты ISOTEC МП-75 -Гибкие волокнистые теплоизоляционные изделия мыты из минеральной (каменной) ваты, поставляемые свернутыми в виде рулонов или в развернутом виде. Назначение: Тепло- и звукоизоляция технического и энергетического оборудования, резервуаров для хранения горячей и ..
Маты прошивные теплоизоляционные базальтовые МП-100 по ГОСТ 21880-2011 УЗТИ Маты прошивные изготовлены из минеральной ваты на основе горных базальтовых пород. Область применения: В гражданском и промышленном строительстве (утеплитель для перекрытий, перегородок, трубопроводов; ..
Описание: Негорючие прошивные маты из минеральной каменной ваты. Изготовлены по ГОСТ 21880-2011. Покрытия матов прошивных минераловатных: Стандратный (простой) мат МП-75 прошит стеклоровингом без обкладки. Так же маты могут быть изготовлены с различными видами обкладочного материала: МП..
Маты прошивные теплоизоляционные базальтовые МП-75 по ГОСТ 21880-2011 УЗТИ Маты прошивные изготовлены из минеральной ваты на основе горных базальтовых пород. Область применения: В гражданском и промышленном строительстве (утеплитель для перекрытий, перегородок, трубопроводов; ..
Описание изделия: негорючие прошивные маты из минеральной каменной ваты. Изготовлены по ГОСТ 21880-2011. Какие бывают покрытия: Стандратный мат МП-100 прошит стеклоровингом без обкладки. Так же могут быть изготовлены с различными видами обкладочного материала: МП(МС)-100 -обкладка мета..
Описание изделия: негорючие прошивные маты из минеральной каменной ваты. Изготовлены по ГОСТ 21880-2011. Мат МП-125 это наиболее сильный мат из линейки ГОСТ – данную марку целесообразно применять на более высоких температурах и там где требуется повышенная жесткость. Какие бывают покрытия: ..
Маты проошивные ГОСТ 21880-2011 изготовлены из КАМЕННОЙ Ваты недорогих базальтовых пород ( не путать со шлаком или общим понятием – минеральной ватой которая сейчас включает так же стекловату)
Мы поставляем маты прошивные ГОСТ 21880-2011 которые сделаны именно из камня с небольшими добавками для получения нужного волокна. Почему это важно – Наиболее частое применение Маты ГОСТ МП-75, МП-100 и МП-125 находят сейчас в энергетике. А именно:
- изоляция трубопроводов ГВС, ХВС,
- Трубопроводов отопления ( подача и обратка),
- Изоляции труб при канальной прокладке
- Трубопроводы пара ( так называемые паропроводы) с температурой от +100 до +420..450град.С.
А значит применение качественных матов гарантирует Вам работу полученной изоляции на всем диапазоне температур.
Важно отметить – хотя ГОСТ регламентирует применение до +700 градусов, мы рекомендуем Маты ГОСТ для температур до +420. Для более высоких температур рекомендуем использовать Маты прошивные брендовых производителей которые сделаны из чистых базальтовых пород, либо двухслойные конструкции с первым слоем из Муллитокремнеземистой каолиновой ваты МКРР. Слой МКРР погасит на себе основную температуру, а маты ГОСТ будут работать на стабильной для них температуре до +420град.С.
Маты прошивные из каменной ваты изготволены по ГОСТ 21880-2011 ( актуальная на текущий момент версия стандарта). -таким образом заказывая у нас маты Вы можете быть уверены что получите продукт с харрактеристиками не хуже чем в ГОСТе, а по факту несколько лучше чем ограничены ГОСТом.
В соотвествие с ГОСТ 21880-2011- Маты прошиты стеклоровингом, могут выпускаться с обкладочным материалом металлическая сетка (МС) или стеклоткань (СТ) с одной и двух сторон.
Группа горючести: Маты относятся к группе негорючих материалов НГ (КМ0)
Упаковка: Каждый рулон прошивных матов упакован в полиэтиленовую пленку – в зависимости от производителя это может быть либо пакет либо термоусадка.
Маты удобны для монтажа на Высоте! – А именно, если вы обвяжите мат стропой и будете поднимать на леса ( на высоту 4-6 метров под действием порыва ветра ) рулон не разрежет.И вы сможете работать качественным матом.
Узнайте цены по телефону 8-900-966-0-777 или пришлите заявку на почту : [email protected]
energo-izol.ru
ГОСТ 21880-2011 – Маты из минеральной ваты прошивные теплоизоляционные. Технические условия.
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
МАТЫ ИЗ МИНЕРАЛЬНОЙ ВАТЫ
ПРОШИВНЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ
Технические условия
|
|
Москва Стандартинформ 2012 |
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и МСН 1.01-01-2009 «Система межгосударственных нормативных документов в строительстве. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью ООО «Теплопроект»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (приложение Д к протоколу № 38 от 18 марта 2011 г.)
За принятие стандарта проголосовали:
|
Краткое наименование страны |
Код страны |
Сокращенное наименование национального органа |
|
Азербайджан |
AZ |
Госстрой |
|
Армения |
AM |
Министерство градостроительства |
|
Казахстан |
KZ |
Агентство по делам строительства и жилищно-коммунального хозяйства |
|
Киргизия |
KG |
Госстрой |
|
Российская Федерация |
RU |
Департамент регулирования градостроительной деятельности Министерства регионального развития |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 декабря 2011 г. № 672-ст межгосударственный стандарт ГОСТ 21880-2011 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2012 г.
5 ВЗАМЕН ГОСТ 21880-94
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе (каталоге) «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
ГОСТ 21880-2011
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ИЗ МИНЕРАЛЬНОЙ ВАТЫ ПРОШИВНЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ
Технические условия
Thermoinsulating mineral wool broached mats. Specifications
Дата введения – 2012-07-01
Настоящий стандарт распространяется на прошивные теплоизоляционные маты из минеральной ваты на синтетическом связующем или без него (далее – маты), с обкладкой или без нее, предназначенные для тепло- и звукоизоляции строительных ограждающих конструкций жилых, общественных и производственных зданий и сооружений, для промышленного, технического и энергетического оборудования, резервуаров для хранения горячей и холодной воды, нефти, нефтепродуктов, химических веществ, а также трубопроводов тепловых сетей горячего и холодного водоснабжения, технологических трубопроводов всех отраслей промышленности при температуре изолируемой поверхности от минус 180 °С до плюс 700 °С.
Настоящий стандарт устанавливает технические требования к матам, правила приемки, методы испытаний, правила хранения и транспортирования.
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 4640-2011 Вата минеральная. Технические условия
ГОСТ 7076-99 Материалы и изделия строительные. Метод определения теплопроводности и термического сопротивления при стационарном тепловом режиме
ГОСТ 8325-93 (ИСО 3598-86) Стекловолокно. Нити крученые комплексные. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 16297-80 Материалы звукоизоляционные и звукопоглощающие. Методы испытаний
ГОСТ 17139-2000 Стекловолокно. Ровинги. Технические условия
ГОСТ 17177-94 Материалы и изделия строительные теплоизоляционные. Методы испытаний
ГОСТ 17308-88 Шпагаты. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25898-83 Материалы и изделия строительные. Методы определения сопротивления паропроницанию
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26281-84 Материалы и изделия строительные теплоизоляционные. Правила приемки
ГОСТ 30108-94 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
ГОСТ 30244-94 Материалы строительные. Методы испытаний на горючесть
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины по ГОСТ 4640, а также следующие термины с соответствующими определениями:
3.1 тепловая изоляция: Общий термин, применяемый для описания процесса уменьшения теплопереноса через систему или для описания изделия, элементов системы, которые выполняют функцию тепловой изоляции.
3.2 мат: Гибкое волокнистое теплоизоляционное изделие, поставляемое свернутым в виде рулона или в развернутом виде, которое может быть облицовано.
Маты должны соответствовать требованиям настоящего стандарта и изготавливаться по технологической документации, утвержденной предприятием-изготовителем.
4.1 Основные параметры и размеры
4.1.1 Маты в зависимости от плотности изготавливают марок: 35; 50; 75; 100; 125.
4.1.2 Предельная температура применения матов в зависимости от наличия и вида обкладок приведена в таблице 1.
Таблица 1 – Предельная температура применения матов
|
Вид обкладки |
Обозначение обкладки |
Предельная температура применения матов, °С |
|
Обкладка отсутствует |
– |
700 |
|
Металлическая сетка |
МС |
700 |
|
Базальтовая ткань |
БТ |
700 |
|
Кремнеземная ткань |
КТ |
|
|
Стеклоткань |
СТ |
|
|
Сетка из стекловолокна |
ССТ |
450 |
|
Сетка из базальтового волокна |
СБ |
|
|
Холст нетканый из стекловолокна |
ХНС |
|
|
Фольга алюминиевая |
Ф |
300 |
|
Примечания 1 Предельная температура применения матов, содержащих органические вещества, не должна превышать 450 °С. 2 По согласованию с заказчиком (потребителем) могут применяться другие виды обкладок, при этом предельная температура применения матов должна соответствовать температуре применения материала обкладки. |
||
4.1.3 Номинальные размеры и предельные отклонения размеров матов должны соответствовать указанным в таблице 2.
Таблица 2 – Номинальные размеры и предельные отклонения размеров
|
Наименование показателя |
Номинальный размер, мм |
Предельное отклонение, % |
|
Длина |
От 1000 до 6000 с интервалом 500 мм |
±2 |
|
Ширина |
500; 600; 1000 |
±1,5 |
|
Толщина |
40; 50; 60; 70; 80; 90; 100; 120 |
±10; -3 |
|
Примечания 1 По заказу потребителя допускается изготовление матов других размеров. 2 Для матов строительного назначения отрицательные отклонения по ширине не допускаются. 3 Для матов, применяемых для теплоизоляции трубопроводов, отрицательные отклонения по длине не допускаются. |
||
4.1.4 Маты должны быть прошиты сплошными швами в продольном или поперечном направлении. Маты, применяемые в строительстве, должны быть прошиты только в продольном направлении.
Маты покрывают обкладкой с одной или двух сторон. Маты длиной до 2000 мм могут быть покрыты обкладкой с четырех или шести сторон.
4.1.5 Параметры прошивки матов должны соответствовать указанным в таблице 3.
Таблица 3 – Параметры прошивки матов
Размеры в миллиметрах
|
Наименование показателя |
Значение показателя |
|
Расстояние между кромкой и крайним швом, не более |
50 |
|
Расстояние между швами, не более |
100 |
|
Шаг шва |
От 70 до 120 |
|
Примечание – По заказу потребителя значения параметров прошивки могут быть изменены при условии соблюдения требований настоящего стандарта по физико-механическим показателям. |
|
4.1.6 Разрыв более чем двух смежных стежков в одном шве, а также разрыв стежков в двух смежных швах мата не допускается. Общая длина разрыва швов не должна превышать 10 % длины всех швов. Роспуск швов на концах матов не допускается.
4.1.7 Условное обозначение матов должно включать в себя сокращенное обозначение изделия (МП), обозначение обкладки в соответствии с таблицей 1, марку по плотности, номинальные размеры по длине, ширине и толщине в миллиметрах и обозначение настоящего стандарта.
Пример условного обозначения мата прошивного с обкладкой из алюминиевой фольги, марки 100, длиной 6000, шириной 1000 и толщиной 40 мм:
МП(Ф)-100-6000.1000.40 ГОСТ 21880-2011
4.2 Характеристики
4.2.1 По физико-механическим и теплофизическим показателям маты должны соответствовать требованиям, приведенным в таблице 4.
Таблица 4 – Физико-механические и теплофизические показатели
|
Наименование показателя |
Значение показателя для матов марки |
||||
|
35 |
50 |
75 |
100 |
125 |
|
|
Плотность, кг/м3 |
От 25 до 35 |
Св. 35 до 50 |
Св. 50 до 75 |
Св. 75 до 100 |
Св. 100 до 125 |
|
Теплопроводность, Вт/(м · К), не более, при температуре: |
|
|
|
|
|
|
283 К (10 °С) |
0,040 |
0,038 |
0,037 |
0,036 |
0,036 |
|
298 К (25 °С) |
0,042 |
0,040 |
0,039 |
0,038 |
0,038 |
|
398 К (125 °С) |
– |
– |
– |
0,050 |
0,050 |
|
573 К (300 °С) |
– |
– |
– |
0,120 |
0,120 |
|
Сжимаемость, %, не более |
55 |
45 |
35 |
25 |
20 |
|
Упругость, % , не менее |
80 |
85 |
90 |
90 |
90 |
|
Содержание органических веществ, % по массе, не более |
1,5 |
1,5 |
2,0 |
2,0 |
2,0 |
|
Разрывная нагрузка, Н, не менее |
40 |
60 |
80 |
100 |
120 |
|
Влажность, % по массе, не более |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
Примечания 1 Значения показателей приведены для матов без обкладок. 2 Теплопроводность при температуре 300 °С определяют методом экстраполяции. 3 Теплопроводность при температурах 125 °С и 300 °С не определяют для матов строительного назначения. 4 Разрывную нагрузку определяют только для матов, применяемых для тепловой изоляции строительных конструкций. |
|||||
4.2.2 Нормальный коэффициент звукопоглощения матов, применяемых для изготовления звукопоглощающих конструкций, должен быть в пределах от 0,5 до 0,95 в диапазоне частот 125 - 2000 Гц.
4.2.3 Удельная эффективная активность естественных радионуклидов Аэфф в матах не должна превышать предельных значений, установленных ГОСТ 30108.
4.2.4 Маты (кроме матов с обкладкой из алюминиевой фольги) относятся к группе негорючих материалов (НГ). Маты с обкладкой из алюминиевой фольги относятся к группе горючести П.
4.2.5 Теплопроводность матов при условиях эксплуатации А и Б, предусмотренных в строительных нормах и правилах по тепловой защите зданий, относится к справочным показателям и приведена в таблице А.1 приложения А.
4.2.6 Паропроницаемость матов относится к справочным показателям и приведена в таблице А.1 приложения А.
4.3 Требования к сырью и материалам
4.3.1 Для изготовления матов должна применяться минеральная вата по ГОСТ 4640.
4.3.2 В качестве связующего применяют водорастворимые синтетические смолы по действующим нормативным документам, согласованным с органами санэпиднадзора.
4.3.3 В качестве гидрофобизирующих добавок применяют масляные и кремнийорганические композиции по действующим нормативным или техническим документам, согласованным с органами санитарно-эпидемиологического надзора.
4.3.4 В качестве обкладок применяют металлическую сетку, базальтовую и кремнеземную ткани, ткань из стекловолокна, сетку из базальтового или стекловолокна, нетканый холст из стекловолокна, алюминиевую фольгу по действующим нормативным или техническим документам.
4.3.5 В качестве прошивочных материалов применяют нити, материал которых должен соответствовать материалу обкладок: стальную низкоуглеродистую проволоку общего назначения диаметром 0,5 – 1,0 мм по ГОСТ 3282; стеклянные крученые комплексные нити по ГОСТ 8325; льнопеньковые крученые шнуры; шпагат из лубяных волокон по ГОСТ 17308; ровинг по ГОСТ 17139 марки РБТ или типов РБР и РБН, стеклянную штапелированную пряжу, базальтовый ровинг, стекложгут по действующим нормативным или техническим документам.
4.3.6 Состав матов должен соответствовать рецептуре, установленной в технологической документации предприятия-изготовителя.
4.4 Упаковка
4.4.1 Упаковка должна обеспечивать сохранность матов при хранении, транспортировании и погрузочно-разгрузочных работах. Нарушение целостности упаковки не допускается.
4.4.2 Каждое упакованное место должно содержать маты одной марки и одного размера.
4.4.3 Для упаковки матов применяют полиэтиленовую термоусадочную пленку по ГОСТ 25951 или полиэтиленовые мешки. По согласованию с потребителем допускается применять другие виды упаковочных материалов, обеспечивающих защиту матов от увлажнения и уплотнения.
4.4.4 Маты перед упаковыванием сворачивают в рулоны диаметром не более 700 мм. Каждый рулон упаковывают в полиэтиленовую термоусадочную пленку или полиэтиленовый мешок, формируя упаковочное место.
Маты длиной не более 1000 мм допускается упаковывать в развернутом виде, укладывая их в стопы и оборачивая каждую стопу полиэтиленовой пленкой. Число матов в стопе должно быть не более 4 – 5.
4.4.5 Упакованные маты одной марки и одного размера могут поставляться в виде транспортных пакетов. Габариты транспортных пакетов, пригодных для перевозки всеми видами транспорта, должны соответствовать требованиям ГОСТ 24597.
4.4.6 При формировании транспортного пакета упакованные маты укладывают на поддон и обтягивают чехлом из полиэтиленовой пленки. Допускается применять другие виды формирования транспортного пакета по согласованию с потребителем.
4.5 Маркировка
4.5.1 Маты должны иметь четкую маркировку, нанесенную на этикетку, прикрепленную к упакованному месту, или непосредственно на упаковку.
Маркировка должна содержать:
– наименование изделия и его условное обозначение;
– наименование и адрес предприятия-изготовителя;
– дату изготовления;
– номинальные размеры;
– вид обкладки;
– группу горючести;
– количество изделий в упаковке (транспортном пакете), шт. или м3;
– обозначение настоящего стандарта.
4.5.2 Транспортная маркировка – по ГОСТ 14192.
5.1 Вредными факторами при работе с матами и при их эксплуатации являются пыль минерального волокна и летучие компоненты органических веществ (пары фенола, формальдегида, аммиака), входящих в рецептуру.
5.2 Содержание вредных веществ, выделяющихся из матов при эксплуатации, не должно превышать среднесуточных предельно допустимых концентраций (ПДК) для атмосферного воздуха в соответствии с гигиеническими нормами, установленными органами санитарно-эпидемиологического надзора. При совместном присутствии в атмосферном воздухе нескольких вредных веществ однонаправленного действия сумма отношений фактических концентраций каждого вещества к их ПДК (суммарный показатель) не должна превышать единицы.
5.3 Помещения, в которых проводят работы с матами, должны быть обеспечены приточно-вытяжной вентиляцией. Работающий персонал должен быть обеспечен индивидуальными средствами защиты органов дыхания и кожных покровов.
5.4 Класс опасности отходов, образующихся при производстве матов, устанавливают в соответствии с действующими санитарными правилами определения токсичности отходов производства. Отходы утилизируют в соответствии с требованиями санитарных норм и правил.
5.5 Комплекс природоохранных мероприятий должен быть установлен в технологической документации предприятия-изготовителя, согласованной с природоохранными органами.
6.1 Приемку матов проводят в соответствии с требованиями ГОСТ 26281 и настоящего стандарта.
6.2 Объем партии матов устанавливают в размере сменной выработки или заказа. Объем выборки матов, отбираемой от партии для проведения контроля, – по ГОСТ 26281 или договору между изготовителем и потребителем.
6.3 При приемо-сдаточных испытаниях проверяют: линейные размеры, параметры прошивки, плотность, сжимаемость, содержание органических веществ, влажность.
6.4 При периодическом контроле определяют: упругость, разрывную нагрузку и теплопроводность при температуре 10 °С, 25 °С, 125 °С и 300 °С – не реже одного раза в полугодие, а также при каждом изменении сырья и/или технологии производства.
6.5 Теплопроводность при условиях эксплуатации А и Б и паропроницаемость определяют при постановке продукции на производство и при каждом изменении сырья и/или технологии производства.
6.6 Группу горючести определяют при постановке продукции на производство, получении сертификата пожарной безопасности и при каждом изменении применяемых материалов (обкладок), сырья и/или технологии производства.
6.7 Нормальный коэффициент звукопоглощения определяют при постановке продукции на производство и при каждом изменении сырья и/или технологии производства (при получении заказа на звукопоглощающие маты).
6.8 Содержание вредных веществ и удельную эффективную активность естественных радионуклидов определяют не реже одного раза в год, при получении гигиенического сертификата и при каждом изменении сырья и/или технологии производства.
Радиационно-гигиеническую оценку матов допускается проводить на основании паспортных данных поставщиков минерального сырья, применяемого для изготовления матов, о содержании естественных радионуклидов в этом сырье.
При отсутствии данных поставщика о содержании естественных радионуклидов в минеральном сырье предприятие-изготовитель матов должно не реже одного раза в год, при получении гигиенического сертификата и при каждой смене поставщика определять содержание естественных радионуклидов в сырье и/или матах.
6.9 Изготовитель вправе устанавливать иные сроки проведения периодических испытаний, но не реже указанных в настоящем стандарте.
6.10 Принятую партию матов оформляют документом о качестве, в котором указывают:
– наименование предприятия-изготовителя и/или его товарный знак;
– наименование и условное обозначение матов;
– номер партии и дату изготовления;
– количество матов в партии, м3;
– результаты испытаний, в том числе сведения о группе горючести и удельной эффективной активности естественных радионуклидов;
– рекомендуемую область применения;
– обозначение настоящего стандарта;
– знак соответствия, если продукция сертифицирована.
6.11 В документе о качестве указывают результаты испытаний, рассчитанные как среднеарифметические значения показателей матов, вошедших в выборку и соответствующих требованиям настоящего стандарта.
7.1 Общие требования к проведению испытаний – по ГОСТ 17177.
7.2 Длину, ширину и толщину матов определяют по ГОСТ 17177. Толщину матов марок 35 и 50 определяют под нагрузкой (100 ± 5) Па.
7.3 Расстояние между кромкой и крайним швом, между швами, шаг шва и длину разрывов швов определяют линейкой по ГОСТ 427 с погрешностью не более 1 мм. Расстояние между кромкой и крайним швом и между швами определяют на расстоянии (150 ± 10) мм от торцевых краев, затем через каждый 1 м длины мата.
Шаг шва определяют измерением одного стежка на каждом метре длины швов.
За результат принимают среднеарифметическое значение измерений параметров прошивки мата.
7.4 Плотность, сжимаемость под удельной нагрузкой 2000 Па, упругость, содержание органических веществ и влажность определяют по ГОСТ 17177.
Пробу для определения влажности и содержания органических веществ составляют из пяти точечных проб, отобранных в четырех углах и посередине каждого мата, попавшего в выборку.
7.5 Определение разрывной нагрузки
7.5.1 Средства контроля
Разрывная машина, обеспечивающая растяжение образца со скоростью движения активного захвата не более 20 мм/мин и позволяющая измерять значение разрывной нагрузки с погрешностью не более 1 %.
Зажимы с плоскими и ровными рабочими поверхностями длиной не менее 100 мм и шириной не менее 40 мм, позволяющие зажать образец по всей его ширине.
Металлическая линейка по ГОСТ 427.
7.5.2 Подготовка к проведению испытания Разрывную нагрузку определяют на образцах без обкладки.
От каждого мата, попавшего в выборку, вырезают по одному образцу длиной (600 ± 10) мм, шириной (100 ± 3) мм и толщиной, равной толщине изделия, на расстоянии не менее 50 мм от края в местах, не имеющих разрывов швов. Шов должен совпадать с продольной осью изделия, а концы прошивочного материала должны быть на 100 – 150 мм длиннее образца.
Перед испытанием концы прошивочного материала связывают между собой для исключения роспуска швов.
7.5.3 Проведение испытания
Образец закрепляют в зажимах так, чтобы прошивочный материал при испытании не проскальзывал в отверстие зажимов, а прилагаемое усилие проходило вдоль шва. Нагружение образца проводят со скоростью 20 мм/мин. За результат испытания принимают нагрузку, при которой произошел разрыв образца.
Результат испытания образцов, разорвавшихся ближе 50 мм от кромок зажимов, не учитывают.
Разрывную нагрузку вычисляют как среднеарифметическое значение результатов испытаний всех образцов.
7.6 Теплопроводность при температуре 10 °С, 25 °С и 125 °С определяют по ГОСТ 7076, при температуре 300 °С – методом экстраполяции.
7.7 Паропроницаемость определяют по ГОСТ 25898.
7.8 Нормальный коэффициент звукопоглощения определяют по ГОСТ 16297.
7.9 Группу горючести определяют по ГОСТ 30244.
7.10 Удельную эффективную активность естественных радионуклидов определяют по ГОСТ 30108.
7.11 Санитарно-гигиеническую оценку матов (количество выделяющихся вредных веществ) проводят лаборатории, аккредитованные в установленном порядке, по действующим методикам, согласованным с органами санитарно-эпидемиологического надзора.
7.12 По согласованию с потребителем или в соответствии с заключенными контрактами допускается проводить испытания прошивных матов методами, не приведенными в настоящем стандарте. В случае разногласий испытания следует проводить по ГОСТ 17177.
8.1 Транспортирование
8.1.1 Маты перевозят в крытых транспортных средствах любым видом транспорта. Допускается по согласованию с потребителем использовать другие транспортные средства, при этом ответственность за качество матов несет потребитель.
8.1.2 Погрузку матов в транспортные средства и перевозку осуществляют в соответствии с правилами, действующими на транспорте конкретного вида, соблюдая требования к транспортной маркировке по ГОСТ 14192.
8.2 Хранение
8.2.1 Маты должны храниться у изготовителя и потребителя в крытых складах в упакованном виде раздельно по маркам и размерам.
8.2.2 Допускается хранение упакованных матов, уложенных на поддоны или подкладки, под навесом, защищающим маты от воздействия атмосферных осадков.
8.2.3 Высота штабеля матов при хранении не должна превышать 2 м. Отгрузка матов потребителю должна проводиться после их выдержки не менее суток на складе изготовителя.
8.2.4 Срок хранения матов – не более 6 мес с даты их изготовления. По истечении срока хранения маты должны быть проверены на соответствие требованиям настоящего стандарта, после чего принимается решение о возможности их применения по назначению.
9.1 Маты применяют в соответствии с требованиями действующих строительных норм, сводов правил или проектной документации.
9.2 До проведения теплоизоляционных работ при строительстве и реконструкции зданий и сооружений и монтажно-изоляционных работ при теплоизоляции промышленного оборудования и трубопроводов маты должны находиться в упакованном виде в условиях, исключающих их увлажнение и механическое повреждение.
Тепловлажностные характеристики матов
Таблица А.1 – Тепловлажностные характеристики
|
Наименование показателя |
Значение показателя для матов марки |
||||
|
35 |
50 |
75 |
100 |
125 |
|
|
Теплопроводность, Вт/(м · К), не более, при условиях эксплуатации: |
|
|
|
|
|
|
А |
0,044 |
0,042 |
0,042 |
0,041 |
0,041 |
|
Б |
0,050 |
0,047 |
0,045 |
0,045 |
0,045 |
|
Паропроницаемость, мг/(м · ч · Па) |
0,042-0,046 |
0,040-0,044 |
0,038-0,042 |
0,038-0,042 |
0,038-0,042 |
Ключевые слова: прошивные теплоизоляционные маты из минеральной ваты, тепловая изоляция, звукоизоляция, ограждающие строительные конструкции, трубопроводы, промышленное оборудование, технические требования, приемка, методы испытаний
snipov.net
ГОСТ 21880-94 – Маты прошивные из минеральной ваты теплоизоляционные. Технические условия.
ГОСТ 21880-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ
ВАТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МИНСТРОЙ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Научно-исследовательским и проектным институтом Теплопроект (НИПИТеплопроект) Российской Федерации
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 17 марта 1994 г.
За принятие проголосовали:
|
Наименование государства |
Наименование органа государственного управления строительством |
|
Азербайджанская Республика |
Госстрой Азербайджанской Республики |
|
Республика Армения |
Госупрархитектуры Республики Армения |
|
Республика Беларусь |
Госстрой Республики Беларусь |
|
Республика Казахстан |
Минстрой Республики Казахстан |
|
Кыргызская Республика |
Госстрой Кыргызской Республики |
|
Республика Молдова |
Минархстрой Республики Молдова |
|
Российская Федерация |
Госстрой России |
|
Республика Таджикистан |
Госстрой Республики Таджикистан |
|
Республика Узбекистан |
Госкомархитектстрой Республики Узбекистан |
3 ВЗАМЕН ГОСТ 21880-86
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 января 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Минстроя России от 4 августа 1994 г. № 18-6
СОДЕРЖАНИЕ
1. Область применения.
2. Нормативные ссылки.
3. Основные параметры и размеры.
4. Технические требования.
5. Требования безопасности.
6. Правила приемки.
7. Методы испытаний.
8. Транспортирование и хранение.
Приложение А. Стандарты, ссылки на которые приведены в настоящем стандарте.
Приложение Б. Перечень обкладочных материалов, применяемых при производстве прошивных матов.
Приложение В. Перечень прошивочных материалов, применяемых при производстве матов.
Приложение Г. Библиография.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЫ ПРОШИВНЫЕ ИЗ МИНЕРАЛЬНОЙ ВАТЫ
ТЕПЛОИЗОЛЯЦИОННЫЕ
Технические условия
Thermoinsulating mineral wool broached mats. Specifications
Дата введения 1995-01-01
Настоящий стандарт распространяется на прошивные маты с обкладочным материалом или без него (далее – маты) и на маты гофрированной структуры (далее ¾ маты ГС), изготовленные из минеральной ваты и предназначенные для тепловой изоляции строительных конструкций зданий и сооружений и промышленного оборудования при температуре поверхности от минус 180 до плюс 700 °С.
Требования настоящего стандарта, изложенные в пунктах 3.1, 4.1, 4.2.1 – 4.2.5, разделах 5-8, являются обязательными.
В настоящем стандарте использованы ссылки на стандарты, приведенные в приложении А.
3.1 В зависимости от плотности маты подразделяют на марки 75, 100, 125.
Маты марки 75 не должны применяться для тепловой изоляции промышленного оборудования.
3.2 В зависимости от структуры вида обкладочного материала и предельной температуры применения маты подразделяют на типы, указанные в таблице 1.
Таблица 1
|
Тип |
Наименование обкладочного материала |
Предельная температура применения, |
|
М1, МГС1 |
Без обкладочного материала |
973 (700) |
|
М2, МГС2 |
Металлическая сетка, стеклоткань марки ТКТ |
973 (700) |
|
М3, МГС3 |
Ткань, сетка, холст нетканый, материал из стекловолокна |
723 (450) |
|
М4, МГС4 |
Картон гофрированный, коробочный или кровельный |
353 (80) |
|
М5, МГС5 |
Бумага, бумага дублированная полиэтиленом |
333 (60) |
3.3 Номинальные размеры матов и предельные отклонения от номинальных размеров должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
|
Наименование |
Значение |
|
|
Номин. |
Пред. откл. |
|
|
Длина |
От 1000 до 6000 с интервалом 500 |
+30; –20 |
|
Ширина |
500; 1000 |
±20 |
|
Толщина |
40, 50, 60, 70 80, 100, 120 |
+5; –4 |
|
Примечания. 1 По согласованию с потребителем допускается изготавливать маты других размеров 2 Для матов, применяемых в строительных конструкциях, отрицательные отклонения по ширине не допускаются. |
||
3.4 Условное обозначение матов должно состоять из обозначения типа, марки, размеров по длине, ширине и толщине в миллиметрах, цифры 1 – для матов с обкладочным материалом, пришитым с одной стороны, цифры 2 – для матов с обкладочным материалом, пришитым с двух сторон, и обозначения настоящего стандарта.
Пример условного обозначения в технической документации и при заказе мата типа М1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
М1-100-1000.500.60 ГОСТ 21880-94
То же, мата типа М2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
М2-125-1000.500.60-2 ГОСТ 21880-94
То же, мата гофрированной структуры типа МГС1, марки 100, длиной 1000, шириной 500, толщиной 60 мм, без обкладочного материала:
МГС1- 100-1000.500.60 ГОСТ 21880-94
То же мата гофрированной структуры типа МГС2, марки 125, длиной 1000, шириной 500, толщиной 60 мм, с обкладочным материалом, пришитым с двух сторон:
МГС2-125-1000.500.60-2 ГОСТ 21880-94
4.1 Маты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной предприятием-изготовителем.
4.2 Характеристики
4.2.1 Маты должны быть прошиты сплошными швами в продольном или поперечном направлениях, при этом обкладочные материалы могут быть пришиты с одной или двух сторон. Маты, применяемые в строительных конструкциях, должны быть прошиты только в продольном направлении.
Маты ГС допускается прошивать сплошными швами только в продольном направлении.
4.2.2 Расстояние между кромкой и крайним швом, между швами и шаг шва должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
|
Наименование показателя |
Значение |
|
Расстояние между кромкой и крайним швом, не более |
100 |
|
Расстояние между швами, не более |
120 |
|
Шаг шва |
От 70 до 170 |
|
Примечание – По согласованию с потребителем значения параметров прошивки могут быть изменены при условии соблюдения требований стандарта по показателям плотности, сжимаемости и теплопроводности. |
|
4.2.3 Не допускается разрыв более чем трех смежных стежков в одном шве, а также разрыв стежков в двух смежных швах матов.
Общая длина разрыва швов не должна превышать 10 % длины всех швов.
Маты, имеющие на концах роспуск шва, допускается поставлять по согласованию с потребителем.
4.2.4 По физико-механическим показателям маты должны соответствовать требованиям, указанным в таблице 4.
Таблица 4
|
Наименование показателя |
Значение для матов марки |
||
|
75 |
100 |
125 |
|
|
Плотность, кг/м3 |
До 85 |
Св. 85 до 110 |
Св. 110 до 135 |
|
Теплопроводность, Вт/(м·К), не более, при температуре: |
|
|
|
|
(298±5) К |
0,046 |
0,044 |
0,044 |
|
(398±5) К |
– |
0,065 |
0,064 |
|
(573±5) К |
– |
0,150 |
0,130 |
|
Сжимаемость, %, не более |
55 |
40 |
30 |
|
Упругость, %, не менее |
70 |
75 |
80 |
|
Разрывная нагрузка, Н, не менее |
80 |
100 |
120 |
|
Влажность, % по массе, не более |
2 |
2 |
2 |
|
Содержание органических веществ, % по массе, не более |
2 |
2 |
2 |
|
Примечания: 1 Теплопроводность при температуре (573±5) К определяют только для матов типов М1 и М2. 2 Разрывную нагрузку и упругость определяют для матов, применяемых в строительных конструкциях. |
|||
Маты ГС по плотности, влажности и содержанию органических веществ должны соответствовать требования, указанным в таблице 4. Требования по разрывной нагрузке к матам ГС не предъявляют. По теплопроводности, сжимаемости и упругости маты ГС должны соответствовать требованиям, указанным в таблице 5.
Таблица 5
|
Наименование показателя |
Значения для матов ГС марки |
||
|
75 |
100 |
125 |
|
|
Теплопроводность, Вт/(м·К), не более, при температуре: |
|
|
|
|
(298±5) К |
0,048 |
0,048 |
0,048 |
|
(398±5) К |
– |
0,078 |
0,076 |
|
(573±5) К |
– |
0,185 |
0,150 |
|
Сжимаемость, % не более |
30 |
25 |
20 |
|
Упругость, % не менее |
70 |
80 |
90 |
4.2.5 Концентрация вредных веществ (паров углеводородов), выделяющихся из матов при температуре 40°С, не должна превышать 1,5 мг/м3 при насыщенности 0,4 м2/м3.
4.3 Требование к сырью и материалам
4.3.1 Для изготовления матов должна применяться минеральная вата с обеспыливающими добавками по ГОСТ 4640.
4.3.2 В качестве обкладочных и прошивочных материалов применяют материалы, перечень которых приведен в приложениях Б и В.
Допускается по согласованию с потребителем применять другие обкладочные и прошивочные материалы, не снижающие качество матов.
4.4 Упаковка и маркировка
4.4.1 Упаковка и маркировка матов должна производиться в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
4.4.2 При поставке в районы Крайнего Севера или труднодоступные районы маты упаковывают в соответствии с ГОСТ 15846.
Для защиты от увлажнения внутренняя поверхность ящиков и обрешеток должна быть выстлана водонепроницаемым материалом.
4.4.3 Упакованные рулоны поставляют, как правило, в виде транспортных пакетов.
Габариты транспортных пакетов, пригодных для перевозки транспортом всех видов, должны соответствовать требованиям ГОСТ 24597. Применение пакетов других размеров допускается при согласовании с транспортными министерствами (ведомствами).
4.4.4 Для формирования транспортных пакетов могут применяться многооборотные средства пакетирования: поддоны плоские по ГОСТ 9078 и ГОСТ 22831 с обвязкой, поддоны стоечные типа ПС-0.5Г, поддоны ящичные по ГОСТ 9570, а также одноразовые средства пакетирования: поддоны плоские по ГОСТ 26381 с обвязкой, подкладные листы с обвязкой.
4.4.5 В качестве обвязки (средств скрепления транспортных пакетов) могут применяться следующие материалы: проволока стальная по ГОСТ 3282, лента стальная по ГОСТ 3560, ГОСТ 6009 и ГОСТ 503, катанка алюминиевая марок АКЛП-5Т, АКЛП-5ПТ по ГОСТ 13843, лента полиэтиленовая с липким слоем по ГОСТ 20477, пленка полиэтиленовая термоусадочная по ГОСТ 25951 металлические и полимерные ленты, стальная и алюминиевая проволока и синтетические пленки, выпускаемые по другим нормативным документам и обеспечивающие сохранность пакетов в течение всего срока транспортирования и хранения грузов.
4.4.6 Маркировку осуществляют по ГОСТ 25880 с дополнительным указанием даты изготовления и условного обозначения матов.
4.4.7 На каждое упаковочное место должен быть нанесен манипуляционный знак «Беречь от влаги» по ГОСТ 14192.
При применении матов вредными факторами являются пыль минерального волокна и летучие компоненты обеспыливающих добавок (пары углеводородов), вызывающие раздражение слизистой оболочки верхних дыхательных путей и зуд кожи.
Для защиты органов дыхания применяют респираторы «Лепесток» по ГОСТ 12.4.028, для защиты кожного покрова – специальную одежду и перчатки в соответствии с типовыми нормами.
6.1 Маты принимают в соответствии с требованиями ГОСТ 26281 и настоящего стандарта.
6.2 Объем партии матов не должен превышать сменной выработки.
6.3 Приемосдаточные испытания проводят для каждой партии по качеству прошивки, размерам, плотности, сжимаемости, влажности и содержания органических веществ.
6.4 Периодический контроль проводят по показателям теплопроводности и концентрации выделяемых из матов вредных химических веществ (паров углеводородов) не реже одного раза в полугодие и при каждом изменении технологии и применяемого сырья.
6.5 Параметры прошивки, разрывную нагрузку и упругость проверяют, если это предусмотрено договором на поставку.
6.6 В документе о качестве указывают результаты испытаний, рассчитанные как средние арифметические значения показателей матов, вошедших в выборку по ГОСТ 26281 и удовлетворяющих требованиям настоящего стандарта.
7.1 Линейные размеры, плотность, влажность, содержание органических веществ определяют по ГОСТ 17177-87 .
Пробу для определения влажности и содержания органических веществ составляют из пяти точечных проб, отобранных в четырех углах и посередине каждого мата, попавшего в выборку.
7.2 Расстояние между кромкой и крайним швом, между швами, шаг шва и длину разрывов шва определяют измерительной металлической линейкой по ГОСТ 427 с погрешностью не более 1 мм.
Расстояние между кромкой и крайним швом и между швами определяют на расстоянии (150±10) мм от торцевых краев, затем через каждый 1 м длины мата.
Шаг шва определяют путем измерения одного стежка на каждом метре длины швов.
За результат принимают среднее арифметическое значение измерений параметров прошивки мата.
7.3 Теплопроводность определяют по ГОСТ 7076 на образцах без обкладочного материала, вырезанных по одному из каждого мата, попавшего в выборку.
7.4 Определение сжимаемости и упругости
7.4.1 Средство контроля
Устройство для определения сжимаемости (рисунок 1).
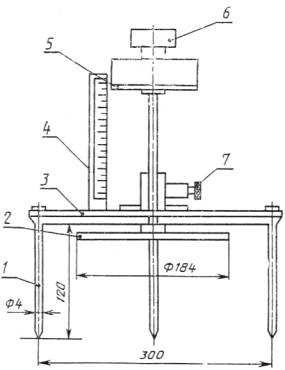
1 – игла; 2 – диск; 3 – крестовина; 4 – линейка; 5 – опорная шайба; 6 – гиря;
7 – фиксатор
Рисунок 1 -Устройство для определения сжимаемости и упругости
7.4.2 Порядок проведения контроля
Мат укладывают в развернутом виде на ровное твердое основание.
Измерение проводят в трех местах мата по его диагонали на расстоянии не менее 200 мм от углов и в центре.
Для проведения испытания подвижную часть с диском 2 устройства закрепляют в верхнем положении фиксатором 7. Затем мат прокалывают на всю его толщину иглами 1, установленными на крестовине 3. Освобождают фиксатор 7 и плавно опускают подвижную часть с диском 2 на поверхность мата, создавая при этом удельную нагрузку (500 ± 5) Па. Через 5 мин определяют толщину Н0 по линейке 4 напротив нижней кромки опорной шайбы 5. После этого плавно нагружают опорную шайбу 5 дополнительным грузом (гирей) 6, обеспечивающей с подвижной частью и диском 2 устройства нагрузку (2000 ± 20) Па. Через 5 мин по линейке 4 определяют толщину Н1. Затем всю нагрузку снимают, подвижную часть с диском 2 поднимают и закрепляют фиксатором 7. Через 15 мин вновь под удельной нагрузкой (500 ± 5) Па определяют толщину Н2.
7.4.3 Обработка результатов
Сжимаемость (Сж) в процентах вычисляют по формуле
(1)
где Н0 – толщина мата под удельной нагрузкой (500 ± 5) Па, мм;
Н1 – толщина мата под удельной нагрузкой (2000 ± 20) Па, мм.
Упругость матов (У) в процентах вычисляют по формуле
(2)
где Н2 – толщина мата под удельной нагрузкой (500 ± 5) Па, определенная после, снятия удельной нагрузки (2000 ± 20) Па, мм.
За результат сжимаемости или упругости каждого мата принимают среднее арифметическое значение трех измерений.
7.5 Определение разрывной нагрузки
7.5.1 Средства контроля
Машина разрывная, обеспечивающая растяжение образца со скоростью движения активного захвата не более 20 мм/мин и позволяющая измерять значение разрывной нагрузки с погрешностью не более 1 %.
Зажимы с плоскими и ровными рабочими поверхностями длиной и шириной не менее соответственно 40 и 100 мм, позволяющие обжать образец по всей его ширине.
Линейка металлическая по ГОСТ 427.
7.5.2 Подготовка к проведению испытания
Разрывную нагрузку определяют на образцах без обкладочного материала.
От каждого мата, попавшего в выборку, вырезают по одному образцу длиной (600±10) мм, шириной (100±3) мм и толщиной, равной толщине изделия, на расстоянии не менее 50 мм от края в местах, не имеющих разрывности швов. При этом шов должен совпадать с продольной осью изделия, а концы прошивочного материала должны быть на 100-150 мм длиннее образца.
Перед испытанием концы прошивочного материала связывают между собой.
7.5.3 Проведение испытания
Образец закрепляют в зажимах так, чтобы прошивочный материал при испытании не проскальзывал в отверстие зажимов, а прилагаемое усилие проходило вдоль шва. Нагружение образца производят со скоростью 20 мм/мин. За результат испытания принимают нагрузку, при которой произошло разрушение образца.
Результат испытаний образцов, разорвавшихся ближе 50 мм от кромок зажимов, не учитывают.
7.6 Концентрацию вредных веществ, выделяющихся из матов, определяют специализированные лаборатории в соответствии с действующими методическими указаниями [1] (приложение Г).
Количество образцов и порядок их отбора устанавливают в соответствии с правилами по регламентации мер санитарного контроля за применением полимерных материалов в строительстве [2] (приложение Г).
8.1 Транспортирование и хранение матов производят в соответствии с требованиями ГОСТ 25880 и настоящего стандарта.
8.2 Высота штабеля матов без упаковки или упакованных в бумагу или пленку при хранении не должна превышать 2 м.
8.3 Маты отгружают потребителю не ранее суточной выдержки на складе.
8.4 Срок хранения матов – не более 12 мес. с момента их изготовления.
8.5 При истечении срока хранения маты могут быть использованы по назначению после предварительной проверки их качества на соответствие требованиям настоящего стандарта.
(справочное)
СТАНДАРТЫ, ССЫЛКИ НА КОТОРЫЕ ПРИВЕДЕНЫ
В НАСТОЯЩЕМ СТАНДАРТЕ
ГОСТ 12.4.028-76 ССБТ. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4640-93 Вата минеральная. Технические условия
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 7076-87 Материалы и изделия строительные. Метод определения теплопроводности
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9570-84 Поддоны ящичные и стоечные. Общие технические условия
ГОСТ 13843-78 Катанка алюминиевая. Технические условия
ГОСТ 14192-77 Маркировка грузов
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17177-87 Материалы и изделия строительные теплоизоляционные. Методы контроля
ГОСТ 20477-86 Лента полиэтиленовая с липким слоем. Технические условия
ГОСТ 22831-77 Поддоны плоские деревянные массой брутто 3,2 т размером 1200´1600 и 1200´1800 мм. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25880-83 Материалы и изделия строительные теплоизоляционные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26281-84 Материалы и изделия строительные теплоизоляционные Правила приемки
ГОСТ 26381-84 Поддоны плоские одноразового использования. Общие технические условия
(рекомендуемое)
ПЕРЕЧЕНЬ
ОБКЛАДОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ
ПРИ ПРОИЗВОДСТВЕ ПРОШИВНЫХ МАТОВ
Таблица Б1
|
Наименование обкладочного материала |
Обозначение |
|
Сетка стальная проволочная крученая с шестиугольными ячейками № 20-0,5, № 25-0,6 |
ГОСТ 13603-89 |
|
Сетка стальная плетеная с ромбическими ячейками Р 10-1,2 |
ГОСТ 5336-80 |
|
Сетка проволочная тканая с квадратными ячейками № 12-1,2, № 10-1,0 |
ГОСТ 3826-82 |
|
Сетка металлическая тканая № 10´15´1,0, № 20-1,0 |
ТУ 14-4-907-78 |
|
Сетка тканая для теплоизоляционных работ № 17, 18, 20-1,2 |
ТУ 14-4-1191-82 ТУ 14-198-91-81 |
|
Сетка проволочная сварная с квадратными ячейками № 25-0,6, № 12,5-0,5 |
ТУ 14-4-714-76 |
|
Ткани конструкционные из стеклянных крученых комплексных нитей |
ГОСТ 19170-73 ТУ 6-11-231-76 |
|
Ткани марки ТСТ и ТКТ для теплоизоляции |
ТУ 6-11-118-75 |
|
Ткани из ровинга марки ТР |
ТУ 6-19-368-87 |
|
Полотно холстопрошивное марок ХПС-А-5, ХПСС-Т-2,5 |
ТУ 6-11-454-77 |
|
Материал нетканый вязальнопрошивной марки ВПР |
ТУ 6-11-196-76 |
|
Нетканый ориентированный материал марок НОМ-Т |
ТУ 6-11-523-82 |
|
Полотна иглопробивные |
ТУ 6-11-570-83 |
|
Сетка стеклянная марки СС |
ТУ 6-11-99-75 |
|
Сетка стеклянная перекрестная нетканая марки НПСС-Т-Г-150 |
ТУ 6-11-381-81 |
|
Картон гофрированный |
ГОСТ 7376-89 |
|
Картон коробочный |
ГОСТ 7933-89 |
|
Картон кровельный |
ГОСТ 3135-82 |
|
Бумага мешочная |
ГОСТ 2228-81 |
|
Бумага двухслойная упаковочная |
ГОСТ 8828-89 |
|
Бумага оберточная |
ГОСТ 8273-75 |
|
Бумага для гофрирования |
ГОСТ 7377-85 |
|
Бумага, покрытая полиэтиленом |
ТУ 13-0248643-798-89 |
|
Полотно нетканое термоскрепленное |
ТУ 62-11262-86 |
(рекомендуемое)
ПЕРЕЧЕНЬ
ПРОШИВОЧНЫХ МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ ПРИ ПРОИЗВОДСТВЕ МАТОВ
|
Наименование прошивочного материала |
Обозначение |
|
Проволока стальная низкоуглеродистая общего назначения диаметром 0,5-1,0 мм |
ГОСТ 3282-74 |
|
Шпуры льнопеньковые крученые |
ГОСТ 29231-91 |
|
Шпагат из лубяных волокон |
ГОСТ 17308-88 |
|
Нити стеклянные крученые комплексные |
ГОСТ 8325-93 |
|
Ровинг стеклянный марок РБТ, РБР, РБН, РБК |
ТУ 6-11-594-84 |
|
Пряжа стеклянная штапелированная СПК-6, СПКТ-6 |
ТУ 6-48-23-89 |
(информационное)
БИБЛИОГРАФИЯ
|
[1] Методические указания |
«Методические указания по измерению углеводородов в воздухе рабочей зоны», утв. 1976 г. |
|
[2] Методические указания |
«Методические указания по санитарно-гигиеническому контролю полимерных материалов, предназначенных для применения в строительстве жилых и общественных зданий», М., 1980 г. |
_________________
Ключевые слова: маты, минеральная вата, обкладочный материал, прошивные маты, теплоизоляция, строительные конструкции, промышленное оборудование
snipov.net