чем резать, как согнуть, шпаклевать и заделывать швы
Древесно-волокнистые плиты – недорогой и функциональный материал, который с успехом применяется при отделочных и строительных работах. И это вполне объяснимо, ведь его легко можно согнуть, склеить, прибить. При этом, в зависимости от вида плит, они могут использоваться несколько по-разному. [contents h3 h4]
Черновая отделка пола
Черновые полы монтируются из оргалита довольно часто, особенно подходит этот материал для выравнивания старых досчатых полов, если работа по их демонтажу не предполагается. Помимо получения в результате идеально ровной поверхности, слой ДВП послужит неплохим теплоизолятором, что особенно актуально для жильцов частных домов или квартир первого этажа в старых многоэтажках.
Важно: полы из ДВП (даже водостойких марок) мало подходят для влажных помещений (ванных комнат, душевых), так как под воздействием водяных паров могут подвергнуться деформации и короблению.
Для настилки чернового пола применяется необлагороженный ДВП с повышенной твердостью или же мягкий двп в качестве звукоизоляционной прокладки.
Если старая основа для пола довольно ровная, оргалит настилается на него непосредственно. При значительных перепадах уровня (более 10 мм) придется выравнивать старый пол или настилать лаги. В любом случае поверхность для укладывания ДВП предварительно обрабатывается антисептической грунтовкой.
Режем оргалит
Многие современные предприятия, торгующие строийматериалами, предлагают своим клиентам распил ДВП по индивидуальным размерам при покупке. Специальное высокоточное оборудование – гарантия того, что работа по раскрою материала и обработке кромок будет выполнена качественно, без сколов. В этом случае вашей главной задачей будет точно произвести все замеры. Если же вам так не повезло, резать оргалит придется в домашних условиях самостоятельно.
В принципе, для этой работы подойдет и ручная пила с мелким зубом. Ведь образующиеся в месте распила мелкие неровности, для укладки материала в качестве чернового пола, значения не имеют. При значительном объеме работ резать ДВП гораздо быстрее и проще, используя следующие приспособления:
Электролобзик- электролобзик или дисковую пилу, желательно с лазерной направляющей;
- пильные диски специальной марки, подходящий для раскроя оргалита;
- козлы с наклоном 20-25% от вертикали, позволяющие закрепить лист ДВП большого формата;
- металлическая линейка
- маркер.
Если резать ДВП вам приходится впервые, чтобы не испортить материал сначала потренируйтесь на небольшом куске, устанавливая пилку лобзика справа от линии разметки. Предварительно обязательно ознакомьтесь с приемами опытных мастеров, например, просмотрев тематические видео-ролики, один из которых представлен ниже:
Как стелить ДВП?
Если после укладки ДВП планируется настилать линолеум, оргалит укладывается изнаночной стороной вниз. В остальных случаях рифленая поверхность обеспечит лучшую адгезию ДВП с финишными материалами, поэтому ее поворачивают наверх.
Монтаж начинают обычно с угла, противоположного входной двери. Крепят древесноволокнистые плиты используя специальные скобы, гвозди или шурупы или же приклеивают мастиками. Перед тем как прибить или склеить, листы стараются подогнать друг к другу с минимальным зазором, чтобы шпаклевать швы было проще.
Кстати, заделка щелей возле стен не нужна, наоборот, обязательно оставляйте технологические зазоры, которые позволят “играть” древесноволокнистой плите без деформации при расширении при колебании температуры.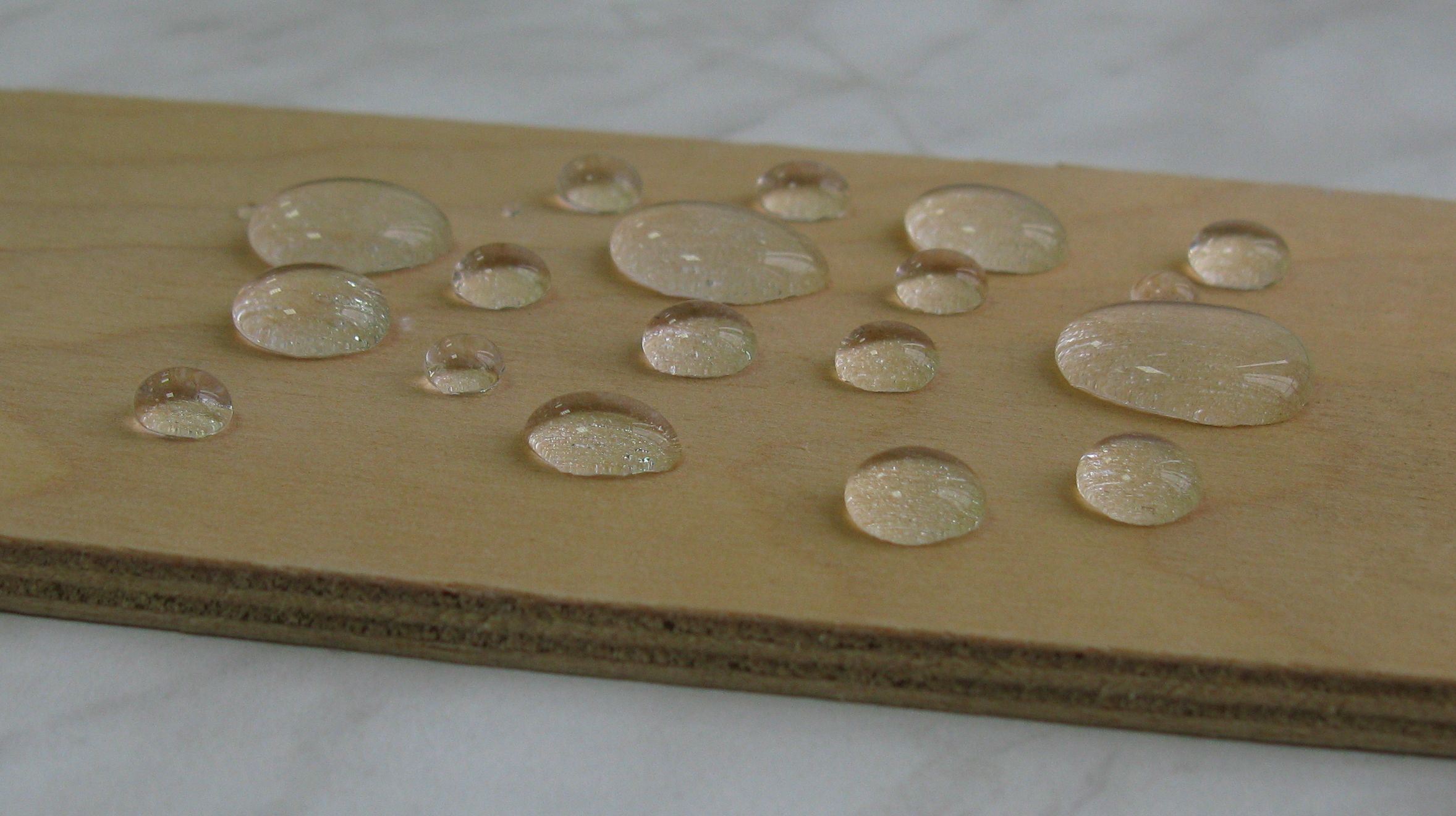
Важно: стыковка четырех углов в единой точке запрещена! Листы укладываются так, чтобы отсутствовало совпадение поперечных стыков в соседних рядах.
Резать ДВП при обходе трубы отопления проще всего обычным ножом. Более аккуратно такая работа может быть выполнена по специально созданному шаблону из плотного картона, с использованием электролобзика.
После настила ДВП, если планируется финишная отделка пола линолеумом или окрашивание, необходима обязательная заделка швов. Помимо наличия высоких адгезионных свойств, масса, которой будем шпаклевать ДВП должна быть непременно пластичной, так как полы из ДВП несколько пружинят и способны изменять свои линейные размеры. Если же шпаклевать полы жесткой и монолитной шпаклевкой, то она может либо согнуть и деформировать лист ДВП, либо сама порваться в месте стыка швов.
Отделка стен и потолка
Востребованы древесноволокнистые плиты также для отделки стен и потолков. Особенно часто к использованию этого материала прибегают на этапе финишных работ при строительстве бытовок, дачных домиков, сараев и гаражей, чему немало способствует его весьма демократичная цена.
Если в качестве теплозащитного слоя используется пенопласт, склеить его с ДВП можно применяя точечное крепление на жидкие гвозди. Используя минеральную вату, придется потратить время на сколачивание обрешетки. При этом заделка швов для уменьшения трудоемкости, выполняется при помощи декоративных накладных алюминиевых элементов или деревянных планок.
Если стены выполнены из достаточно прочного материала (кирпича, пенобетона), то крепить ДВП можно прямо на них, без обрешетки, используя подходящие полимерные клеи и мастики. Для увеличения водостойкости, такие стены после монтажа обрабатываются гидрофобными лаками или красками. Применив несколько более дорогие виды ДВП (например, ламинированное), вы получите гораздо более эстетичную поверхность стен, которая не будет нуждаться в дополнительной отделке.
Если же вам хочется, чтобы стены выглядели более эстетично, то можно задекорировать ДВП их обоями.
Важно: перед тем как клеить обои на ДВП, поверхность следует ошкурить, а затем покрыть грунтовкой!
Чтобы нивелировать воздействие влаги, содержащейся в обойном клее на древесно-волокнистую плиту, лучше всего прогрунтовать листы горячей (нагретой до 50°С) олифой или акриловой грунтовкой. Перед этим тщательно очистите обрабатываемую поверхность от пыли и мусора.
Шпаклевка швов ДВПЕсли монтаж ДВП производился с использованием гвоздей, то, чтобы избежать в дальнейшем пятен ржавчины на обойных полотнах, на этом этапе также предстоит заделка всех мест крепления шпаклевкой. Шпаклевать (причем в несколько слоев) придется и места соединения плит, иначе, после оклеивания обоями, стыки все равно будут видны.
После того, как подготовительные работы закончены, можно начинать клеить обои. При этом клей наносят не на отрезанные полотна, а на стеновую поверхность. В остальном, технология работ по оклеиванию сходна с обычной.
Межкомнатные арки из ДВП
Межкомнатные арки кардинально изменяют дизайн помещения, придавая ему нотку неординарности и благородства.
Благодаря тому, что ДВП довольно податлив и лист можно легко согнуть, трудно найти более подходящий материал для изготовления арки. При этом, если вы изготовите арку своими руками, она обойдется вам гораздо дешевле, чем готовые конструкции, выполненные из деревянного массива или МДФ.
Проще всего работать, если конфигурация арочного проема будет круглой или овальной. Стрельчатую арку можно тоже сделать, но придется склеить две древесноволокнистых плиты в точке соединения.
Овальная арка из ДВП – самая простая в изготовлении арочная конструкцияОпределившись с формой, выпиливаем из оргалита при помощи лобзика нужную фигуру. Эти заготовки устанавливаются в дверной проем. Чтобы легко согнуть ДВП до нужной конфигурации, отделывая торцы смонтированной конструкции, его можно пропитать клеем ПВА, после чего пластичность материала еще больше повышается.
Отделать полученный арочной проем можно наклеив обои. При этом перед отделкой придется шпаклевать и шлифовать все швы. Если заделка швов покажется вам слишком трудоемкой операцией, можно отделать стыки декоративным пластиковым уголком, который легко склеить с ДВП при помощи клея ПВА или тех же жидких гвоздей.
При этом перед отделкой придется шпаклевать и шлифовать все швы. Если заделка швов покажется вам слишком трудоемкой операцией, можно отделать стыки декоративным пластиковым уголком, который легко склеить с ДВП при помощи клея ПВА или тех же жидких гвоздей.
Покраска пола и стен из ДВП
Если вы решили сделать ремонт своими руками, причем без лишних затрат, то древесноволокнистые плиты (ДВП) – отличный вариант.
Уместно будет использовать оргалит как в качестве отделки для пола, так и в виде стеновых панелей, и даже для оформления потолка. Однако следует быть готовым к тому, что если поверхность ДВП не ламинирована, то после монтажа потребуется ее покраска. Как это сделать правильно тема нашей сегодняшней статьи.
Этап 1 – подготовим все необходимое
Валик, подходящий для покраски ДВП Чтобы выполнить работы качественно, в первую очередь подготовим необходимые инструменты. Нам понадобятся:- валик, желательно с поверхностью, покрытой меховой “шубкой”, а не поролоном;
- кисть, так как красить приходится часто в неудобных местах;
- малярный лоток;
- шпатель для нанесения герметиков;
- пылесос, с помощью которого будем тщательно очищать поверхность после ошкуривания обработанных стыков.

После подготовки инструмента можно приступать непосредственно к работе. Перед тем как покрасить ДВП, придется провести подготовительные работы, ведь от этого зависит конечный результат.
Грунтовка – для экономии и не только
Так как оргалит получают прессованием древесных волокон, то одной из отличительных особенностей этого материала является значительная пористость. Именно поэтому если красить поверхность ДВП без предварительной грунтовки, расход краски превысит ожидаемый в два-три раза.
Правильно подготовив материал к окрашиванию, мы обеспечим оптимальную адгезию (сцепление) гладкой поверхности прессованного ДВП и красящего слоя, его большую долговечность и лучшую функциональность.
Что применять в качестве грунтовки? Самый недорогой (и отнюдь не самый плохой вариант) – это олифа. Применять ее нужно, нагрев до температуры приблизительно 40-50°С.
Стена или поверхность пола предварительно очищается от мусора и пыли и, при необходимости, обезжиривается тампоном, смоченным в спирте. Наносить слои проще всего валиком из искусственного меха. При этом дальнейшие работы возможны только после полного высыхания грунта.
Наносить слои проще всего валиком из искусственного меха. При этом дальнейшие работы возможны только после полного высыхания грунта.
Опытные строители рекомендуют такие грунтовочные слои из олифы наносить трижды. Именно тщательная пропитка масляной олифой марки ПФ значительно повысит водостойкость и прочность материала. С опаской следует относиться к комбинированным олифам, в составе которых встречаются нефтеполимерные смолы или канифольные суспензии, так как при обработке ДВП подобным грунтом в домашних условиях своими руками может потребоваться слишком много времени для его высыхания.
Самый оптимальный вариант – обработать ДВП еще перед монтажом пола или потолка. При этом максимальное внимание следует уделить ребрам плиты, после ее раскроя. Это значительно увеличит долговечность всей конструкции.
Но если олифа – все-таки материал прошлого века, то в настоящее время в продаже можно встретить довольно большое количество специальных грунтовочных смесей на основе акрилового латекса, которые применяются для обработки ДВП, перед тем как его покрасить. Благодаря тому, что в составе грунтующих смесей введены фунгициды и инсектициды, использование такого грунта исключает образование плесневых грибков и гнили на окрашенной поверхности. Неоспоримым преимуществом таких грунтовочных смесей является отсутствие неприятного запаха и возможность наносить пропитку лишь в один слой.
Благодаря тому, что в составе грунтующих смесей введены фунгициды и инсектициды, использование такого грунта исключает образование плесневых грибков и гнили на окрашенной поверхности. Неоспоримым преимуществом таких грунтовочных смесей является отсутствие неприятного запаха и возможность наносить пропитку лишь в один слой.
Шпатлевание ДВП
Отделав при помощи ДВП полы, потолки или стены, хочется в результате добиться идеально гладкой поверхности. Именно в этих целях и применяется шпатлевание стыков, с использованием ленты для армирования. При этом обычная финишная шпатлевка для работы, будь то пол или стена, не подойдет. Причиной этого является “пружинящее” свойство пола или потолка из ДВП.
Шпаклевка TikkurillaВвиду этого шпатлевка для оргалита должна обладать определенной пластичностью, способностью выдерживать динамические нагрузки без разрывов и деформации материала.
Неплохим качеством отличаются готовые к применению алкидные шпатлевки-наполнители такого известного производителя как Tikkurila. Шпатлевка наносится тонким слоем, который сразу укрепляют армированной строительной лентой или полосой серпянки.
Шпатлевка наносится тонким слоем, который сразу укрепляют армированной строительной лентой или полосой серпянки.
Если количество швов невелико, можно попробовать своими руками загерметизировать стыки силиконово-акриловым герметиком. Такое соединение довольно прочное, обеспечивает водонепроницаемость и хорошо окрашивается.
Дальнейшие отделочные работы можно проводить уже через 60 минут после заделки трещин. Единственный недостаток у этих герметиков один – довольно высокая цена.
После полного высыхания шпатлевки необходимо ошкурить обработанную поверхность до гладкости. Выравнивание проводится самой мелкой наждачной бумагой, “нулевкой”, с последующим тщательным удалением пыли и мусора.
Завершающий этап – покраска
Только когда все подготовительные работы завершены, можно приступать к самой творческой части – окрашиванию.
Какая краска лучше? Обычно для пола используют более прочные алкидные или масляные краски, с последующим закреплением лаком. Если же предстоит покраска стен или потолка, то можно использовать акриловые или вододисперсные краски.
Если же предстоит покраска стен или потолка, то можно использовать акриловые или вододисперсные краски.
Учтите, что краской на водорастворимой основе вы не сможете покрасить водостойкий ДВП, так как входящий в его состав парафин будет буквально “отталкивать” ее.
При покупке краски внимательно ознакомьтесь с рекомендацией производителя, который обязательно укажет не только возможность применения своей продукции для окрашивания ДВП, но и приблизительный расход материала, совместимость с различными видами грунтовок, пропиток и сферу применения.
Нанесение краски на пол из ДВПЕсли площадь, которую нужно покрасить невелика (например, дверное полотно), можно потратиться на пару баллончиков с краской. Краска, разбрызгиваемая под давлением, ложится наиболее ровно и обеспечивает максимально высокое качество работы.
Интересный опыт
Интересный метод отделки пола из ДВП своими руками был предложен на одном из строительных форумов, После тщательной шпатлевки поверхность пола оклеивается обычными бумажными обоями, без тиснения. При этом выбирается рисунок, имитирующий дерево не очень светлых тонов.
При этом выбирается рисунок, имитирующий дерево не очень светлых тонов.
Наклеивание обоев выполняется при помощи клея ПВА. После того, как обои высохнут, наступает следующий этап – покраска обычным паркетным лаком. Если красить поверхность в несколько слоев (минимум 3), то поверхность пола приобретает замечательные водоотталкивающие свойства. Такой пол можно без опасения мыть даже с применением мягких моющих средств.
Чем защитить двп от влаги
Часто для строительства и производства предметов мебели используют листы ДВП. Это недорогой материал с относительно высокими потребительскими характеристиками. Существенным недостатком ДВП как строительного материала является его слабая стойкость к воздействию влаги. Защитить материал от разрушения может обработка ДВП.
ДВП — это материал который производится путём горячего прессования волокон древесины в листы. При постоянном воздействии влаги ДВП впитывает ее, что приводит к разбуханию, короблению и другим деформациям листов и последующему разрушению листов, они начинают крошиться и ломаться. Потому обработка ДВП от влаги просто необходима если вы хотите, чтобы материал прослужил вам дольше.
Потому обработка ДВП от влаги просто необходима если вы хотите, чтобы материал прослужил вам дольше.
Чем покрыть ДВП от влаги? Вопрос актуальный как для опытных мастеров, так и для начинающих.
Обработка ДВП включает такие методы:
- Ламинация
- Обработка ДВП различными пропитками составами
- Обработка ДВП гидрофобизирующим составом
- Оклеивание ДВП полимерной пленкой
Ламинация ДВП
Один из самых распространённых методов обработки ДВП. Применяется чаще всего на заводах и предприятиях, которые занимаются производством ДВП. Ламинация хорошо противостоит влаге, а также защищает материал от воздействия уф- излучения и высоких летних температур.
Ламинация заключается проклеивали листа ДВП специальной пленкой под воздействием высокой температуры и давления. При таких условиях происходит процесс полимеризации.
Обработка ДВП различными пропитками и составами
Чем покрыть ДВП, что бы влага была ему не страшна?
В строительных магазинах можно найти уйму специальных средств для защитной пропитки. Среди них антисептики. Они не только защитят от влаги, а и предотвратят развитие плесени и гнили.
Среди них антисептики. Они не только защитят от влаги, а и предотвратят развитие плесени и гнили.
Обработка ДВП гидрофобизирующими составами. Это специальные составы, направленные на защиту материала от воздействия воды.
Обработка ДВП акриловыми лаками. Такой метод обработки позволит не только защитить материал, но и улучшить его внешний вид.
Обработка ДВП красками. Самой простой и доступный способ защиты материала от внешних воздействий — это окрашивание поверхности в несколько слоёв.
Все эти средства продаются в готовом виде в любом строительном супермаркете.
Также можно воспользоваться и старыми хорошо проверенными временем методами, например, обработать поверхность разогретым парафином.
Оклеивание ДВП пленкой
В магазинах часто предлагают различные декоративные пленки для оклеивания панелей ДВП. Этот метод обработки самый простой, на хорошо очищенную поверхность наклеивают само клеящеюся пленку. Но с другой стороны такой метод является и самым ненадежным. Так как если на поверхности останется пыль пленка не будет плотно прилегать и современен начнёт пузыриться и отслаиваться.
Но с другой стороны такой метод является и самым ненадежным. Так как если на поверхности останется пыль пленка не будет плотно прилегать и современен начнёт пузыриться и отслаиваться.
Сегодня многие люди при отделке помещения часто применяют такое напольное покрытие как линолеум. Этот рулонный материал обладает массой положительных свойств, среди которых специалисты особенно выделяют:
- простоту эксплуатации и ухода;
- относительно небольшую стоимость;
- низкую теплопроводность;
- прочность;
- высокую стойкость к повреждениям;
- эластичность;
- хорошие эстетические данные.
Однако чтобы линолеум долгое время радовал своих владельцев перед его укладкой нужно специальным образом обработать пол.
Чаще всего такая обработка включает монтаж на пол листов ДВП, которые делают пол теплее и позволяют создать ровную поверхность.
Подготовительная работа
Именно эта часть укладки линолеума занимает больше всего времени, так как в ходе этой работы необходимо максимально устранить все дефекты пола. Сам же процесс монтажа линолеума не займет много времени и не потребует специальных навыков.
Сам же процесс монтажа линолеума не займет много времени и не потребует специальных навыков.
Особенность ДВП
Итак, если владелец квартиры или дома решил стелить на пол ДВП, то в этом случае ему следует узнать некоторые особенности этого материала. Это даст человеку понимание как работать с ДВП. Вот некоторые из таких особенностей:
- ДВП это материал, который производят из деревянной стружки с добавлением специальных компонентов;
- этот материал не менее прочным, чем ДСП, однако, может эксплуатироваться дольше;
- ДВП выпускается в форме плит разной толщины и длины. Таким образом, человек может подобрать именно тот материал, который лучшим образом подойдет для его дома;
- вариант укладки ДВП на пол с последующим покрытием линолеум используется довольно часто и является эффективным видом покрытия.
Специалисты для укладки на пол рекомендуют применять плиты ДВП толщиной 0,5- 0,6 см. При этом следует использовать листы с максимально доступными размерами. Это даст возможность снизить количество стыков на поверхности.
Это даст возможность снизить количество стыков на поверхности.
Инструменты для укладки линолеума
Для процедуры укладки линолеума на пол понадобиться следующий набор инструментов:
- рулетка, нужна для проведения замеров и раскройки;
- ножницы или строительный нож для резки материала;
- молоток;
- валик для разглаживания;
- зубчатый шпатель.
Применение олифы
Раньше многие люди практиковали вскрытие плиты ДВП олифой перед укладкой линолеума. Однако специалисты категорически не рекомендуют совершать подобную ошибку.
Дело в том что, не смотря на то, что олифа может защитить ДВП от воздействия влаги, она также с другой стороны она имеет плохое свойство при нагреве снова становиться жидкой.
Таким образом, после покрытия ДВП линолеумом температурапод ним возрастет, это приведет к тому, что олифа растает, что в приведет к появлению внутри дома неприятного запаха и токсичных испарений . Это крайне вредно для людей проживающих в помещениях дома.
Поэтому лучше обработать материал другим составом или просто проложить качественную гидроизоляцию.
Поэтому перед началом работ по укладке линолеума владельцу стоит ответить для себя на один вопрос, чем можно будет заменить олифу.
А вы знаете почему не нужно обрабатывать ДВП олифой перед настилом линолеума? Поделитесь своим опытом в комментариях.
Понравилась статья? Подписывайтесь на нас в Яндекс Дзене. Подписавшись, вы будете в курсе всех самых интересных новостей. Перейти и подписаться.
Древесина с давних пор и по сей день является одним из прочных и экологически чистых материалов. Поэтому ее используют в ремонте и строительстве. Она обладает высоким уровнем декоративности, из-за чего потребители часто выбирают ее для отделки своих квартир и домов. Однако дерево выступает «живым» материалом. Поэтому нуждается в обработке, которая предотвращает порчу и гниение. Обрабатывать древесину можно синтетическими средствами и народными методами. О них и пойдет речь в статье.
Обрабатывать древесину можно синтетическими средствами и народными методами. О них и пойдет речь в статье.
Использование народных методов
Защита древесины от влаги и гниения может быть осуществлена народными средствами. Они имеют множество преимуществ перед синтетическими составами. Стоит такая обработка дешевле. Она является экологически безопасной и гипоаллергенной. Кроме того, доступна любому домашнему мастеру.
Древесину можно обработать с помощью прополиса и подсолнечного масла. Для этого материалы берутся в пропорции 1:3. Их следует хорошо перемешать и нанести на поверхность, предварительно очищенную от пыли с помощью мягкой губки. Этот способ защиты древесины от влаги и гниения хорош тем, что является максимально сильным и помогает исключить образование микроорганизмов. Однако имеет один большой недостаток, который выражен в том, что материал обретает повышенную способность к возгоранию. Поэтому следует учесть, целесообразно ли использовать подобную пропитку в каждом отдельном случае.
Довольно часто потребителями для обработки дерева используется железный купорос. Для этого следует приобрести готовый раствор, который хорошо перемешивается. В нём обмакивается мягкая губка или ветошь, которой осуществляется пропитка чистой древесины.
Защита древесины от влаги и гниения железным купоросом является идеальной для круглого бревна, так как средство не слишком затратно. Кроме того, чрезвычайно эффективно. При сильной пропитке материал будет готов прослужить довольно долго, не предусматривая проведения дополнительных работ по защите. Минус данного средства состоит лишь в длительной сушке.
Древесина, пропитанная железным купоросом, должна быть оставлена на открытом воздухе, при этом следует исключить воздействие на материал солнечных лучей. Можно использовать для этого специальный навес. Материал оставляется для сушки от недели до месяца.
Использование битума и автомобильного масла
Еще одним отличным вариантом защиты древесины от влаги и гниения своими руками является использование битума. Этот метод эффективен, а вот с точки зрения экологичности не является полностью безопасным. Это обусловлено тем, что бетон имеет свойства выделять вредные вещества при нагревании. По этой причине использовать битум не всегда рекомендуется.
Этот метод эффективен, а вот с точки зрения экологичности не является полностью безопасным. Это обусловлено тем, что бетон имеет свойства выделять вредные вещества при нагревании. По этой причине использовать битум не всегда рекомендуется.
Не относится к полностью экологическим материалам и автомобильное масло. Однако оно широко используется для обработки дерева. Масло способно защитить от гнили, плесени и короеда, однако не исключит возгорание, а будет лишь способствовать этому при воздействии пламени. Поэтому данное средство не всегда можно применять.
Использование финского метода
Защиту древесины от влаги и гниения можно осуществить финским методом. Он выражен в использовании следующих материалов:
- соли;
- муки;
- воды;
- железного купороса;
- сухой гашеной извести.
Метод безвреден, но используется для обработки материала, который ложится в основу заборов и крыш. Состав имеет уникальные свойства, которые исключают быстрое его вымывание водой. Для приготовления смеси компоненты необходимо смешать, чтобы получился клейстер. Основная его часть будет состоять из муки и воды. Состав подогревается на медленном огне, после наносится на дерево в тёплом виде в два слоя. После полного впитывания и высыхания первого слоя можно приступать к нанесению второго.
Использование водорастворимых антисептиков
Защиту древесины от влаги и гниения можно осуществить водорастворимыми антисептиками. Они способны создать своеобразный барьер на поверхности, но от постоянного контакта с водой вымываются. Поэтому после нанесения такую смесь предстоит периодически обновлять.
Среди прочих подобных решений можно выделить кремнефториды аммония и натрия, которые представляют собой порошки без запаха. Они становятся прозрачными при контакте с водой. Пропитку с их помощью нужно осуществлять очень тщательно, чтобы состав полностью проник в волокна.
Еще один вариант обработки – фторид натрия. Он представляет собой белый порошок и легко смывается водой. У данного вещества есть одно большое преимущество, которое выражено в том, что оно не порождает коррозии металла, который может быть в дереве. Если вы хотите осуществить защиту древесины от гниения и влаги, то можно использовать импортные вещества, в основе которых содержатся следующие компоненты:
Такие смеси обойдутся дороже, но отлично защищают древесину. В жилых помещениях использовать их не рекомендуется, так как они не столь экологичны и могут выделять токсичные вещества.
Использование органических и масляных паст
Помимо вышеперечисленных антисептиков, можно использовать специальные органические вещества и пасты. Они состоят из водорастворимых антисептиков, кремний фторидов и связывающих компонентов. Материалы устойчивы к влаге, поэтому могут быть использованы для обработки внешних деревянных конструкций. Со временем паста вымывается, поэтому ее периодически предстоит наносить на основание.
Для лучшей защиты конструкций после обработки следует укрыть их строительный гидроизоляционной пленкой. Защита древесины от гниения и влаги может быть осуществлена масляными антисептиками. Сюда следует отнести технические масла, которые обладают токсичностью. Среди их основных преимуществ – высокие антисептические свойства.
Материал не вымываются водой и защищает древесину почти от всех видов грибка. Составы масляного типа имеют резкий запах и тёмно-бурый цвет. В жилом помещении такой подход для защиты нецелесообразен, тогда как для свай, столбов коммуникаций и подставок для мостов масляные антисептики подходят отлично.
Использование олифы
Защиту древесины от влаги и гниения олифой тоже можно осуществить. Для этого используются некоторые разновидности упомянутого состава. Среди прочих следует выделить полунатуральные смеси, которые позволяют формировать на поверхности твердую плёнку с высоким уровнем блеска. Основание обретает водостойкость. Полунатуральная олифа хороша тем, что использовать ее можно в комбинации с лакокрасочными материалами или в качестве грунта.
В комбинированные составы добавляются модификаторы, которые улучшают качество смеси. Использовать комбинированные олифы можно не только для защиты древесины, но и в качестве подготовки перед нанесением краски или штукатурки. Осуществляя защиту древесины от влаги и гниения своими руками с помощью олифы, не следует забывать о том, что жидкость будет высыхать в течение суток или больше. В этот период не следует наносить слой краски или штукатурки. Синтетические олифы могут использоваться для пропитки, а ещё выступать в качестве основы для разведения масляных темных красок. Синтетическая олифа отлично подходит для внешней обработки.
Средства для древесины, контактирующей с землей
Защита древесины от влаги и гниения в земле может быть осуществлена средством NEOMID 430 Eco. Оно подходит для создания надежного барьера на поверхности материала, который в процессе эксплуатации постоянно контактирует с грунтом. Это вещество является противогрибковым антисептиком с невымываемыми свойствами.
Материал может подвергаться не только контакту с почвой, но и воздействию грунтовых солей, а также атмосферных осадков. Составом можно покрывать и внешние стены, несущие конструкции балок, перекрытий, лаг и брусьев. Отлично смесь подходит для дверных блоков и оконных проемов.
Это средство защиты древесины от влаги и гниения может быть нанесено на стропильные системы, заборы и изгороди, а также элементы конструкций, которые подвергаются сложным атмосферным условиям и низким температурам. Описываемая пропитка является радикальной. Она подходит для сложных эксплуатационных условий.
Антисептическая пропитка «Сенеж»
Для защиты древесины от гниения и влаги «Сенеж» можно использовать. Эта антисептическая пропитка имеет фильтр, который снижает воздействие на материал солнечных лучей. Состав является прозрачным. Он подходит для новых и ранее обработанных антисептиком стен. Среди основных свойств можно выделить впитываемость в волокна древесины и образование на ее поверхности атмосферостойкого полимерного покрытия, которое отличается грязе- и водоотталкивающими способностями.
Рекомендации по использованию
Количество наносимых слоев может изменяться в пределах от 1 до 3. На один квадратный метр при однослойном нанесении понадобится примерно 60 г состава. Работать для пропитки можно валиком, кистью или распылителем. На отлип такая защита высыхает в течение одного часа, тогда как эксплуатировать основание можно будет через трое суток после нанесения.
Защита древесины внутри бани
Выбирая защиту древесины от влаги и гниения в бане, следует обратить внимание на «Тиккурила Супи Арктик». Этот акриловый сополимер относится к классу экологичности М1. В качестве растворителя используется вода. Средство наносится кистью на сухую поверхность, где образуется плёнка, исключающая впитывание влаги и грязи.
Еще одна бесцветная пропитка – «Тиккурила Супи Саунасуоя». Она имеет еле уловимый запах и обладает в составе антиплесневыми компонентами. В качестве основной задачи выступает защита потолка и стен в помещениях бани с повышенной влажностью. Эта смесь тоже относится к экологичным материалам, поэтому не опасна для человека.
Лучшие средства для бани
Выбирая лучшую защиту древесины от влаги и гниения, вы должны обратить внимание на «Текнос Сауна-натура». Это средство имеет сметанообразную консистенцию и еле уловимый запах. Отлично подходит для защиты древесины внутри сауны и бани, включая парную. Растворителем выступает вода. Смесь можно колеровать в разные цвета.
На основе акриловых смол изготавливается Belinka Interier Sauna, которая имеет воду и специальные добавки среди ингредиентов. Это бесцветное защитное средство используется для помещений из древесины. Материал обладает слабым запахом, а цвет поверхности после формирования пленки не изменяется. Текстура лишь выделяется.
Использовать состав необходимо, нанося его в два слоя распылителем, валиком или кистью. Первый слой будет сохнуть в течение 2 часов, последующие можно наносить через три часа. Эта пропитка имеет неплохое соотношение цены и качества.
На основе акриловых смол изготавливается «Сенеж сауна». Эта смесь имеет в составе специальные компоненты и воду. Прозрачное защитное средство не обладает растворителями и исключает оседание на поверхности загрязнений. Внутрь не проникают грибок и насекомые. Защитное средство наносится на предварительно очищенную поверхность с помощью кисти, велюрового или поролонового валика. Можно для удобства использовать краскопульт. Производитель рекомендует осуществлять нанесение слоев в количестве 1 или 2. Это касается помещения парной. Если обработка древесины производится в других комнатах бани, то количество слоев можно увеличить до трех.
В заключение
Прежде чем приступать к защите древесины, необходимо подобрать средства. Они могут быть предназначены для исключения контакта материала с влагой или почвой. В продаже встречаются составы, которые позволяют обеспечить комплексную защиту. Если вы хотите подобрать экологически чистую смесь, то лучше воспользоваться народными средствами, а вот более эффективными решениями становятся пропитки заводского производства.
Древесноволокнистые плиты (двп) | Wood Products
Древесноволокнистые плиты (ДВП) изготовляют из древесно-волокнистой массы путем гоячего прессования. Волокна сцепляются между собой благодаря основному свойству волокнистой массы – способности переплетения между собой и свойлачивания. Волокна поверхностного слоя плиты часто проходят дополнительное измельчение, по сравнению с волокнами среднего слоя. Так получается плотная и ровная поверхность плиты. Для улучшения свойств плит ДВП при изготовлении применяют клей и другие добавки. Основным сырьем для произвоства плит ДВП является древесное волокно, а доля добавок обычно составляет менее 1%.Для улучшения водооталкивающих свойств плит ДВП в древесную массу обычно добавляют парафин. Прочность плит можно повысить путем добавления связующих средств, например, крахмала, канифоли и синтетических смол. Плиты ДВП облицовывают натуральным древесным шпоном, бумагой, тканью, пластиком, стекловолокном, металлом и пробкой.
Стандартные плиты ДВП делятся на два основных класса:
- пористые
- твердые
По своим основным свойствам материал ДВП сравним с древесиной, так как в нем сохраняются все полезные качества дерева, например, прочность, вязкость, к тому же, плиты ДВП – теплый материал. В зависимости от способа производства материал ДВП обладает следующими преимуществами:
- равномерное полотно, нет направленности волокон
- плотный, но «дышащий» материал
- легкая обрабатываемость и простота установки
- создает дополнительный теплоизоляционный слой
- конкурентноспособная цена
Многие виды продукции из плит ДВП классифицируются в группе облицовочных материалов по классу вредности М1. Классификация плит ДСП содержит предельные показатели эмиссии вредных веществ в для материалов, предназначенных для внутренних помещений и их классификацию. В класс М1 входят материалы, прошедшие тестирование на эмиссию вредных веществ с их содержанием ниже предельных норм.
ПЛИТЫ ДВП В КАРКАСНЫХ КОНСТРУКЦИЯХ
Ветрозащитные плиты
Путем добавления в древесную массу канифоли и парафина повышается устойчивость пористых плит ДВП к погодным условиям. Обработанные таким способом плиты можно использовать в качестве ветрозащитных плит во внешних каркасных стенах. К тому же, они придают конструкции стен дополнительную жесткость.
Ветрозащитные плиты ДВП выпускаются толщиной 12 мм и 25 мм. Стандартный размер ветрзащитных плит: 1200 x 2700/3000 мм. По своим прочностным и изоляционным качествам ветрозащитные плиты толщиной 25 мм хорошо подходят для использования в вертикальных каркасных конструкциях. Благодаря низкой теплопроводности, ветрозащитная плита одновременно образует барьер, препятствующий прониканию холода внутрь и, таким образом улучшает теплоизоляционные свойства конструкции.
Помимо использования во внешних стенах, ветрозащитные плиты пригодны также для теплоизоляции верхних перекрытий. При утеплении скосов под кровлей здания путем напыления древесно-волокнистой ваты, рекомендуется обшить ветрозащитными плитами внутренние поверхности внешних стен и кровли.
Ветрозащитные плиты, устойчивые к погодным условиям, хорошо подходят также для обшивки пространств под несущим нижним перекрытием и в подполье, перед заполнением их теплоизолирующим материалом.
ВНУТРЕННЯЯ ОТДЕЛКА ПОМЕЩЕНИЙ
Плиты ДВП пригодные для отделки помещений:
- все стандартные плиты ДВП
- плиты ДВП с дополнительной облицовкой, предназначенные для внутренней отделки
Что важно учесть при облицовке плитами ДВП:
- Плиты ДВП хорошо подходят также для отделки внутренних помещений дачного жилья. Плиты ДВП не рекомендуется использовать в помещениях с повышенной влажностью и в качестве основы под укладку керамической плитки.
- В сухих помещениях изменения формы плит вследствие воздействия влажности незначительны. Вспучивания в стыках пористых плит, появляющиеся вследствие их слишком плотной установки, можно сглаживать. При этом получается гладкая ровная стена.
- Пористые плиты ДВП и оргалит с засверленными отверстиями хорошо служат также в качестве звукоизолирующего материала для помещений.
Необработанные стандартные плиты ДВП
Пористая плита ДВП (необработанная стандартная плита) применяется для обшивки внутренних поверхностей стен и потолков, а также в качестве дополнительного изоляционного слоя внутри конструкции внешних стен. Для обшивки используются плиты толщиной 12 мм в один или два слоя, или плиты толщиной 22 мм в один слой. В случае, если плиты крепятся в два слоя, стыки плит разных слоев должны находиться в разных местах. По степени обработки поверхности необработанные плиты ДВП относятся к классу Е.
ПЛИТЫ ДВП ДЛЯ НУЖД ПРОМЫШЛЕННОСТИ И ИЗДЕЛИЯ ИЗ НИХ
В промышленности (в особенности мебельной и в производстве дверей) используются в основном твердые плиты ДВП (оргалит), а также изделия из него с разной облицовкой.
Окрашенные твердые плиты ДВП применяется в основном для нужд столярного и мебельного производства. Он используется также в выставочных конструкциях и в отделке помещений. Окрашенные твердые плиты ДВП выпускаются стандартных размеров 1220 x 2440/2745/3050 мм и толщиной 3,0 мм, 4,8 мм или 6,0 мм.
Плиты ДВП облицовывают натуральным древесным шпоном, бумагой, тканью, пластиком, стекловолокном, металлом и пробкой.
Другие изготавливаемыеиз плит ДВП изделия имеют точное конечное назначение и производятся путем отделки лицевой стороны стандартных плит ДВП различными покрытиями или путем дополнитльной обработки плит. Например, твердые плиты ДВП выпускаются на заказ в окрашенном виде, а также с точными габаритными размерами, с масляной пропиткой, с различного вида облицовкой и с перфорацией.
Плиты MDF (medium density fibreboard = волокнистое покрытие средней плотности) производятся из древесных волокон путем прессования с клеем. Содержание клея варьируется в зависимости от типа продукции. Плиты MDF отличаются от прочих видов древесноволокнистых плит способом изготовления, а также содержанием клея. В изготовлении плит MDF используются волокна более тонкого размола. В основном плиты MDF применяются в производстве мебели, а также на их основе выпускается множество наименований другой листовой и панельной продукции для внутренних помещений со шпоновым покрытием или с окраской. В Финляндии плиты MDF не производятся.
ПОКУПКА ПЛИТ ДВП
При заказывании плит ДСП необходимо указать следующие сведения:
- номинальную толщину (мм)
- размер плиты (мм x мм)
- тип плиты (например, твердая плита ДВП)
- при заказе облицованных плит: наименование изделия или качество облицовки обеих поверхностей, толщину плиты (г/м2) а также тип защиты кромки (или защитной планки) и цвет плиты
- возможные дополнительные особенности обработки и их расположение (например, перфорация)
ХРАНЕНИЕ
На время хранения и транспортировки плиты из ДВП должны быть защищены от намокания, загрязнения, солнечных лучей, соприкосновения с землей, ударов и царапин. Плиты складируются в горизонтальном положении на ровные подставки. При необходимости в качестве прокладок используются деревянные бруски, располагаемые на расстоянии около 0,5 м друг от друга. Сверху стопа плит накрывается защитным материалом.
Перед установкой на место твердые и пропитанные маслом плиты ДВП обычно следует смачивать водой. Для этого воды требуется из расчета 0,25 литра на м2. Плиты хранят в кипах, смоченными поверхностями друг к другу и укрытыми пленкой около 3 суток и устанавливают на место во влажном состоянии.
Полутвердые и пористые плиты ДВП не смачиваются водой, но выдерживаются 2-3 суток при влажности, максимально приближенной к эксплуатационной. При этом плиты можно прислонить, например, к стене, отделив от соприкосновения друг с другом при помощи реек.
ОБРАБОТКА ПЛИТ ДВП ИНСТРУМЕНТОМ
Пиление
Для пиления подходят, например ручная или станковая дисковая пила. Небольшие пропилы можно делать также обычной ножовкой. Для фигурного выпиливания лучше воспользоваться лобзиком. Пористые плиты ДВП хорошо режутся также острым ножом.
Перфорирование
Твердые плиты ДВП, предназначенные для внутренней отделки можно заказать с готовой перфорацией. Плиты с перфорацией обычно используются из-за их акустических свойств или внешней декоративности. Перфорирование выполняется на станках. При заказе следует указать также диаметр отверстий и расстояние между ними. Диаметр отверстия может быть, например, ø 4,8 мм или 7,1 мм, а расстояние между отверстиями 19 мм или 25 мм. У некоторых производителей могут иметься собственные стандартные размеры отверстий и расстояний между ними. Поэтому при заказе следует выяснить, какие варианты перфорации может предложить производитель.
Изгибание
Из плит ДВП можно формировать гнутые изделия. Для этого подходят только твердые плиты ДВП толщиной не более 4,8 мм. Нормативный радиус изгиба исчисляется исходя из толщины плиты помноженной на 50. Так, радиус изгиба плиты толщиной 4,8 мм составляет около 250 мм. Помимо использования в отделке помещений, гнутые элементы из плит ДВП используются, например, в изготовлении бетонных опалубок. Гнутые элементы из плит ДВП следует крепить только шурупами.
КРЕПЛЕНИЕ ПЛИТ ДВП
Ветрозащитные плиты крепятся к деревянной основе с помощью оцинкованных гвоздей или скоб. Длина гвоздей должна составлять не менее 35 мм для плиты толщиной 12 мм, и 60 мм для плиты толщиной 25 мм. Плиты крепятся по краям на расстоянии от края плиты около 10 мм, с промежутком между точками крепления около 75-100 мм для плиты толщиной 12 мм и 200 мм для плиты толщиной 25 мм, а посередине плиты – с промежутком около 150-200 мм для плиты толщиной 12 мм или около 300 мм для плиты толщиной 25 мм. Ветрозащитные плиты располагают в направлении опор каркаса и крепятся к ним по всем сторонам периметра.
Пористые плиты крепятся к деревянной основе гвоздями. Длина гвоздей должна быть не менее 40 мм для плит толщиной 12 мм и 60 мм для плит толщиной 22 мм. Если к стене крепятся плиты толщиной 12 мм в два слоя, верхний слой плит крепится гвоздями длиной 75–100 мм.
Плиты крепятся по краям на расстоянии около 20 мм от края плиты, с промежутком между точками крепления около 150 мм и посередине плиты с промежутком около 300 мм. Промежуток между рядами точек крепления должен составлять около 400 мм. Твердые плиты ДВП крепятся гвоздями, шурупами, скобами и/или клеем. Для крепления плит ДСП гвоздями, длина гвоздей должна превышать толщину плиты минимум в три раза, и составлять не менее 30 мм. Длина шурупов должна быть минимум в 2,5 раза длинее ширины плиты и составлять не менее 25 мм. Плиты крепятся по краям на расстоянии около 10 мм от края плиты, с промежутком между точками крепления около 100 мм , а посередине плиты – с промежутком около 150-200 мм.
ОБРАБОТКА ПОВЕРХНОСТИ ПЛИТ ДВП
Плиты ДСП можно окрашивать, оклеивать обоями и ламинировать. Для окраски плит подходят все обычные красящие средства, предназначенные для деревянных поверхностей помещений.
Твердые плиты ДВП можно окрашивать без предварительной подготовки поверхности. Перед окраской пористых плит, плиты следует покрыть тонким слоем белой грунтовой краски, предназначенной для внутренних поверхностей или слоем обойного клейстера. В качестве альтернативы можно использовать готовые плиты заводской окраски.
После грунтовки швы между плитами зашлифовываются. При необходимости швы и выемки от гвоздей заполняются грунтовой краской. Тонкая бумажная лента (например, лента от бухгалтерского калькулятора) смачивается водой и накладывается на вертикальные швы. Плиты оклеиваются макулатурной бумагой и окрашиваются на два раза желаемой краской. Вместо макулатуры можно использовать стекловолокно или обойную бумагу.
Стены, обшитые пористыми плитами ДВП также можно оклеивать обоями. Если стены оклеиваются структурными, виниловыми или дуплексными обоями, сначале делается предварительная подготовка поверхности, как при оклейке макулатурной бумагой. При использовании очень гладких и тонких виниловых или бумажных обоев, плиты сначала оклеиваются макулатурной бумагой, а потом – обоями. При оклейке обоями следует учитывать рекомендации производителя обоев.
УТИЛИЗАЦИЯ И ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ ПЛИТ ДВП
Повторное использование плит ДВП
Если плиты ДВП б/у находятся в сухом и целом состоянии, в некоторых случаях их можно использовать повторно. Повторное использование плит ДВП предпочтительнее их выбрасыванию в отходы.
Утилизация отходов из плит ДВП
Поскольку плиты ДВП состоят в основном из чистой природной древесины, их можно уничтожать путем закапывания в землю, компостирования, вывозки на свалку или сжигания. Плиты ДВП без облицовки поверхности можно сжигать в печах и каминах желательно вместе с дровами.
ОБЛАСТИ ПРИМЕНЕНИЯ ПЛИТ ДВП
Строительство
- ветрозащита под кровлю и обшивка под нижними перекрытиями и в подпольях для укладки дополнительной теплоизоляции
- внутренняя облицовка
- дополнительная теплоизоляция
- бетонные опалубки и прочие временные конструкции (напр. ограждения стройплощадки, защитные сооружения)
Строительная промышленность
- центральная часть двутавровых балок
- задние стенки встроенной мебели
- материал поверхности оконных коробок
Транспортные средства
- autojen sisustukset отделка салонов автомобилей
Прочие сферы применения
- упаковки
- выставочные конструкции
покраска, инструкция, плюсы и минусы, фото и видео
Содержание:
Многие считают, что покраска древесноволокнистых плит ДВП – занятие простое и элементарное. Однако чаще всего данное мнение держится лишь до столкновения с практикой – количество проблем, с которыми может в этом деле столкнуться новичок, сложно переоценить.
Взять хотя бы основную – пористость, что является одной из основных черт данного материала. Обусловлена она самой технологией производства ДВП. Зато эта технология, заключающаяся в прессовке волокон дерева вкупе со связующими материалами, и позволяет ДВП при правильной обработке служить более 10 лет.
Чтобы пол смог похвастаться такой же продолжительностью жизни, очень важно грамотно обработать его, включая также и момент с покраской. Полы из листов оргалита очень пористые, так что краски они впитывают куда больше, чем деревянные и бетонные аналоги. Как вариант, специалисты предлагают загрунтовать поверхность – если же этого не сделать, положительного результата, конечно, можно будет достичь, но краски на все уйдет куда больше. Однако давайте рассмотрим все нюансы процесса более подробно. Итак, как покрасить пол из ДВП?
Достоинства пола из ДВП
Технология производства ДВП заключается в прессовке отходов деревообрабатывающей промышленности. Под давлением и высокой температурой из них получаются листы материала, одновременно легкого и гладкого. Его достоинства позволяют с равным успехом использовать ДВП как в облицовке пола и стен, так и в производстве мебели.
Среди достоинств материала следует выделить следующие:
- Невысокая цена. На производство ДВП идут различные отходы деревообработки и лесопиления, а также синтетические смолы и антисептик. В результате цена данного материала оказывается заметно ниже конкурентов.
- Прочность. На рынке представлена ДВП различной степени прочности – самая крепкая получила маркировку «СТ». Она с успехом применяется в промышленности на мебельном производстве, для облицовки стен вагонов и полов жилых помещений.
- Устойчивость к влаге. При условии качественной обработки и покраски материал обладает значительной влагостойкостью.
- Долговечность. В процессе производства материал покрывают пропиткой, защищающей древесину от образования грибка или воздействия насекомых. В результате ДВП способна сохранять первозданное состояние на протяжении долгого периода времени (прочитайте: “Плита ДВП для пола – виды и последовательность укладки”).
Недостатки материала
Как и любого другого материала, у ДВП помимо внушительного списка достоинств, есть и свои недостатки, которых, к слову, не так и много:
- Невозможность использования в несущих конструкциях.
- Односторонний декор.
Как следствие из всего вышесказанного, ДВП прекрасно подходит в качестве материала напольного покрытия, но требует при этом достаточно тщательной обработки.
Технология окраски
Принципиально окраска ДВП не отличается от окраски любого другого материала.
Выполняется она по этапам:
- Подбор необходимого инструмента.
- Подготовка поверхности.
- Выбор краски.
- Покраска пола из ДВП.
- Добавление защитного слоя.
Теперь пройдемся по всем пунктам по порядку.
Подбор необходимого инструмента
Прежде чем приступать к обработке поверхности ДВП следует заранее собрать весь инструмент, который может для этого понадобиться. Это позволит закончить работы с минимальными усилиями и в кратчайшие сроки – ведь в середине процесса не придется отвлекаться на то, чтобы найти нужную вещь.
Итак, для покраски потребуется:
- Меховой малярный валик (поролоновый не подойдет).
- Кисточка для краски (валиком везде достать не получится).
- Кювета, в которую можно будет макать инструмент.
- Шпатель (если планируется использовать герметик).
- Пылесос (после затирки поверхность потребуется очистить).
После того, как инструмент будет собран, можно приступать к подготовительным работам. Здесь имеется очень важный момент: перед тем, как производить какие-то работы с ДВП вначале требуется довести листы до определенного уровня влажности. В противном случае со временем они могут пойти волной, испортив весь пол. Сделать это достаточно просто – смачиваем теплой водой оборотные стороны листов, а после складываем их по парам и оставляем на сутки.
Подготовка поверхности
Краска на поверхность ДВП наносится исключительно с глянцевой стороны – шершавая для этого не предназначена. С другой стороны, уместно будет перед покраской пропитать ее грунтовкой. В сравнении с прочими поверхностями, ДВП из-за особенностей своего строения впитывает до 4 раз больше краски, так что грунтовка становится одним из необходимых этапов (прочитайте также: “Чем покрасить фанеру на полу для улучшения влагостойкости”).
Средства для грунтовки сегодня представлены в широком ассортименте на прилавках строительных магазинов. Обработка оргалита по традиции ведется олифой – средством как доступным, так и практичным, особенно на фоне импортных заменителей. Однако используется она лишь в разогретом свыше 40 градусов состоянии.
Что касается конкретной марки, то не следует гнаться за какими-то выдающими особенностями и громкими брендами, использовать лучше самую обычную олифу. Если же взять комбинированные составы, высока вероятность того, что сохнуть они станут куда дольше, источая при этом не самый приятный аромат.
Перед тем, как начать нанесение грунтовки, листы следует лишний раз очистить от грязи и пыли. Делается это при помощи обычной тряпки, но, если зачистка производилась наждачной бумагой, придется пустить в ход пылесос. Щели шпаклюются при помощи скотча или армированной ленты, а вся поверхность дополнительно обезжиривается спиртом или растворителем.
Наносится грунтовка при помощи валика с меховой шубкой. Специалисты рекомендуют не останавливаться на одном слое грунтовки. Если пропитать оргалит олифой три раза, то его влагостойкость повысится многократно.
Важный момент: для продления службы оргалита обработку следует производить после раскроя, но до укладки на пол, а самое пристальное внимание нужно уделить торцам.
Краска на поверхность ДВП наносится только после того, как слой грунта полностью высохнет.
Выбор краски
Покраска пола из ДВП производится при помощи практически любой эмали, но лучшим решением для оргалита окажется сверхтвердая краска, которая маркируется «СТ». Именно она сделает новоиспеченный пол максимально износоустойчивым. Конечно, в качестве альтернативы можно использовать и масляные или алкидные краски, а после закрепить их слоем лака. Краски на водной основе не подойдут – они просто не схватятся на водостойком покрытии оргалита. Парафин в его составе оттолкнет красящие вещества. Читайте также: “Крашеный пол – чем и как покрасить своими руками”.
Выбирая краску внимание следует обращать на ее характеристики, способ применения, а также совместимость с различными видами пропиток и грунтовок. Лучше заранее подсчитать расход, так как если краски не хватит, нужного цвета в продаже может и не оказаться. Всю подробную информацию производители размещают на банках, их фото часто можно найти в Сети.
Что касается цвета, то здесь никаких ограничений нет – можно целиком и полностью отдаться на волю фантазии.
Однако есть здесь и свои хитрости, которые помогут создать необычные решения:
- Имитировать натуральное дерево поможет разведенный битумный лак, нанесенный специальной кистью.
- Для отделки «под пластик» можно использовать белую глянцевую краску.
- Водоэмульсионная краска создаст эффект матовой поверхности.
Внимание: если вы решили использовать алкидную эмаль, работать придется в респираторе и перчатках, так как краска сама по себе токсична. Кроме того, после завершения необходимо будет проветрить помещение. Читайте также: “Как и чем покрасить деревянный пол в доме – обзор подходящих лакокрасочных материалов”.
Нанесение краски
Для покраски не рекомендуется использовать поролоновую губку или кисть – это не позволит распределить краску максимально ровно, вследствие чего скорее всего останутся разводы. Наилучшим выбором здесь станет пульверизатор, но обойтись можно и обычным меховым валиком.
Если же работать вы станете с относительно небольшой площадью, можно будет обойтись и краской в баллончиках – ведь пульверизатор у нее встроенный, так что покраска пройдет заметно быстрее, а результат сможет порадовать качеством. При покупке стоит лишь учитывать и сравнивать цену обоих вариантов: баллончиков и банки краски.
Перед тем, как начать покраску, содержимое банки следует тщательно перемешать. Если краска окажется слишком густой, в нее можно добавить растворителя, который после, опять же, перемешивается.
Важно: если во время работ вам покажется, что в каких-то местах краска впиталась плохо или, наоборот, слишком хорошо, то не следует тут же поправлять ее – следует дождаться полного высыхания слоя.
На второй слой красить следует лишь после полного высыхания первого – чаще всего на это требуется порядка суток. Не стоит допускать распространенную ошибку и устраивать в доме сквозняк, чтобы высохло быстрее. На второй слой используется густая, не разведенная, краска. Третий слой наносится также после полного высыхания второго.
Важное замечание: покраска оргалита не только и не столько улучшает внешние характеристики материала, сколько продлевает срок его эксплуатации. Также важно, чтобы краска и грунтовка совпали по основе.
Добавление защитного слоя
Сама по себе краска уже может сформировать достаточно надежное защитное покрытие, но увеличить срок службы пола можно, добавив дополнительную защиту, которая еще и самым благоприятным образом повлияет на интерьер в помещении.
Наиболее распространенным решением в таких случаях является лак. Его основа также должна совпадать с основой грунтовки и краски – тогда он не начнет шелушиться со временем. Подобное решение позволит сделать покрытие более устойчивым к истиранию.
Есть и более интересные и необычные варианты. Например, ламинированные листы ДВП – они не только требуют никакой обработки, но уже и заранее покрашены. Вот только укладывать их будет сложнее – потребуется следить за выравниванием стыков и герметизацией. Кроме того, специалисты рекомендуют все-таки использовать лак в качестве дополнительной обработки против истирания. Крепление ламинированного оргалита производится на клей.
Выводы
Как можно увидеть из всего вышесказанного, вопрос как покрасить пол из ДВП решить совсем не сложно. Справиться с этим может даже новичок – никаких особых навыков и инструмента не требуется. Однако справедливости ради стоит отметить, что данный вариант – отнюдь не единственный.
Многие вместо покраски предпочитают обклеить пол обоями, а после в несколько слоев покрывают его лаком. Подобное решение также имеет свои достоинства и недостатки, но поможет сохранить листы от влаги и сырости. Кроме того, сегодня в магазинах можно найти обои самых разнообразных цветов и рисунков, что открывает простор для дизайнерской фантазии.
Чем и как покрасить ДВП?
Очень часто при ремонте помещений или строительстве используются древесноволокнистые плиты. И, конечно, обязательно возникает вопрос – чем и как покрасить ДВП. Материалов на строительном рынке очень много, поэтому стоит более детально ознакомиться с этим вопросом.
Особенности материала
Большинство начинающих мастеров думает, что покрасить ДВП своими руками – это, вообще, самое легкое, что может быть в строительных или ремонтных работах. Однако чтобы весь процесс прошел успешно, в итоге поверхность радовала глаз и была качественной, нужно обязательно учитывать особенности материала.
ДВП представляет собой плиты, состоящие из прессованных отходов промышлености деревообработки. Давление и высокая температура, под воздействием которых происходит изготовление плит, позволяют сделать их легкими и гладкими. Они подходят для изготовления мебели и обшивки внутренних поверхностей в помещениях.
К достоинствам данного материала можно отнести следующие:
- приемлемая цена, на которую влияет то, что плиты изготавливаются из отходов деревообработки;
- прочность, позволяющая долго пользоваться вещами, в изготовлении которых участвовала ДВП;
- влагоустойчивость, но обеспечить ее можно с помощью специального покрытия на этапе обработки;
- долгий срок эксплуатации – он будет зависеть от правильной обработки и использования материала.
Недостатков не так уж и много. Один из них – это то, что использование ДВП для обустройства несущих конструкций исключается. Кого-то не вполне устраивает дизайн плит.
Кроме того, нужно помнить, что во влажных помещениях сами по себе плиты использовать нельзя, их нужно тщательно обрабатывать специальными составами.
Разновидности покрытия
На полках строительных магазинов сегодня присутствует очень большое разнообразие всевозможных красок, на упаковках которых содержится подробная характеристика продукта и для каких целей применяется. Чаще всего потребителям предлагается быстросохнущая краска и во многих случаях без запаха, что позволяет производить работы и спокойно находиться в этом помещении, без риска получить отравление или даже обычную головную боль. При обработке ДВП можно воспользоваться следующей эмалью:
- водоэмульсионная;
- алкидная;
- масляная;
- акриловая.
Выбирая покрытие, следует учитывать, для какой поверхности оно предназначается.
Для пола следует выбирать краску с маркировкой СТ, она более устойчива ко всем воздействиям. Хорошим вариантом будут алкидные и масляные краски, но потребуется финишная обработка лаком. Что касается цветовой палитры, то она просто неограниченна. Можно купить как готовые цвета краски, так и создать собственные оттенки, используя различные колеры.
Предварительная подготовка к покраске
Перед тем как покрасить поверхность, ее обязательно нужно правильно обработать. Составы, которые предназначены для этого, называются по-разному – грунтовка, морилка, олифа, но суть воздействия у них общая. Все эти средства позволяют улучшить качество покрытия и внешний вид. Они способны защитить ДВП от влаги, грибка, сырости и увеличить срок эксплуатации. В некоторых случаях возможно изменение цвета и придание блеска поверхности.
Перед работами, помимо специальных составов, нужно подготовить и инструменты – валики, кисти, специальные емкости, в которые удобно наливать состав непосредственно перед работой. Большие площади удобнее грунтовать большими валиками на длинных ручках. В труднодоступных местах на помощь придет кисточка. Специальная емкость удобна тем, что можно хорошо окунуть валик в раствор, при этом убрав излишки. И при этом процесс работы будет быстрым и аккуратным.
Прежде чем покрыть плиты каким-либо составом, следует их очистить от пыли, протереть влажной тряпочкой, и если нужно – дать просохнуть. Обработать ДВП любым выбранным составом можно и до их укладки на пол или установки на стены или потолок. Покрыть грунтовкой лучше не только с внешней стороны, но и с торцов.
Шпаклевать щели и другие неровности нужно, когда листы уложены на пол или прикреплены к стене. Потом нужно дать время шпаклевке высохнуть. Грунтовать поверхности желательно несколько раз с промежутком в несколько часов, чтобы каждый слой хорошо впитался.
От того, насколько качественно проведены подготовительные работы, зависит качество покраски и дальнейший срок их службы. Последним этапом после всех работ станет покрытие поверхности лаком.
Как красить?
Когда все предварительные работы закончены, наступает время покраски. Чтобы покрасить нужную поверхность, предварительно нужно хорошо рассчитать расход краски, это, кстати, без проблем сделают в строительном магазине консультанты. Важно купить необходимое количество сразу, поскольку если краски не хватит, есть вероятность того, что оттенок в следующей банке хоть чуть-чуть, но будет отличаться. Если краска останется лишней, то есть вероятность того, что в скором времени она засохнет, если ее не использовать.
Чтобы покрасить панели на потолке, нужно подготовить необходимые вещи, прежде всего, лестницу. Если такой нет в наличии, заменить ее сможет устойчивый стол. Далее прокрашиваются поверхности в труднодоступных местах, например, углах, затем валиком можно красить любые поверхности. Продвигаться нужно от внутренних частей помещения к выходу. Для таких работ желательно защитить волосы и глаза во избежание попадания капель краски на лицо и голову. Не стоит обмакивать валик слишком сильно краску, как и кисть, чтобы с нее капало. Лучше потом пройтись еще раз кистью повторно по потолку, тем более обычно покраска производится в два слоя.
Если предварительно была произведена грунтовка, краска будет ложиться на поверхность ровно и легко.
На стене принцип будет таким же. Но здесь вполне можно обойтись без лестницы, если приобрести специальный валик с длинной ручкой. Благодаря такому приспособлению краска ложится равномерно, быстрее сохнет, работы идут легче и быстрее. Начинают также со сложных мест и внутренних углов, продвигаясь к внешним.
На полу красить удобнее кистью, но это решает сам мастер. Перед покраской нужно обратить внимание на то, что пол должен быть идеально чистым. И даже если его уже обрабатывали, непосредственно перед покраской лучше пройтись пылесосом. Продвигаться внутри дома нужно тем же способом, начиная от окон – и к входной двери. При покраске полов следует все вещи выносить из помещения сразу.
Красить кусками нет смысла, поскольку при передвижении мебели или других предметов свежую краску можно поцарапать. Какой бы ни была краска быстросохнущей по обещаниям производителя, ей все рано нужно дать достаточное время для высыхания. Как минимум сутки пол трогать нельзя, а лучше двое или трое. Но это все зависит от состава краски, информация об этом содержится на банке, как и о сроках высыхания.
Очень часто в квартирах и домах ДВП используют не только для обшивки поверхностей (пола, стен, потолка), из древесных плит делают межкомнатные двери, арки, перегородки. Красить их не сложнее, чем ровные площади, с той лишь разницей, что труднодоступные места, рельефы нужно тщательнее обрабатывать маленькой удобной кисточкой и хорошо прокрашивать.
Важным моментом является не только подготовка инструментов, поверхностей и сам процесс покраски, но и техника безопасности.
Несмотря на то что современная краска, изготовленная по новейшим технологиям с применением безвредных компонентов во многих случаях, не имеет резкого запаха, тем не менее не стоит целый день «вдыхать ее ароматы» в закрытом помещении. Окна лучше открыть, чтобы обеспечить доступ свежего воздуха в помещение. Но при этом нужно учитывать важный нюанс, с окон может лететь пыль и грязь, которые легко ложатся на свежевыкрашенные панели. Поэтому нужно позаботиться о том, чтобы на оконной раме была специальная сетка или закрепить обычную марлю. Если все это происходит зимой, то периодически нужно проветривать помещение.
О том, как покрасить ДВП, смотрите в следующем видео.
чем обработать плиты от влаги, выбираем водостойкие двп-листы для пола
Если говорить не о стройке, а об отделочных работах, то все чаще в этой области стало всплывать название «МДФ» — волокнистый материал средней плотности. Из ламинированного листового МДФ делают межкомнатные двери. Каркас из деревянных планок обшивают этим материалом, получая бюджетные изделия, которые выглядят очень неплохо. Звукоизоляционные характеристики зависят от типа заполнения каркаса, а долговечность самого изделия — от качества ламинирования и жесткости пленки.
Из древесно-волокнистой массы можно сформировать любые рельефы
Технология производства позволяет создавать не только листовые древесно-волокнистые изделия. Форма пресса, теоретически, может быть любой. Поэтому из МДФ стали делать различного рода погонаж — наличники для отделки все той же дверной коробки, плинтуса и другие подобные изделия. Их можно подобрать в цвет дверей и похожие по форме.
Такие плавные линии можно сделать только с использованием дерева или МДФ
Из МДФ стали делать фасады корпусной мебели. Например, кухонные. Причем если мебель из ДСП имеет линейное строение, из размолотых древесных волокон формуют изогнутые, плавные, скругленные формы. Все это позволяет создать большее видовое разнообразие. Используя ту же технологию, делают стеновые панели МДФ. Это не только ровные гладкие листы, но и с рисунком разного вида/типа.
Жесткие волокнистые материалы
В некоторых областях находит применение ХДФ — материал высокой плотности. В частности, за счет жесткости, с ним удобно работать при формировании ажура. Используя лазерные резаки, на тонких ламинированных или крашеных плитах ХДФ формируют прорезной ажур. Из ажурных плит делают различные декоративные элементы, в частности — экраны на радиаторы.
Перфорированный ХДФ хорош для декора
Из ХДФ формируют некоторые виды отделочных материалов. Плиту покрывают слоем пленки или красят. Поверхность может быть гладкокрашеной, имитировать древесину, каменную поверхность и т.д. Если материал сформован в виде планок с замками, получается тот самый ламинат. Если материал сделан в виде листов — ими можно обшивать стены, потолок, использовать для отделки рабочей зоны на кухне — кухонного фартука.
Наверняка есть и другие области применения ДВП разной плотности. И, скорее всего, будет и другое применение. Технология гибкая, позволяет получать различные по свойствам материалы.
Древесно-стружечные плиты (ДСП) и ДВП являются распространенными представителями древесных плит, а потому их часто сравнивают между собой. Различие в материалах закладывается на стадии изготовления.
В ДСП древесные волокна имеют форму стружки, которая вытягивается в определенном направлении, а для их закрепления используется связующее вещество, часто содержащее формальдегиды. ДВП формируется из мелко дробленных частичек, а нетоксичная смола применяется в качестве наполнителя.
С учетом структуры и состава плит ДСП уступает ДВП по таким показателям:
- экологическая чистота;
- удельная механическая прочность;
- водостойкость при обычном исполнении.
Главное преимущество ДСП – возможность изготовления плит толщиной до 50 мм (ДВП – до 12 мм). Несмотря на то, что ДСП уступает ДВП по многим показателям, именно толщина играет порой решающую роль. Там где нужна высокая механическая прочность (перегородки, перекрытия, облицовка стен, корпусная мебель и т.д.) преимущество остается за ними.
Более низкая стоимость ДВП делает материал привлекательным при отсутствии серьезных нагрузок – выравнивание поверхности, подложка под облицовочный материал, внешняя отделка, задние стенки мебели. Ламинированные изделия имеют декоративный вид и не требуют дополнительного покрытия
Кроме того, следует использовать такое важное преимущество ДВП, как влагостойкость
- обработка стружки
- обработка лицевой поверхности ДСП
- обработка ДСП – защита торцов
Обработка стружки
Такая обработка ДСП
производится ещё в момент производства. Для этого стружку для изготовления ДСП пропитывают формальдегидными смолами. Такие смолы плотно склеивают стружку, не допуская при этом проникновение влаги во внутрь плиты. Для этих же целей используют мочевиномеламиновые смолы они более плотно склеивают волокна и соответственно обладают более высокими водоотталкивающими свойствами.
От влаги на этапе производства может производится также жидким парафином. Пропитав им стружку можно защитить плиту от проникновения влаги.
Чем обработать ДСП от влаги? Один из главных и приоритетных вопросов на производстве этого материала.
Как защитить ДСП от влаги:
- ламинация. В процессе ламинации на подготовленную и отшлифованную поверхность ДСП наносят меламиновую пленку под воздействием высокой температуры (200 градусов) и высокого давления (25 МПА). Происходит полимеризация поверхности. при помощи ламинации помогает защитить материал от воздействия влаги, солнечных лучей, перепада температур и различных повреждений.
- Каширование. Процесс каширования похож на ламинарию, но является более щадящим. в этом случае происходит при более низкой температуре (до 150 градусов) и меньшем давлении (до 7 МПА). Пленка под давлением наносится на поверхность ДСП обработанную клеем. Каширование менее устойчиво к воздействию влаги нежели ламинация, а также страдает от различных механических воздействий. Пленка может отслаиваться, вздуваться и растрескиваться.
- Окрашивание поверхности. при помощи краски один из самых доступных методов защиты ее от влаги. С помощью этого метода вы сможете обработать ДСП самостоятельно в домашних условиях. Достаточно соблюсти ряд несложных правил:
- Перед окрашивание необходимо очистить ДСП от грязи и пыли, отшлифовать Ее
2. Затем покрыть слоем разогретой олифы
4.Теперь можно переходить к окрашиванию. Краску наносят в несколько слоёв, дождавшись полного высыхания каждого из них.
- Оклеивание ДСП полимерной пленкой или полимерным пластиком. Такой вид обработки ДСП подразумевает собой нанесение на поверхность материала защитного слоя в виде пленки или полимера. Для таких целей чаще всего используют поливинилхлоридные пленки. Перед тем как наклеивать Ее на поверхность необходимо Ее тщательно очистить, ведь любая даже самая маленькая частичка пыли может испортить внешний вид материала неровностью и шероховатостью. Оклеивание ДСП пленкой не является долговечным методом защиты. Пленка имеет низкие защитные характеристики, страдает от перепада температуры.
- Шпонирование ДСП. Этот метод заключается в облицовке поверхности ДСП натуральным шпоном. Данный метод не особо популярен, так как шпон не стоек к механическим повреждениям. Следить за шпонированой ДСП будет сложно.
Обработка ДСП – защита торцов
Ещё одним уязвимым местом для проникновения влаги в ДСП являются торцы
Потому их обработке следует уделить особое внимание. Чем покрыть ДСП?
Обработка ДСП по бокам производится с помощью:
клея ПВА. Торцы тщательно промазывают клеем, дают высохнуть и затем наносят ещё один слой.
Силикона.
- Строительного герметика
- Мебельного лака
- Жидкого парафина
Используемого для пола может быть выполнена с помощью разогретого столярного клея смешанного с опилками. Это простой и недорогой дедовский метод.
Надеемся информация о том чем обработать ДСП от деформации и влаги станет для вас полезной.Ирина Железняк, Собкор интернет-издания “AtmWood. Дерево-промышленный вестник”
Насколько информация оказалась для Вас полезной?
ДСП являеся одним самых доступных строительных материалов, поэтому многие интересуются вопросом о том: чем пропитать данный материал от влаги? И, если в летнюю пору попадание влаги на пол имеет малую вероятность, то зимой она формируется в любом случае. В этой статье мы дадим дельные советы о том, как и чем, пропитать ДСП от влаги?
Существуют два способа производства ДВП: сухой и мокрый. При мокром способе вся масса древесного волокна поступает в бассейн. Там она проклеивается масляной эмульсией и специальными влагоотталкивающими материалами. Чтобы волокна при этом не налипали на плиту и сетку, применяется парафин.
После этого масса подаётся на сетки, чтобы убрать из неё всю лишнюю влагу. Затем в специальной камере проводится термическая обработка и влагообработка. Этот процесс проводится в два этапа. Сначала плита разогревается до 160 — 170° С. Такая температура поддерживается несколько часов подряд. По окончании этого в материале содержится 91% древесных волокон, 2% склеивающих добавок и 7% влаги.
Сухой способ аналогичен мокрому, но имеет и свои особенности. Волокна транспортируются и формируются с помощью воздуха, а не воды. В них вводится синтетическая смола. Масса осаждается на сетке, под которой обеспечивается искусственно созданный вакуум.
Производство древесноволокнистых плит — подложки для ламината
Преимущества ДВП
Древесноволокнистые плиты имеет немало положительных качеств. Среди них следующие:
- Это экологически чистый материал.
- Листы ДВП, созданные на основе древесной стружки, очень прочны.
- ДВП не деформируются со временем.
- ДВП достаточно просты в обработке.
- Отличаются устойчивостью к влаге. Не набухают, даже если достаточно долго находятся в воде. Впрочем, для отделки помещений, подверженных воздействию сырости, не рекомендуется использовать плиты древесноволокнистые сухого способа производства.
- При работе с ними можно применять шурупы и гвозди.
- На них можно наносить любые покрытия для защиты или декора.
- ДВП – недорогой материал.
Недостатки ДВП
Однако, несмотря на все эти преимущества, имеются у ДВП также и недостатки. Основной из них состоит в том, что изготовить листы с высокой толщины нет возможности. Обычно она составляет 1 – 1,2 см. Потому использовать такие плиты можно лишь в определённых областях. Хотя это и довольно прочный материал, но высоких поперечных нагрузок он выдержать не сможет.
Сырьё
Древесное волокно
Сырьём для производства ДВП служат переработанные в древесное волокно при помощи дефибраторов древесная щепа, дроблёнка, костра растений. В древесную массу добавляют гидрофобизаторы: парафин, канифоль (повышает влагостойкость). Для повышения физико-механических свойств в композит вводят синтетические смолы (количество смолы варьируется от 4 % до 8 %, в зависимости от соотношения хвойных-лиственных волокон). При производстве мягких плит связующее может не применяться ввиду склейки лигнина, входящего в состав волокон, при высоких температурах. Также применяются специальные добавки, такие как антипирены, антисептики. Для производства сверхтвёрдых древесноволокнистых плит (марка СТ) применяют пропитку, являющуюся побочным продуктом переработки таллового масла — пектолом. Прочность плит возрастает на 20-30 %.
Панели – древесноволокнистые плиты. Они подходят для внутренней отделки. Производят из качественной древесины, которая измельчена и спрессована под высоким давлением.
По недавним технологиям волокна связывались формальдегидными смолами. По нормам современного производства применяются безопасные эвкалиптовые смолы. Но поэтому цена материалов увеличилась. Зато листовые ДВП стали чаще применять в отделке домов и квартир.
Поверхности ламинируются – это делает ДВП устойчивыми к термическим воздействиям, нагрузкам. Время полезной эксплуатации по гарантии 10-15 лет в зависимости от производителя.
Особенности
К преимуществам относится широкий выбор фактур, оттенков. Облицовка плитами имитирует натуральный камень, древесину, дорогую плитку. Ремонт в стиле хай-тек можно получить также с помощью имитации кирпичной кладки. Цена материала в разы выгоднее по сравнению с натуральными и природными аналогами.
На ровные стены ДВП можно приклеить клеем, активно применяется сцепление шип-паз.
Особенности монтажа
Производители утверждают, что продукция отличается от советского ДСП, хотя принципы производства у этих материалов схожи. Отличия легко заметить даже невооруженным глазом:
- Выделяется кромка. У ДВП она равномерная, плотная из мелкой стружки, волокна увлажняются, соединяются с растительными смолами, прессуются под воздействием высоких температур.
- Ламинирование поверхности ДВП любым цветом, текстурой.
- Лицевая часть оформляется под дерево, плитку, мрамор, гранит и т.п.
- Возможность нанесения узоров, лепнины, зеркальных вставок, репродукций картин.
- ДВП намного прочнее, плиты хорошо удерживают саморезы, увеличивая жесткость сцепления со стенами, надежность крепления рамок, светильников т.д. Следует учитывать толщину панели в конкретном случае.
- К каждому типу ДВП дополнительно выпускается погонаж – фурнитура для оформления стыков, скрытия дефектов на стенах. Это плинтусы, молдинги, уголки, наличники.
Виды панелей
Итак, панели для отделки стен изнутри здания бывают:
- Наборные – популярный тип с хорошими декоративными характеристиками, ускоряет работу. Доска 6-25 мм толщиной, до 4 м длиной, шириной от 15 до 30 см – это помогает выполнить отделку разной сложности. Предусмотрено замковое крепление. Покрытие бывает двухсторонним, что улучшает защитные функции.
- Листовые – характерен большой размер листов, что позволяет обшивать большие по площади помещения. Часто используют для отделки фартука в кухне. Устанавливают встык, подгоняя края или с соединительной планкой.
- Форма плитки – отделка отличается небольшими размерами фрагментов – 30 на 30 см, 98 на 98 мм. Фиксируют их стыковкой, некоторые виды имеют замковое соединение. Материал хорошо дополняет оформление спальни, гостиной.
Исходным сырьем для производства ДВП являются отходы деревообрабатывающей отрасли: щепа, опилки, костра (одревесневшие части стеблей прядильных растений). Сырье промывается, из него удаляются посторонние включения, затем сушится. Высушенный материал, дробится в специальных машинах (дефибраторах и рафинаторах) на мельчайшие частицы — волокна. Степень помола может быть от грубой до мельчайшей. Далее процесс отличается для разных способов производства.
Исходное сырье для производства ДВП
Прессование идет под высоким давлением — 3-5 МПа и высокой температуре — выше 300°С. За счет этого и происходит скрепление и уплотнение материала. Перед прессованием, в исходный материал добавляются дополнительные компоненты, изменяющие свойства материала — связующие (синтетические смолы), гидрофобизаторы, антипирены и т.д.
Способы формования
Есть два способа производства ДВП — мокрое и сухое прессование. «Мокрый» метод более экологичен. При мокром прессовании используется меньшее количество связующих (иногда, вообще без синтетических добавок), но материал получается более дорогим, так как процесс более энергоемкий. На сушку одного листа уходит до 15 минут, что ограничивает производительность прессов, следовательно, повышает цену материала. При таком методе, в измельченный материал вводятся необходимые добавки, вода. Жижа поступает в дозатор, который выкладывает ее ровным слоем на ленту. Для более быстрого удаления воды, лента имеет сетчатую структуру. После прохождения пресса тыльная сторона такого ДВП имеет отпечаток этой мелкой сетки.
При мокром прессовании некоторые сорта ДВП могут быть сделаны без добавления постороннего связующего. Под давлением и при высокой температуре, из древесных волокон выделяется лигнин (вещество, характеризующее одеревеневшие стенки растительных клеток). Он является натуральным связующим. Лигнин в значительных количествах содержится в древесине хвойных пород. Но не для всех сортов ДВП природного связующего достаточно. В этом случае добавляется от 4 до 7% синтетического связующего.
Тип формования легко отличить по тыльной стороне плиты
При сухом прессовании, обычно в массу добавляют синтетические смолы, которые связывают волокна. Именно этот метод позволяет получить ДВП большой толщины — до 12-15 мм, некоторые завод могут выпускать питы толщиной до 40 мм. На уплотнение и прессование сухой массы уходит намного меньше времени – 3-5 минут в зависимости от класса и толщины. Производительность пресса возрастает в разы. К тому же в сухую массу кладут меньшее количество добавок — они не вымываются водой. Все это ведет к снижению стоимости материала. Но дешевые связующие содержат формальдегид, а его содержание необходимо контролировать, так как в больших количествах он вреден для здоровья.
Для производства мебели и отделочных работ в помещениях, должен использоваться материал с классом эмиссии формальдегида Е0,5 или Е1. Это, как правило, ДВП мокрого прессования. Отличить ДВП, сделанное мокрым способом, можно по отпечатку сетки на тыльной стороне листа (смотрите фото выше).
Завершающие процессы
При высокотемпературном прессовании происходит склеивание частиц между собой. Времени нахождения под прессом не всегда достаточно, поэтому уже сформованные листы переносят в специальную камеру, где при высокой температуре происходит «дозревание» материала. ДВП держат тут несколько часов. За это время волокна спекаются, склеиваются, материал становится однородным и прочным.
Древесноволокнистые плиты имеют разную толщину
Из камеры плиты выходят, практически с нулевой влажность и начинают активно впитывать влагу из воздуха. В результате этого процесса, края листов разбухают. Чтобы избежать данного недостатка, материал переносят в другую камеру, где его доводят до нормальной влажности. И только после этого, листовой ДВП может идти в продажу или на другие станки — для покраски, ламинирования.
Что хорошо, так это то, что технология производства древесно-волокнистых плит пластична. Пресс может иметь любую форму, что позволяет делать не только листовой материал, но и фигурные изделия. Например, плинтуса или мебельные фасады.
Технология производства древесно-волокнистых плит позволяет делать их разной плотности. В зависимости от плотности они имеют различные технические характеристики и область применения. Различают такие виды ДВП:
- Малой плотности. Называют еще мягкими, обозначаться могут при помощи приставленной буквы «М» — ДВП-М. Довольно рыхлый материал плотностью 200- 350 кг/м³. Толщина листа может быть 8, 12, 16, 25 мм. При желании можно найти до 40 мм. Используются обычно для звукоизоляции или как отделочные/обшивочные в местах, не подвергающихся нагрузке.
ДВП малой плотности имеет рыхлую структуру, используется как утепление и звукоизоляция - Средней плотности — до 850 кг/м³, толщина листа может быть 8, 12, 16, 25 мм. По классификации проходят тоже как мягкие.
- Полутвердые — от 860 до 900 кг/м³, толщина листа 6, 8, 12 мм.
- Твердые (ДВП Т) — 950 кг/м³, толщина листа 2.5, 3.2, 4.5 и 6 мм.
- Сверхтвердые (ДВП-СТ) — 960-1000 кг/м³, могут быть толщиной 2.5, 3.2, 4.5 и 6 мм.
Твердые и сверхтвердые марки применяют там, где важна стойкость к механическим воздействиям. В бытовом строительстве и отделке домов/квартир, ДВП-Т кладут на пол, могут обшивать ими стены.
Виды твердых плит
При всем при том, твердые древесно-волокнистые плиты общего назначения бывают нескольких видов — с разными лицевой и тыльной сторонами. Согласно ГОСТу, твердые древесно-волокнистые плиты имеют такую маркировку:
- Т – твердые плиты с необлагороженной лицевой поверхностью. Часто называются еще «техническим» ДВП. Используется для работ, в которых не важен внешний вид.
- Т-П – твердые плиты с подкрашенным лицевым слоем. Это так называемый оргалит. Применяется в мебельной промышленности для задних стенок в шкафах, столах и т.д.
Выбор расцветок широк - Т-С – твердые плиты с лицевым слоем из тонкодисперсной древесной массы. Одна сторона листа имеет тот же цвет, но гладкая, как покрытая лаком. Может применяться для обшивки каркасных построек изнутри. Требует минимальных отделочных работ. На такую поверхность стразу можно клеить обои, но снимать их будет очень неудобно. А вот шпаклевка на заглаженную поверхность ложится плохо — скатывается.
- Т-СП – твердые плиты с подкрашенным лицевым слоем из мелкоразмолотой древесной массы. Может использоваться как финишный отделочный материал.
Марки твердого ДВП могут быть двух классах — А и B. Их отличают по качеству. Как видите, даже в одном классе есть разные материалы. При одинаковых (или почти одинаковых) технических характеристиках, имеют они различные области применения.
Подвиды сверхтвердых волокнистых плит
Сверхтвердые древесно-волокнистые плиты, в бытовом строительстве и ремонте используются редко — слишком большая цена, а высокие плотность и жесткость могут быть и не востребована. Иногда чрезмерная жесткость может быть неудобной.
По стандарту есть два вида такого материала:
- СТ – «строительная» марка, не слишком привлекательная внешне;
- СТ-С – с гладким лицевым слоем — мелкоразмолотая древесная масса уплотнена до очень гладкого состояния.
Плотные и гладкие плиты
Ламинированных или декоративных видов практически не бывает — слишком тяжелый и жесткий для отделки материал тоже не нужен.
Названия в зависимости от плотности
Еще древесно-волокнистые плиты имеют разные названия в зависимости от плотности. Обычно это калька (транслитерация) английских/международных названий. Хотя, под тем же названием, в других странах зачастую подразумевается другой материал.
- ЛДФ — от английского low density fiberboard — LDF. В переводе — ДВП низкой плотности. В действительности, так называют материал средней плотности, просто имеющий характеристики на нижней границе зоны. К мягким древесным плитам никакого отношения не имеет.
Характеристики МДФ - MДФ — от английского medium density fiberboard — MDF. В переводе — средней плотности древесно-волокнистая плита. Если говорить о стандартах, то этот материал соответствует ГОСТовским определениям ДВП средней плотности.
- ХДФ — hight density fiberboard — HDF. По характеристикам можно поставить в соответствие марку ДВП-Т (твердые).
Плиты ХДФ имеют обычно небольшую толщину и используются для фрезерования узоров
Как видите, четкого разграничения нет. Еще путаницы добавляют неправильное применение названий. В общем, каждый раз надо уточнять, что именно говорящий имеет в виду под тем или другим термином.
Микроструктура древесины хвойных пород и лиственных — различна. Так, идущие вдоль ствола трубочки — сосуды, по которым поднимается влага от корней к кроне — есть только у лиственных деревьев. Зато в стволах хвойных пород есть межклеточные пространства, заполненные смолой (смоляные ходы). Разнятся свойства и конкретных пород.
Характеристики большинства древесных композитов зависят от свойств дерева, из которого они выполнены. Например, плотность дсп, фанеры из древесины тополя — 450 кг ⁄ м3, берёзы — 650, из хвойной — 550. Из павловнии получают фанеру в 1,7 раза легче берёзовой.
Свойства изделий из разделённой на волокна древесины сохраняют связь с породой, но менее значимую. Макроструктура исходного твёрдого сырья слабее влияет на качественные показатели мдф и хдф.
Опытным путём установлено, что плиты из волокон хвойных деревьев наиболее прочные. Причиной тому особенности фракционного состава древесной массы, форма частиц. Что касается конкретных лиственных пород, то прочнее прочих мдф и хдф из берёзы, «слабее» из ольхи, осины.
Включение лиственной древесины в сырьевую композицию строительного материала чревато снижением его физико-механических характеристик. Плотность и разбухаемость почти не страдают, уменьшается предел прочности на изгиб.
ДВП– обзор | ScienceDirect Topics
Борметт Д.В., Общее эффективное термическое сопротивление контейнеров из гофрированного картона, USDA For. Сер. Res. Пап. FPL 406 (1981), 12 стр.
Эффективное термическое сопротивление контейнеров из гофрированного картона определялось в зависимости от скорости воздуха (0–5,4 м / с) и толщины картона. Отмечены различия в нагреве и охлаждении для плит толщиной менее 20 мм. Эта информация полезна для рассмотрения того, как продукты и замороженные продукты будут вести себя во время транспортировки.Было обнаружено, что эффективное тепловое сопротивление упаковки из гофрированного картона составляет примерно 0,18 К-м2 / Вт (хотя внешняя граница раздела воздуха и поверхности раздела коробчатого продукта может эффективно удвоить или утроить это значение) для упаковки из крафт-лайнера (толщиной 0,33 мм) до 1,10. для ящика из гофрированного картона с толщиной стенок 51 мм, как показано в Таблице 12.1.
Таблица 12.1. Общее эффективное тепловое сопротивление (указаны значения R или K-m 2 / Вт) кубического гофрированного контейнера
| Суппорт плиты (мм) | Скорость воздуха (м / с) | ||
|---|---|---|---|
| 0.0 | 1,8 | 5,4 | |
| 0,00 | 0,33 | 0,14 | 0,13 |
| 0,33 | 0,42 | 0,19 | 0,18 |
| 4,23 | 0,45 | 0,31 | 0,28 |
| 12,7 | 0,61 | 0,50 | 0,50 |
| 25,4 | 0,80 | 0,73 | 0,70 |
| 50.8 | 1,10 | 1,04 | 1,04 |
Из USDA For. Сер. Res. Бумага FPL 406 (1981).
Технические информационные листы (TIS) TAPPI с номерами от 0303 до 0305 и несколько от 0306 до 0309 охватывают различные аспекты подготовки гофрированной среды и крахмального адгезива.
DiDominicis, A.J. и Г. Кляйн, Гофрирование, в Pulp and Paper Chemistry and Chemical Technology , 3-е изд., J.R. Casey, Ed., 1983, Wiley, New York, pp 2373–2398.
Маркстром, Х., Методы испытаний и инструменты для гофрированного картона , 3-е изд., Lorentzen & Wettre, Стокгольм, 1992, 77 стр.
Продвигая инструменты тестирования издателя, он является полезным и относительно беспристрастным источником теории методов тестирования. Обычно он предоставляется бесплатно.
McKee, R.C., J.W. Гандер и Дж. Р. Вачута, Формула прочности на сжатие для гофрокоробов, Картонная упаковка, 48:19, 149–159 (1963).
Деханкар Р.Н., Лангде А.М., Сиддики С., Тидке Д.Д., Обзор производства бумажных гофроящиков, используемых в упаковке товаров. Журнал IOSR по машиностроению и гражданскому строительству, стр. 28–30 www.iosrjournals.org Международная конференция по достижениям в области инженерии и технологий – 2014.
Это исследование обобщает принцип сокращения конструкции гофроящика, используемого при упаковке товаров. Затем он проводит поэтапный анализ по выбору сырья для бумажных коробок, оптимизации типов призм и общей конструкции бумажной коробки, уделяя особое внимание методу реализации умеренной упаковки товаров.
Что такое МДФ? Как изготавливается МДФ?
Вы слышали о МДФ? Некоторые люди не знают, что это такое и как им пользоваться.
Древесноволокнистая плита средней плотности (МДФ) – это конструктивное изделие из древесины, получаемое путем измельчения остатков твердой или мягкой древесины на древесные волокна, часто в дефибраторе, комбинирования их с воском и связующим на основе смолы и формирования панелей путем приложения высокой температуры и давления. МДФ обычно плотнее фанеры. Он состоит из отдельных волокон, но может использоваться как строительный материал, аналогичный по применению фанере.Он прочнее и намного плотнее ДСП.
Существует несколько неправильных представлений о плитах МДФ, которые часто путают с фанерой и древесноволокнистыми плитами. Плита МДФ – это аббревиатура от древесноволокнистой плиты средней плотности. Он в основном считается заменителем древесины и широко используется в промышленности в качестве полезного материала для изготовления декоративных изделий, а также домашней мебели.
Если вы не знакомы с древесиной МДФ, мы расскажем, что это такое, проблемы с древесиной МДФ и как изготавливаются плиты МДФ.
МатериалМДФ был создан путем разложения древесины твердых и мягких пород на древесные волокна. МДФ обычно состоит из 82% древесного волокна, 9% клея на основе карбамидоформальдегидной смолы, 8% воды и 1% парафинового воска. и плотность обычно составляет от 500 кг / м 3 (31 фунт / фут 3 ) до 1000 кг / м 3 (62 фунт / фут 3 ). Диапазон плотности и классификация: светлая , стандартная или высокая плотность – это неправильное название и сбивает с толку.Плотность плиты, если ее оценивать по отношению к плотности волокна, которое идет на изготовление панели, важна. Толстая панель из МДФ с плотностью 700–720 кг / м 3 может считаться высокой плотностью в случае панелей из мягких древесных волокон, тогда как панель такой же плотности, сделанная из твердых древесных волокон, таковой не считается.
Fib er производствоСырье, из которого изготавливается кусок МДФ, должно пройти определенный процесс, прежде чем станет подходящим.Для удаления любых магнитных примесей используется большой магнит, а материалы разделяются по размеру. Затем материалы сжимаются для удаления воды и затем загружаются в рафинер, который измельчает их на мелкие кусочки. Затем добавляется смола, которая способствует склеиванию волокон. Эта смесь помещается в очень большую сушилку, которая нагревается газом или маслом. Эта сухая комбинация проходит через барабанный компрессор, оснащенный компьютеризированным управлением, чтобы гарантировать надлежащую плотность и прочность. Затем полученные куски нарезаются до нужного размера с помощью промышленной пилы, пока они еще теплые.
Волокна обрабатываются как отдельные, но неповрежденные волокна и сосуды, производимые сухим способом. Затем щепа уплотняется в маленькие пробки с помощью шнекового питателя, нагревается в течение 30–120 секунд для размягчения лигнина в древесине, а затем подается в дефибратор. Типичный дефибратор состоит из двух вращающихся в противоположных направлениях дисков с канавками на лицевых сторонах. Стружка подается в центр и подается наружу между дисками за счет центробежной силы. Уменьшение размера бороздок постепенно разделяет волокна, чему способствует размягченный лигнин между ними.
Из дефибратора пульпа попадает в «продувочную линию», отличительную часть процесса производства МДФ. Это расширяющийся круговой трубопровод, первоначально диаметром 40 мм, увеличивающимся до 1500 мм. На первом этапе вводится воск, который покрывает волокна и равномерно распределяется за счет турбулентного движения волокон. Затем вводят карбамидоформальдегидную смолу в качестве основного связующего. Воск улучшает влагостойкость, а смола изначально помогает уменьшить комкование. Материал быстро высыхает в последней нагретой камере расширения выдувной линии и превращается в тонкое, пушистое и легкое волокно.Это волокно можно сразу использовать или хранить.
Формование листаСухое волокно засасывается в верхнюю часть «пендистора», который равномерно распределяет волокно в однородный мат под ним, обычно толщиной 230–610 мм. Мат предварительно сжимается и либо отправляется прямо на непрерывный горячий пресс, либо разрезается на большие листы для горячего пресса с несколькими отверстиями. Горячий пресс активирует связующую смолу и устанавливает профиль прочности и плотности. Цикл прессования выполняется поэтапно, при этом сначала толщина мата сжимается примерно до 1.5-кратную толщину готовой доски, затем пошаговое сжатие и выдержка в течение короткого периода. Это дает профиль плиты с зонами повышенной плотности, следовательно, механической прочности вблизи двух сторон плиты и менее плотной сердцевиной.
После прессования МДФ охлаждается в сушилке Star или охлаждающей карусели, обрезается и шлифуется. В некоторых случаях плиты также ламинируются для дополнительной прочности.
(PDF) Новый процесс переработки отходов древесноволокнистых плит
количества отходов древесноволокнистых плит собственного производства завода
, без ухудшения физических свойств
и без потери производительности завода
.
В заключение, новый процесс, похоже, хорошо работает
на заводах по производству МДФ, использующих однозаходные прессы
для изделий из МДФ класса E2 без каких-либо технических рисков.
Тем не менее, следует подчеркнуть, что представленные результаты
получены после завершения фазы оптимизации нового процесса. В настоящее время этап em-
смещается в сторону внедрения
и адаптации процесса на современных заводах MDF
, использующих системы смол E1 и технологию пресса непрерывного действия
.Предварительные результаты были очень обнадеживающими в этом отношении. Примечательно, что еще одна основная задача –
– использовать в качестве исходных материалов не только древесноволокнистые плиты
без покрытия, но также ламинированные и / или фанерованные МДФ
или древесно-стружечные плиты.
Благодарности
Техническая помощь г-жи Александры
Гувейя, руководителя производства Valbopan S.A.
очень признательна. Профессор Г. Мантанис
высоко ценит помощь профессора Э.Роффаэля из
Геттингенского университета в презентации этой работы на
симпозиуме WSU 2004 года.
Цитированная литература
Boehme, C. and B. Wittke. 2002. Erfahrungen der Industrie
mit dem WKI-Verfahren zum Recycling von Holzwerk-
stoffen. В: Proc. 2-й конференции по охране окружающей среды –
tal Защита в деревообрабатывающей промышленности (Umweltschutz in
der Holzwerkstoffindustrie), стр. 44-49. Университет
Геттинген.Геттинген, Германия.
Киршнер Р. и А. Харазипур. 2002. Recycling von Holz-
werkstoffen durch das Verfahren der thermohydrolyt-
ischen Spaltung – Die kontinuierliche Prozesstechno-
logie. В: Proc. 2-й конференции по охране окружающей среды
в деревообрабатывающей промышленности (Umweltschutz in der
Holzwerkstoffindustrie), стр. 72-81. Университет
Геттинген. Геттинген, Германия.
Michanickl, A. and C. Boehme.1998. Процесс восстановления
щепы и волокон из остатков древесных материалов –
алл., Старых предметов мебели, производственных остатков, отходов и
других древесных материалов. Патент США 5,804,035.
Moeller, A. 1992. Ebenes oder gekruemmtes Halbzeug oder
Fertigprodukt aus Holzwerkstoff fuer die Anwendung
im Moebel oder Innenausbau, in der Verpackungs-
mittelherstellzungs 2,
mittelherstellzung,
und 1000
mm und Verfahren zu seiner Herstellung.Патент Германии –
ent DE 4201201.
Nakos, P., E. Athanassiadou и A. Coutinho. 2001. Производство-
продукции с высокой добавленной стоимостью из отходов. Международная заявка на патент
WO 01/39946.
Olofsson, T. 1999. Технология рафинирования низкосортных материалов
, включая городские древесные отходы. В: Proc. 3-го Симпозиума по продукции из арахиса
Евро-. С. 155-163. Био-
Центр композитов. Лландидно, Уэльс, Великобритания.
Паладин Р. 1998. Роликовое устройство для отделения стружки и частиц
различной степени сортировки и соответствующая формовочная машина
, использующая это устройство. Мировой патент WO 98/40173.
Riddiough, S. 2002. Вторичная переработка деревянных панелей: Введение
в процесс изготовления волокон. В: Proc. 6-го Европейского симпозиума по панельной продукции
. С. 159-166.
Центр биокомпозитов. Лландидно, Уэльс, Великобритания –
dom.
Роффаэль, Э.и Б. Дикс. 1994. Отходы, полученные в результате химической термической варки древесностружечных и древесноволокнистых плит
, содержащие связующие вещества. Патент США 5,705,542.
Roffael, E. 1997. Stoffliche Verwertung von Holzwerkstoffen.
Adhäsion 41: 24-27.
Э. Роффаэль, Э. Атанассиаду и Г. Мантанис. 2002. Recy-
склейка древесностружечных и древесноволокнистых плит экструдером
. В: Proc. 2-й конференции по охране окружающей среды –
Психологическая защита в деревообрабатывающей промышленности (Umweltschutz
in der Holzwerkstoffindustrie).С. 56-65. Университет
Геттинген, Геттинген, Германия.
122 • Mantanis et al.
Таблица 2. Свойства промышленного МДФ, полученного вторичной переработкой.
Плотность прогона IB MOR, 24 ч. набухание Класс перфоратора
(кг / м3 (pcf)) ——- (Н / мм
2 (psi)) ——- (%) (EN120)
0 755 (47.09 ) 1,02 (148,0) 36,5 (5293) 8,0 E2
1747 (46,59) 0,60 (87,1) 32,4 (4699) 8,2 E2
2752 (46,90) 0,72 (104,5) 36,0 (5221) 7,2 E2
3 745 ( 46.46) 0,98 (142,2) 37,8 (5,482) 7,0 E2
Оптимизация параметров обработки древесноволокнистых плит средней плотности с использованием методологии поверхности отклика для многослойных углеродных нанотрубок в качестве нанонаполнителя
Арепалли С., Николаев П., Горелик О., Хаджиев В., Холмс В. , Files B, Yowell L (2004) Протокол для характеристики качества материала одностенных углеродных нанотрубок. Углерод 42 (8–9): 1783
CAS Статья Google ученый
Atieh MA, Bakather OY, Al-Tawbini B., Bukhari AA, Abuilaiwi FA, Fettouhi MB (2010) Влияние карбоксильной функциональной группы, функционализированной на поверхности углеродных нанотрубок, на удаление свинца из воды.Bioinorg Chem Appl. DOI: 10.1155 / 2010/603978
PubMed Google ученый
Box GP, Behnken DW (1960) Некоторые новые трехуровневые схемы для изучения количественных переменных. Технометрика 2: 456–475
Артикул Google ученый
Cai X, Riedl B, Wan H, Zhang SY, Wang XM (2010) Исследование характеристик отверждения и вязкоупругих характеристик меламино-мочевинно-формальдегидного клея в присутствии наноглин силиката алюминия.Compos Part A 41: 604–611
Статья Google ученый
Candan Z, Akbulut T (2014) Нано-инженерные фанерные панели: эксплуатационные свойства. Compos B Eng 64: 155–161
CAS Статья Google ученый
Кандан З., Акбулут Т. (2015) Физические и механические свойства композитов наноармированных ДСП. Мадерас. Cienc y tecnol 17 (2): 319–334
Google ученый
Candan Z, Gardner DJ, Shaler SM (2016) Динамический механический термический анализ (DMTA) нанокомпозитов нанофибриллы / наноглины / pMDI целлюлозы.Compos B Eng 90: 126–132
CAS Статья Google ученый
Chen N, Lin Q, Zeng Q, Rao J (2013) Оптимизация условий приготовления клея из соевой муки для фанеры с помощью методологии поверхности отклика. Ind Crops Prod 51: 267–273
CAS Статья Google ученый
Дудкин Б.Н., Кривошапкин В.П., Кривошапкина Е.Ф. (2006) Влияние наночастиц оксида алюминия на свойства карбамидоформальдегидной смолы.Russ J Appl Chem 79 (9): 1522–1525
CAS Статья Google ученый
Ebewele RO (1995) Дифференциальная сканирующая калориметрия и динамический механический анализ адгезивов на основе карбамида и формальдегида, модифицированных амином. J Appl Polym Sci 58 (10): 1689–1700
CAS Статья Google ученый
EN 310 (1993) Панели на основе древесины, определение модуля упругости при изгибе и прочности на изгиб.Европейский комитет по стандартизации, Брюссель
Google ученый
EN 319 (1993) ДСП и древесноволокнистые плиты. Определение прочности на разрыв перпендикулярно плоскости доски. Европейский комитет по стандартизации, Брюссель
Google ученый
Fang Q, Cui HW, Du GB (2014) Фенолформальдегидная смола, армированная монтмориллонитом: получение, характеристика и применение для склеивания древесины.Int J Adhes Adhes 49: 33–37
CAS Статья Google ученый
Хасани С.Ф., Абдурахман Н.Х., Сунарти А.Р., Кумар А. (2013) Нековалентная сборка многослойных углеродных нанотрубок с маггемитом для эффективного удаления свинца из водного раствора. Aust J Chem 66 (11): 1440–1446
CAS Статья Google ученый
Hauptmann M, Lubin JH, Stewart PA, Hayes RB, Blair A (2004) Смертность от солидного рака среди рабочих формальдегидной промышленности.Am J Epidemiol 159 (12): 1117–1130
Статья PubMed Google ученый
Iijima S (1991) Спиральные микротрубочки графитового углерода. Nature 354 (6348): 56–58
CAS Статья Google ученый
Irle M, Barbu MC (2010) Панели на древесной основе: введение для специалистов. Издательство Brunel University Press, Лондон
Google ученый
Ислам М.А., Алам М.Р., Ханнан М.О. (2012) Оптимизация множественного отклика на основе методологии статистической поверхности отклика и функции желательности для производства ДСП.Compos B Eng 43 (3): 861–868
CAS Статья Google ученый
Ислам М.А., Раззак М.А., Гош Б. (2014) Оптимизация термически сжатой древесины видов Trewia nudiflora с использованием статистического расчета Бокса-Бенкена и функции желательности. J Indian Acad Wood Sci 11 (1): 5–14
Статья Google ученый
Йованович В., Самаржия-Йованович С., Петкович Б., Декич В., Маркович Г., Маринович-Цинкович М. (2015) Влияние гамма-облучения на гидролитическую и термическую стабильность микро- и нано-TiO 2 на основе композиты карбамидоформальдегид.RSC Adv 5 (73): 59715–59722
Статья Google ученый
Kamoun C, Pizzi A, Zanetti M (2003) Модернизация поликонденсационных смол на основе меламина, мочевины и формальдегида с буферными добавками. I. Действие сульфата гексамина и его пределы. J Appl Polym Sci 90 (1): 203–214
CAS Статья Google ученый
Kelly MW (1977) Обзор критической литературы о взаимосвязи между параметрами обработки и физическими свойствами древесностружечных плит (Rep.№ FPL-10, май 1977 г.). Мэдисон, Висконсин: Министерство сельского хозяйства США, Лесная служба, Лаборатория лесных продуктов
Kim S, Kim HJ, Kim HE, Lee YK (2006) Исследование термическим анализом вязкоупругих свойств и энергии активации модифицированных меламином карбамидоформальдегидных смол . J Adhes Sci Technol 20 (8): 803–816
CAS Статья Google ученый
Кумар А., Гупта А., Шарма К.В., Насир М. (2013a) Использование наночастиц оксида алюминия в древесных композитах для улучшения теплопередачи во время горячего прессования.Eur J Wood Prod 71 (2): 193–198
CAS Статья Google ученый
Кумар А., Гупта А., Шарма К.В., Газали С.Б. (2013b) Влияние наночастиц оксида алюминия на физико-механические свойства древесных композитов. Биоресурсы 8 (4): 6231–6241
Статья Google ученый
Кумар А., Гупта А., Шарма К.В., Насир М., Хан Т.А. (2013c) Влияние активированного угля в качестве наполнителя на свойства древесных композитов.Int J Adhes Adhes 46: 34–39
CAS Статья Google ученый
Кумар А., Гупта А., Шарма К.В. (2015) Термические и механические свойства карбамидоформальдегидной (UF) смолы в сочетании с многослойными углеродными нанотрубками (MWCNT) в качестве нанонаполнителя и древесноволокнистыми плитами, подготовленными UF-MWCNT. Holzforschung 69 (2): 199–205
CAS Статья Google ученый
Kumar A, Ryparová P, Škapin AS, Humar M, Pavlič M, Tywoniak J, Hajek P, igon J, Petrič M (2016a) Влияние модификации поверхности древесины октадецилтрихлорсиланом на ее размерную стабильность и устойчивость к кониофоре puteana и формы.Целлюлоза 23 (5): 3249–3263
CAS Статья Google ученый
Кумар А., Станек К., Рыпарова П., Хайек П., Тайвониак Дж. (2016b) Гидрофобная обработка древесно-волокнистого теплоизолятора октадецилтрихлорсиланом и его влияние на гигроскопические свойства и устойчивость к плесени. Compos B Eng 106: 285–293
CAS Статья Google ученый
Lei LH, Du G, Pizzi A, Celzard A (2008) Влияние наноглины на карбамидоформальдегидные клеи для древесных клеев и его модель.J Appl Polym Sci 109: 2442–2451
CAS Статья Google ученый
Lin Q, Yang G, Liu J, Rao J (2006) Свойство нано-SiO 2 / карбамидоформальдегидная смола. Фронт для Китая 1 (2): 230–237
Артикул Google ученый
Майерс Р. Х., Монтгомери, округ Колумбия (1995) Методология поверхности отклика: оптимизация процесса и продукта с использованием разработанных экспериментов.Уайли, Нью-Йорк
Google ученый
Park BD, Jeong HW (2011) Гидролитическая стабильность и кристалличность отвержденных клеев на основе карбамидоформальдегидной смолы с различным мольным соотношением формальдегид / мочевина. Int J Adhes Adhes 31 (6): 524–529
CAS Статья Google ученый
Rinzler AG, Liu J, Dai H, Nikolaev P, Huffman CB, Rodriguez-Macias FJ, Boul PJ, Lu AH, Heymann D, Colbert DT, Lee RS (1998) Крупномасштабная очистка одностенного углерода нанотрубки: процесс, продукт и характеристика.Appl Phys A Mater Sci Process 67 (1): 29–37
CAS Статья Google ученый
Самаржия-Йованович С., Йованович В., Константинович С., Маркович Г., Маринович-Цинкович М. (2010) Температурное поведение модифицированных карбамидоформальдегидных смол. J Therm Anal Calorim 104 (3): 1159–1166
Статья Google ученый
Сингх Б.П., Сингх Д., Матур Р.Б., Дхами Т.Л. (2008) Влияние поверхностно-модифицированных МУНТ на механические, электрические и термические свойства полиимидных нанокомпозитов.Nanoscale Res Lett 3 (11): 444–453
CAS Статья PubMed Central Google ученый
Синнотт С.Б., Эндрюс Р. (2001) Углеродные нанотрубки: синтез, свойства и применения. Crit Rev Solid State Mater Sci 26 (3): 145–249
CAS Статья Google ученый
Teruel ML, Gontier E, Bienaime C, Saucedo JE, Barbotin JN (1997) Анализ поверхности реакции продукции хлортетрациклина и тетрациклина с иммобилизованным k-каррагенаном Streptomyces aureofaciens.Enzym Microbiol Technol 21: 314–320
CAS Статья Google ученый
Tohmura S, Hse CY, Higuchi M (2000) Эмиссия формальдегида и высокотемпературная стабильность отвержденных карбамидоформальдегидных смол. J Wood Sci 46: 303–309
CAS Статья Google ученый
Tomita B, Hse CY (1995) Анализ соконденсации меламина и мочевины через формальдегид, обогащенный углеродом 13, с углеродом 13 Спектроскопия ядерного магнитного резонанса.Мокузай Гаккаиси 41 (5): 490–497
CAS Google ученый
Weinstabl A, Binder WH, Gruber H, Kantner W (2001) Соли меламина в качестве отвердителей для карбамидоформальдегидных смол. J Appl Polym Sci 81 (7): 1654–1661
CAS Статья Google ученый
Xian D (2012) Влияние наноглины наполнителя на древесные клеи и свойства древесностружечных плит. Тезисы магистратуры, Университет Британской Колумбии, Канада
Ю. Ю., Ни Си, Ю Т, Ван Х (2015) Оптимизация механических свойств бамбуковой фанеры.Wood Fiber Sci 47 (1): 1–11
Google ученый
Zanetti M, Pizzi A (2003) Низкое добавление солей меламина для улучшения водостойкости адгезива меламиночевины и формальдегида. J Appl Polym Sci 88 (2): 287–292
CAS Статья Google ученый
Zhang H, She Y, Song S, Lang Q, Pu J (2011) Модифицированная нанокристаллическая целлюлоза из двух видов модификаторов, используемых для улучшения эмиссии формальдегида и прочности сцепления клея на основе карбамидоформальдегидной смолы.BioResources 6 (4): 4430–4438
CAS Google ученый
Zhang H, She Y, Song S, Lang Q, Pu J (2013) Армирование частицами и адсорбция формальдегида модифицированной нанокристаллической целлюлозы в адгезиве на основе карбамидоформальдегидной смолы. J Adhes Sci Technol 27 (9): 1023–1031
CAS Статья Google ученый
Армирование древесноволокнистой плиты, содержащей лингоцеллюлозное нановолокно из древесных волокон | Journal of Wood Science
Древесные материалы широко используются в жилищном строительстве, особенно в Японии.Эти материалы могут быть изготовлены из девственной древесины, переработанной древесины, неиспользуемых пород древесины или прореживания древесины. Многие материалы изготавливаются с использованием различных клеев. Большинство доступных в настоящее время клеев для древесины, таких как смолы на основе формальдегида, винилацетатные смолы и смолы на основе изоцианата, состоят из различных материалов, полученных из ископаемого топлива. Синтетические клеи, как правило, не являются биоразлагаемыми компонентами и могут вызвать проблемы со здоровьем и окружающей средой. Более того, стоимость древесных материалов может увеличиться из-за широкого использования этих клеев.
Ожидается рост спроса на древесные материалы для использования в строительстве. Поиск замены для этих химических клеев представляет собой серьезную проблему. Глобальный акцент на экологичность требует разработки новых природных клеев, не зависящих от ископаемого топлива или синтетических химикатов. Некоторые проекты были сосредоточены на разработке натуральных клеев для древесины на основе материалов с использованием биоресурсов. Например, некоторые природные клеи состоят из лимонной кислоты [1–4] или молочной кислоты [5, 6], но они не нашли практического применения.
В этом исследовании мы изучили возможности использования нановолоконной технологии. Нанотехнологии стремительно развиваются во многих областях. В общем, термин нановолокно относится к наноразмерному волокну и определяется как волокнистый материал с диаметром примерно 1–100 нм и длиной более чем в 100 раз больше диаметра. Волокно, поверхность и внутренняя структура которого регулируются на наномасштабе, называют наноструктурированным волокном [7]. Это верно даже для волокон, диаметр которых превышает 100 нм.
Существует много типов нановолокон.Нановолокно целлюлозы (CNF), в частности, привлекло внимание во многих областях по всему миру. Во всем мире существует более триллиона тонн CNF. Известно, что CNF обладает лучшими физико-механическими свойствами, чем большинство других волокон [8]. Разработка новых материалов, содержащих УНВ, является приоритетной задачей [9–13]. Кроме того, ожидается, что нановолокно линггоцеллюлозы (LCNF), которое измельчают из древесины, также будет применимо во многих областях. Однако об использовании технологии CNF в древесных материалах не сообщалось.
В предыдущем исследовании мы исследовали эффекты добавления CNF в древесную муку [14]. Полученные свойства плит CNF / древесной муки оценивали, уделяя особое внимание связывающим эффектам CNF. Мы наблюдали, что мокрый измельчение в шаровой мельнице промышленного порошка целлюлозы привело к образованию наноструктурированных волокон с наноразмерными поверхностными фибриллами. Более того, физические и механические свойства плит из древесной муки были значительно улучшены добавлением CNF из-за трехмерного связывания между CNF и древесной мукой.
В других исследованиях LCNF был изготовлен из древесной муки с использованием дисковой мельницы [15] и шаровой мельницы [16]. В этом контексте CNF относится к нановолокнам, изготовленным только из целлюлозы. Что касается армирования древесной муки, CNF лучше, чем LCNF. Однако с точки зрения производительности LCNF лучше, чем CNF, поскольку последний требует большой обработки, включая делигнификацию. Таким образом, мы использовали LCNF. Изготовление LCNF с помощью дисковой и шаровой мельницы является простым и эффективным, а его включение в древесную муку значительно улучшает физические и механические свойства плиты.
В вышеупомянутых отчетах обсуждается влияние CNF и LCNF на древесно-мучной картон. Доска из древесной муки – самый простой материал среди древесных материалов, но плиты из древесной муки не имеют практического применения. Таким образом, для развития нашего исследования связывающих эффектов CNF и LCNF на древесные материалы мы подумали, что практическое применение древесных материалов, используемых в жилищном строительстве, на самом деле очень важно. По этой причине мы сделали акцент на ДВП.
Древесноволокнистые плиты – это волокнистые панели, состоящие из лигноцеллюлозных материалов, соединенных синтетическим связующим.ДВП классифицируются по плотности на ДВП высокой плотности (ДВП), ДВП средней плотности (МДФ) и ДВП низкой плотности (изоляционная плита). В частности, МДФ – важная древесноволокнистая плита, используемая для жилищного строительства и производства мебели во всем мире. Мочевина-формальдегид (UF) и фенол-формальдегид (PF) – обычные смолы, которые используются в производстве древесноволокнистых плит, поскольку они менее дороги по сравнению с другими клеями. Однако выделение формальдегида является одним из наиболее важных недостатков этих смол, поскольку это потенциально может вызвать проблемы со здоровьем и загрязнение окружающей среды.Вместо этого плиты без связующего представляют собой композиты на основе древесины, состоящие из частиц лигноцеллюлозного материала, связанных без дополнительной смолы.
В последнее время растет спрос на плиты без связующего. Для удовлетворения рыночного спроса и бережного отношения к окружающей среде было проведено несколько исследований по превращению древесноволокнистых плит в древесноволокнистые плиты без связующих веществ с использованием таких методов, как термообработка [17–19], добавление соевого белка [20], предварительная обработка волокон грибком белой гнили. [18], а также добавление лигнина [21, 22].Были опубликованы результаты исследований взаимосвязи между формой волокна и механическими свойствами для древесноволокнистых плит средней плотности (МДФ) [23–25], но не было упоминания о волокнах нанопорядка.
В этом исследовании мы сосредоточили внимание на армирующем эффекте LCNF на древесноволокнистых плитах, изготовленных из волокон древесины хвойных и твердых пород. Кроме того, мы обсуждаем влияние плотности армирования с LCNF.
Оборудование непрерывного действия для производства ДВП
Это приложение также связано с приложением Ser.№ PCT / US90 / 05867, поданной 12 октября 1990 г., указанная заявка включена сюда в качестве ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к оборудованию для непрерывной обработки плитоподобных изделий, содержащих гипс, и, в частности, к недорогому устройству для производства древесноволокнистых плит и стеновых панелей высокой прочности.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Гипсоволокнистая плита представляет собой строительный материал, изготовленный из смеси воды, штукатурного гипса и целлюлозных волокон для образования влажной смеси и позволяющий штукатурному гипсу, также известному как полугидрат гипса, отверждаться с образованием затвердевшего гипса, содержащего дигидрат. доска.В отличие от облицованных бумагой стеновых плит, которые обычно имеют ламинарную конструкцию, включающую относительно слабую гипсовую сердцевину, расположенную между двумя относительно тяжелыми бумажными листами, древесноволокнистые плиты обычно не имеют облицовки. Общеизвестно, что для стеновых плит эти бумажные покрытия обеспечивают до 90% необходимой прочности на изгиб, тогда как для древесноволокнистых плит используется однородная смесь кристаллов дигидрата гипса и целлюлозных волокон, которые сцепляются друг с другом для равномерного распределения приложенных сил по всей композитной структуре. .Эта уникальная особенность древесноволокнистой плиты делает ее привлекательной для применений, требующих высокой степени механической прочности, таких как сердцевины противопожарных дверей и кромочные ленты.
Ранние способы производства древесноволокнистых плит, такие как описанный в Porter et al., US Pat. В US 2076349 описано смешивание обожженного полугидрата гипса, бумажных волокон и «избыточной воды» (сверх того, что требуется для полной гидратации полугидрата гипса) вместе с образованием суспензии. Суспензию помещали в форму и затем подвергали воздействию давления примерно до 1000 фунтов на квадратный дюйм, чтобы большая часть избыточной воды могла быть выдавлена из смеси.Полученная «зеленая доска», т.е. не полностью застывшая, содержала около 30-35 мас. % влаги, которая позже была удалена сушкой в печи. Древесноволокнистые плиты, произведенные с помощью этого процесса, были прочными, их модуль упругости при разрыве достигал 1750 фунтов. на квадратный дюйм, но низкая эффективность и затраты, связанные с удалением всей этой воды, сделали плиты слишком дорогими. Портер предложил непрерывную операцию по производству бесконечных полотен из древесноволокнистого картона, которая могла бы помочь снизить эти затраты, но его раскрытие не предоставило достаточных деталей для практики такой операции.
В некоторых более современных процессах, например, в способе, описанном Take et al., US Pat. В US 4645548 было использовано оборудование для производства листов, чтобы способствовать более непрерывному производству древесноволокнистых плит. Более того, легкодоступные и недорогие формы дигидрата гипса, такие как обессеривание дымовых газов и промышленные побочные продукты дигидрата фосфорной кислоты, были использованы в качестве наполнителя в этих плитах для дальнейшего снижения затрат. Take раскрывает формирование суспензии из смеси гидравлического гипса, дигидрата гипса, органических и неорганических волокон, замедлителя схватывания и воды.Суспензия набирается на валке для изготовления листов, который частично погружен в ванну с суспензией и переносит суспензию на проходящую ленту. Затем полученный зеленый лист разрезают на нужную длину, наклеивают на другую доску и формуют прессованием. Хотя в этой ссылке говорится, что до 50 мас. % дигидрата гипса может быть добавлено к исходной суспензии древесноволокнистой плиты без значительного влияния на прочность плиты, метод Take не позволяет полностью использовать связующие свойства гипса, которые в значительной степени обусловлены кристаллизацией полугидрата в форму дигидрата.Таким образом, использование дигидрата в качестве наполнителя не пользуется особой популярностью.
Недавние разработки в Германии, такие как раскрытые в Kraemer et al., «Гипсоволокнистые плиты для сухой внутренней отделки», Holz-Zentralblatt, Stuttgart, Vol. 111, No. 11 (январь 1985 г.), предполагают, что древесноволокнистую плиту можно производить непрерывным «сухим способом». Сухой процесс, коммерциализируемый G. Siempelkamp GmbH & Co., Крефельд, Германия, начинается с сухой смеси гипса, гипса и бумажных волокон, которая тщательно перемешивается в высокоскоростном проточном смесителе непрерывного действия.Смесь транспортируется в бункер матформера, где затем формируется в бесконечный мат из сухой гипсоволокнистой смеси на ленте для распределения. Бесконечный мат затем переносится на сетчатую ленту и смачивается минимальным количеством воды. Вакуумные ящики, расположенные под смачивающим устройством, способствуют проникновению воды через поперечное сечение мата. Затем смоченный мат поступает в подвижный пресс открытого цикла, где он зажимается между текстурированной лентой с пластиковым покрытием, синхронно движущейся по поверхности мата.Выдавленная из мата вода сливается в пресс-яму. По истечении времени прессования пресс открывается и возвращается в исходное исходное положение. После этого прессованный мат готов к резке и последующим операциям схватывания и отверждения.
Хотя сухой процесс сейчас широко используется в Европе, сравнительные испытания гипсоволокнистых плит, произведенных сухим и влажным способами, показали, что плиты, полученные из суспензии, содержащей воду сверх того, что требуется для гидратации полугидрата, имеют более однородный внешний вид и примерно на 70% прочнее при испытаниях на прочность на изгиб, чем плиты сопоставимой толщины, обработанные сухим способом.
Другие производители, такие как Vogt, Патент США. US 4840688, стремились объединить преимущества использования дешевых промышленных дигидратных отходов в качестве исходного материала и однородности и прочности, обеспечиваемых мокрым процессом, на одной производственной линии. Фогт указывает на влажное формование дигидрата гипса и волокон, переваренных во влажном состоянии, с последующим удалением воды, сухой перекристаллизацией дигидрата в полугидрат путем нагревания при атмосферном давлении, а затем с последующим превращением обратно в дигидрат путем добавления воды.Несмотря на его агрессивную попытку использовать многократную перекристаллизацию гипса для максимальной прочности, сложность и затраты, связанные с процессом Фогта, снижают его коммерческую ценность.
Соответственно, существует потребность в оборудовании непрерывной обработки для производства гипсоволокнистых плит, имеющих высокую степень однородности и большую прочность. Это оборудование также должно быть простым в установке и не требовать сложных элементов, которые было бы трудно обслуживать и эксплуатировать.
Заявители признали дополнительный и существенный недостаток оборудования, аппаратов и процессов предшествующего уровня техники.Этот недостаток проистекает из необходимости приобретения дорогостоящего оборудования для производства изделий из древесноволокнистых плит в предшествующих процессах и необходимости приобретения столь же дорогого оборудования для производства изделий из стеновых плит. Кроме того, поскольку размер технологических единиц, необходимых для производства таких продуктов, является физически большим, капитальные затраты, связанные с вводом в эксплуатацию завода по производству стеновых и древесноволокнистых плит в соответствии с предшествующими процессами, серьезно препятствовали коммерческой жизнеспособности такого предшествующего оборудования и процессов.Заявители обнаружили коммерчески жизнеспособную альтернативу, которая преодолевает этот существенный недостаток в предшествующих процессах и оборудовании.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В данном изобретении раскрывается технологическое оборудование для непрерывного изготовления гипсоволокнистой плиты. На предпочтительной производственной линии, содержащей это оборудование, предусмотрены средства смешивания для смешивания гидратируемого гипса, бумаги и количества воды, превышающего количество, необходимое для полной гидратации гипса с образованием по существу гомогенной суспензии.Линия также включает средства обезвоживания для удаления части избыточной воды из суспензии для получения по существу непрерывного влажного полотна, средства прессования для конфигурирования влажного полотна с образованием по существу непрерывного сырого картона, режущее средство для разрезания указанного по существу непрерывного сырого картона на отдельные неотвержденные отрезки и средства нагрева для отверждения отдельных неотвержденных отрезков с образованием древесноволокнистых плит, содержащих дигидрат гипса.
Соответственно, данное изобретение обеспечивает рентабельную производственную линию для изготовления немелованной древесноволокнистой плиты.Это оборудование может быть адаптировано для модернизации существующего оборудования для производства стеновых панелей, чтобы на одной производственной линии можно было производить несколько продуктов, например, облицованные стеклом и бумагой, а также древесноволокнистые плиты. Это устройство обеспечивает поточное обезвоживание и способно изготавливать древесноволокнистые плиты толщиной от примерно 1/8 до примерно 1,5 дюймов путем изменения количества и размера клиновых прессов и прижимных валков, а также изменения скорости ленты.
Технологическое оборудование по настоящему изобретению может включать в себя текстурированные валки для создания легких или тяжелых рисунков, таких как волокна древесины, на гипсовых и цементно-волокнистых плитах.Во время прессования можно использовать профильные прижимные валки для изготовления ступенчатых листов, подходящих для сайдинга или кровли. Доски, имеющие плотность около 30 фунтов / фут. 3 -85 фунтов / фут. 3 и шириной от примерно 6 дюймов до более чем примерно 12 футов. Полные секции стены размером около 8 футов на 60 футов также могут быть изготовлены для обшивки внутренних и внешних поверхностей.
Добавки, улучшающие свойства, также могут быть включены в древесноволокнистые плиты по настоящему изобретению во влажном или сухом виде либо посредством дозирования штукатурки, либо через системы варки целлюлозы.Система варки целлюлозы этой производственной линии также может использоваться для включения водостойких добавок, таких как полигидрогенсилоксан, эмульсии асфальтового воска и силиконаты, или водорастворимые полимеры, которые можно добавлять для повышения прочности продукта. Кроме того, можно использовать гипс для обессеривания дымовых газов, переработанную бумагу и гипсовые стеновые плиты из отходов для дальнейшего снижения стоимости готовой плиты.
На более подробной производственной линии по настоящему изобретению предусмотрена непрерывная производственная линия, которая включает средства варки целлюлозы для смешивания бумаги, воды и гидратируемого гипса с образованием гомогенной суспензии, средства обезвоживания, включая непрерывно перемещающуюся сетчатую ленту для удаления части вода из гомогенной суспензии для производства по существу непрерывного влажного полотна, средства прессования, включая клиновой пресс и / или множество прижимных валков, имеющих увеличенный диаметр для формирования по существу непрерывной сырой плиты, средства резки, включающие гидравлические резаки для резки указанной по существу сырой плиты плиту, по меньшей мере, в двух направлениях, и средства нагрева, включая многослойную печь для отверждения указанных отдельных неотвержденных отрезков с образованием древесноволокнистых плит, содержащих дигидрат гипса.
ЗАЯВЛЕНИЕ ОБ ОБЪЕКТАХ
Таким образом, целью настоящего изобретения является создание оборудования для непрерывной обработки для производства гипсоволокнистых плит из гидратируемого гипса и бумажного волокна.
Другой целью настоящего изобретения является создание устройства для эффективного и непрерывного удаления больших количеств воды из влажного гипсосодержащего полотна.
Еще одна цель этого изобретения – предоставить модернизированную или оригинальную производственную линию оборудования, которая способна производить гипсосодержащие немелованные древесноволокнистые плиты, а также облицованные варианты изделий из плит.
С учетом этих и других целей настоящее изобретение заключается в новой конструкции, комбинации, расположении частей и способах, по существу, как описано ниже и более конкретно определено прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сопроводительные чертежи иллюстрируют предпочтительные варианты осуществления изобретения, а также другую информацию, относящуюся к раскрытию, на которой:
Фиг. 1 – схематический вид секций подачи и обезвоживания сырья предпочтительной производственной линии непрерывной обработки согласно настоящему изобретению;
РИС.2 – схематический вид части прессовой секции предпочтительной производственной линии по настоящему изобретению;
РИС. 3 – схематический вид в виде блок-схемы секции резки древесноволокнистой плиты, средства для транспортировки древесноволокнистой плиты и средства для транспортировки древесноволокнистой плиты / древесноволокнистой плиты в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
РИС. 4 – полусхематический вид в виде частичной блок-схемы секции резки древесноволокнистой плиты, средства чередования несущих древесноволокнистых плит, средств ввода и извлечения подложки и средств несущих стеновых панелей / древесноволокнистых плит в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
РИС.5 – схематический вид, иллюстрирующий устройство в режиме производства древесноволокнистой плиты в соответствии с предпочтительным вариантом осуществления настоящего изобретения; и
ФИГ. 6 – схематический вид, иллюстрирующий устройство в режиме производства стеновой панели в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Один аспект этого изобретения направлен на устройство для непрерывной влажной обработки для производства древесноволокнистых плит.Другой аспект этого изобретения относится к устройству, которое позволяет производить изделия из древесноволокнистых и стеновых плит на одной и той же производственной линии.
Используемый здесь термин «гидратируемый гипс» относится как к полугидрату, так и к безводной форме сульфата кальция.
Состав и свойства древесноволокнистых плит
Теперь будут описаны предпочтительные ингредиенты и свойства древесноволокнистых плит по настоящему изобретению. Предпочтительная древесноволокнистая плита имеет плотность около 30-85 фунтов./ фут. 3 , предпочтительно больше примерно 50 фунтов / фут. 3 , прочность на изгиб не менее 30 фунтов. (Материал толщиной 1/2 дюйма) и удерживающая способность винта, измеренная, как определено ниже, по меньшей мере около 400 фунтов. Эти древесноволокнистые плиты предпочтительно не включают бумажную облицовку, которая желательно отсутствует для улучшения свойств огнестойкости и водостойкости. Состав предпочтительных древесноволокнистых плит представляет собой равномерное распределение твердых веществ, которое включает по весу от около 65% до около 90% дигидрата затвердевшего гипса, от около 7% до около 30% целлюлозного волокна и предпочтительно около 1%.От 5% до примерно 35% усилителя рабочих характеристик, выбранного из неорганического волокна, глины, крахмала, вермикулита и связующего полимера.
Одним из основных компонентов предпочтительных гипсодержащих древесноволокнистых плит по настоящему изобретению является гидратируемый гипс. Этот компонент является производным от гидратации любой формы сульфата кальция, который способен реагировать с водой с образованием затвердевшего гипса, такого как безводный сульфат кальция или полугидрат сульфата кальция. Считается, что наиболее широко будет использоваться полугидратная форма сульфата кальция.Из «альфа» и «бета» форм полугидрата использование последнего является предпочтительным с точки зрения стоимости, тогда как альфа-форма обычно предпочтительна с точки зрения условий обработки и рабочих характеристик. Также можно использовать комбинацию альфа- и бета-форм. Полугидрат получают из природного минерала гипса путем нагревания или прокаливания дигидрата.
Как упомянуто выше, одно из преимуществ настоящего изобретения состоит в том, что при производстве древесноволокнистых плит можно использовать отходы.Например, в качестве источника сульфата кальция можно использовать материал, известный как «десульфурированный побочный гипс», который получают обессериванием дымовых газов. Другим примером материала отходов или скрапа, который можно использовать на практике настоящего изобретения, является гипсовый стенной картон, который можно использовать в качестве источника как сульфата кальция, так и бумажной составляющей строительного продукта. Для этой цели гипсокартон, облицованный макулатурой, можно измельчить до подходящих небольших частиц, которые прокаливают в воде под давлением и в присутствии кристаллического модификатора с образованием полугидрата сульфата кальция.Утиль гипсокартона также может быть превращен в подходящий материал для использования на практике настоящего изобретения путем его измельчения и прокаливания при атмосферном давлении. Достаточное количество воды можно использовать для образования желаемого материала типа пульпы, из которого удобно производить продукт. В этом изобретении можно использовать любой из описанных выше индивидуальных источников сульфата кальция, но также можно использовать смесь различных источников сульфата кальция.
При использовании водной дисперсии для изготовления гипсодержащих древесноволокнистых плит неволокнистый сульфат кальция предпочтительно составляет от примерно 53% до примерно 97% от общего веса твердых веществ, а более предпочтительно от примерно 55% до примерно 93%. % по весу, в зависимости от конкретного применения.
Содержание дигидрата гипса в предпочтительных древесноволокнистых плитах данного изобретения будет приблизительно 17-18,5 мас. % больше, чем содержание полугидрата сульфата кальция в композициях, из которых они сделаны, разница представляет собой добавленную воду для гидратации в дигидрате затвердевшего гипса. То есть по массе затвердевший гипс в широком смысле будет находиться в диапазоне от примерно 50% до примерно 97% и предпочтительно от примерно 60% до примерно 94% от общей затвердевшей композиции.
В составе предпочтительных древесноволокнистых плит настоящего изобретения также используется значительное количество целлюлозного волокна.Целлюлозное волокно включает волокнистый компонент растений, например хлопок, лен и лен. Среди различных источников целлюлозного волокна удобно использовать бумажную массу. То есть твердый компонент, включенный в каждый из вышеупомянутых аспектов изобретения, предпочтительно включает по весу от около 3% до около 30% бумажного волокна, более предпочтительно от около 6 до около 17%. Строительные материалы, предназначенные для использования в различных конкретных продуктах, могут содержать несколько разное количество бумажного волокна.Наличие бумажного волокна позволяет производить строительные материалы с хорошими физическими характеристиками, такими как прочность на изгиб, способность удерживать винты и гвозди, а также твердость поверхности без какой-либо отдельной поверхностной мембраны, такой как бумажная облицовка, используемая на обычных гипсовых стеновых плитах.
Бумажное волокно может быть получено как из первичной бумаги, так и из ранее использованной макулатуры. Источником бумаги может быть дерево, хлопчатобумажные или льняные тряпки, солома и т. Д., Причем происхождение или история бумаги не являются важными факторами.Бумага может быть продуктом сульфитного процесса, сульфатного (крафт-бумага) процесса или других процессов. Среди видов бумаги, которые были успешно использованы, – первичная и коричневая крафт-бумага, и особенно газетная бумага. Газетные отходы дают очень хорошие результаты, стоят недорого, а их использование помогает решить проблему загрязнения окружающей среды. И, как упомянуто выше, источник бумажной массы может включать бумагу из шлифованного гипсокартона с бумажной облицовкой.
Древесноволокнистые плиты, входящие в объем настоящего изобретения, желательно и предпочтительно включать одну или несколько добавок, повышающих эффективность, причем их конкретная природа в некоторой степени зависит от предполагаемой полезности конечного продукта.Почти в каждом случае желательно использовать один или несколько пеногасителей, диспергаторов и ускорителей, ингредиенты, которые хорошо известны в данной области и используются при низких уровнях концентрации, обычно каждый менее чем примерно 1% от веса твердые тела. В совокупности усилитель производительности обычно будет содержать от около 1,5% до около 35% по весу твердых веществ и предпочтительно будет выбран из крахмала, неорганического волокна, глины, вермикулита и связующего полимера.
Неорганическое волокно, как этот термин используется в данном документе, включает стекловолокно и минеральную вату.Эти последние термины определены в патентах США No. № 4557973, и эти определения включены в настоящий документ посредством ссылки. Вкратце, термин «минеральная вата» означает стекло или другие минеральные волокна, полученные разбавлением расплава стекла, базальта, доменного шлака или другого стекловидного минерального состава с поверхности нагретого центробежного ротора или подобного. Этот процесс отличается от того, который используется для производства текстильных волокон, когда расплав проходит через отверстие. Особенно полезным и легкодоступным типом минеральной ваты является стекловата, содержащаяся в изоляционном материале из стекловаты.Стеклотекстильное волокно и стекловата, вместе или по отдельности, упоминаются здесь как «кремнеземное волокно». Стекловолокно, используемое в данном изобретении, также называемое здесь «стекловолокном», обычно будет рубленым, например, волокна могут иметь длину около 1/2 дюйма.
Древесноволокнистые плиты по настоящему изобретению также предпочтительно содержат кремнеземное волокно. Кремнеземное волокно улучшает огнестойкость строительных материалов и других продуктов по настоящему изобретению, очевидно, за счет уменьшения склонности гипсовой конструкции к растрескиванию под действием термического напряжения.Кремнеземное волокно предпочтительно составляет примерно до 7 мас.% И может включать стекловолокно и, кроме того, стекловату, в зависимости от конкретного продукта.
Усилитель производительности может также включать глину или вермикулит, или и то, и другое, особенно если предполагаемая плита или панель требует отличной огнестойкости. Оба этих материала могут присутствовать в количествах до примерно 6%, предпочтительно от примерно 3% до примерно 4% от веса твердых веществ. В качестве используемой глины обычно используется каолиновая глина, которая эффективна для контроля усадки древесноволокнистых плит при сильном нагревании.Вермикулит предпочтительно представляет собой необработанный или невспученный вермикулит, который разбухает при нагревании, помогая контролировать усадку конструкции и возможное растрескивание. Требование наличия этих материалов в некоторой степени зависит от предполагаемого использования конечного продукта.
Состав предпочтительных древесноволокнистых плит по настоящему изобретению может также включать связующее. Связующее влияет на физические свойства древесноволокнистых плит, особенно на их прочность на изгиб, а также обеспечивает хорошее удерживание застежки при более низкой плотности.Кроме того, связующее улучшает поверхностные характеристики плиты, такие как сглаживание поверхности и облегчение отделки. Для обеспечения этих характеристик доступны как природные связующие, такие как сырой, сырой крахмал, так и связующие полимеры, дополнительно описанные ниже.
Связующий полимер, если он присутствует, может составлять до примерно 15% по массе твердых веществ, но предпочтительно от примерно 1% до примерно 3% по массе. В качестве связующего полимера можно использовать ряд различных полимерных материалов, включая гомополимеры, такие как поли (винилацетат) и полиакрилат, а также сополимеры, такие как поли (этилен) -со (винилхлорид), поли (стирол). -со- (бутадиен) и поли (винилацетат) -со- (метилакрилат).Среди различных возможных связующих полимеров особенно эффективны сложные эфиры поли (винилового спирта), и предпочтительным является гомополимер поли (винилацетата). В большинстве случаев также удобно вводить связующий полимер в виде водной эмульсии, многие из которых коммерчески доступны. При выборе связующего полимера предпочтительно использовать термопластические смолы, которые при нанесении на поверхность древесноволокнистых плит имеют тенденцию образовывать жесткую, щадящую пленку, а не хрупкую пленку или пленку, которая является мягкой и имеет очень низкий предел прочности на разрыв.Термопластические смолы также предпочтительны, поскольку тепло, необходимое для схватывания термореактивной смолы, имеет тенденцию к прокаливанию гипса в предпочтительных композициях древесноволокнистых плит по настоящему изобретению. Одна особенно полезная эмульсия смолы, которая подходит для использования в качестве полимерной смолы предпочтительной композиции древесноволокнистых плит, представляет собой поли (винилацетатный) полимер UCAR-130 от Union Carbide.
Состав для изготовления древесноволокнистых плит по настоящему изобретению может также включать воду в количестве, превышающем количество, необходимое для взаимодействия с кальцинированным неволокнистым гипсом и его гидратации.В соответствии с предпочтительными вариантами осуществления композиции для формования древесноволокнистых плит содержат по меньшей мере примерно 8-кратный, а более предпочтительно от примерно 12 до примерно 100-кратный избыток воды может присутствовать во влажных процессах. Широкий диапазон избытка воды, предусмотренный настоящим изобретением, отражает гибкость настоящего процесса в отношении содержания бумаги. Например, предполагается, что количество воды будет увеличиваться из-за требований варки целлюлозы по мере увеличения концентрации бумаги в продукте.
Непрерывный процесс и оборудование для производства древесноволокнистых плит
Хотя композиции древесноволокнистых плит по настоящему изобретению могут быть составлены множеством различных способов, и любое количество различных технологий может быть использовано, включая как «сухой», так и «мокрый» процессы, для производства панелей и плит согласно настоящему изобретению, производственная линия, которая является предпочтительной для изготовления этих конструкций, схематически проиллюстрирована на фиг. 1-6. В контексте настоящего описания в «сухих» процессах используется минимальное количество воды, необходимое для гидратации дигидрата гипса, или лишь незначительное количество избыточной воды, например, из примерно 17-100% воды (в расчете на массу дигидрата гипса ), где в «мокром» процессе используется более 150% воды, предпочтительно более 250% (примерно в 15 раз больше, чем необходимо для полной гидратации).
Гидратируемый гипс или в некоторых случаях цемент подается из гипсового бункера 22 в дозирующую систему, такую как питающий шнек 25. Если используется гипс, он предпочтительно содержит штукатурку, то есть полугидрат гипса. Штукатурка может быть смешана с нарезанным стекловолокном из бункера 23 и другими ингредиентами из бункера 24, такими как глина, вермикулит и крахмал. Гидроизоляционные агенты, такие как силиконы (например, полигидрогенсилоксан), силиконаты, такие как силиконат калия или натрия, эмульсии асфальтового воска и их комбинации, могут быть добавлены непосредственно в суспензию в смесительном средстве 26, гидроразбивателе или в затворную воду.
Предпочтительные начальные диапазоны составов и начальные веса для основных ингредиентов следующие:
| ТАБЛИЦА I |
| ______________________________________ |
| Исходный состав суспензии древесноволокнистых плит Вес / ингредиенты Широкий диапазон Целевой диапазон узких |
| ______________________________________ |
| 7619 фунтов. вода 65-85 мас. % 70-80 мас.% 78,2 мас. % 275 фунтов. бумага . 5-6 мас. % 1-4 вес. % 2,8 мас. % 1850 фунтов. лепнина 10-30 мас. % 15-25 мас. % 19,0 мас. % 9,744 фунтов. ВСЕГО 100.0 мас. % |
| ______________________________________ |
Предпочтительная влажная композиция содержит около 412 мас. % воды (в расчете на сухой вес штукатурки; или примерно в 24,6 раза больше, чем требуется для полной гидратации гипса) и примерно 13 мас.% бумаги (из 3,6% раствора целлюлозы) в расчете на сухой вес бумаги и штукатурки. Из 7619 фунтов. воды, добавленной к исходному составу, ожидается, что 6 109 фунтов. будет слита во время обезвоживания, 310 фунтов. будут включены в древесноволокнистые плиты для гидратации штукатурки с образованием дигидрата гипса и 1299 фунтов. будут потеряны при испарении в сушилке.
Бумажное волокно, которое является важным ингредиентом древесноволокнистого картона в соответствии с некоторыми предпочтительными вариантами осуществления, предпочтительно представляет собой переработанную газету, которая превращается в целлюлозную массу, по меньшей мере, примерно в 20 раз превышающую ее вес в воде на отдельные волокна в измельчителе 20, предпочтительно примерно до 3-5 мас.% раствор пульпы в воде; хотя известно, что некоторые современные гидроразбиватели содержат около 6-9 мас. % водный раствор пульпы. Чтобы сократить продолжительность операции обезвоживания, можно использовать вакуумный фильтр для снижения содержания воды в пульпе после мокрого волокнообразования до примерно 25 мас.%. % водный раствор пульпы.
Кроме того, кремнеземное волокно, такое как стекловата, может быть измельчено отдельно или вместе с бумагой в количестве, по меньшей мере, примерно в 20-25 раз превышающем ее вес в воде, и добавлено в устройство 21 подачи пульпы вместе с бумажным волокном.В отличие от того, чему ранее учили в области гипсовых работ, например, в патенте США No. US 4557973, в описанном выше процессе нет необходимости предварительно обрабатывать стекловату порошкообразным гипсом перед ее использованием.
Затем измельченные ингредиенты перекачиваются в смеситель 26 для пульпы, где бумажная пульпа и другие измельченные ингредиенты, если желательно, тщательно смешиваются с гипсом и другими сухими добавками. Смеситель 26 для суспензии может быть обычным смесителем для гипса для стеновых панелей, центробежным насосом с высоким крутящим моментом и т.п.Смеситель 26 для суспензии предпочтительно принимает сухой гипс и другие ингредиенты, тщательно перемешивает ингредиенты и перекачивает их на валок для суспензии или напорный ящик 27. Таким образом, средство для перемешивания суспензии предпочтительно включает в себя перекачивающие средства, такие как смеситель, имеющий коническую полость. Насосное средство может дополнительно включать в себя насос с крутящим моментом, гидравлически соединенный с конической полостью перекачивающего средства для перекачивания гомогенной суспензии.
Напорный ящик 27 удерживает смесь гипса, целлюлозы и других ингредиентов в суспензии и равномерно распределяет их в виде суспензии 17 на движущейся сетчатой ленте 28.Толщина суспензии 17, которая наносится на ленту 28, определяется консистенцией входящего материала и скоростью ленты 28. Начальная толщина суспензии для производства плиты 0,5 дюйма предпочтительно составляет около 1,6-2,0 дюймов, более предпочтительно. около 1,7 дюйма.
Движущийся сетчатый ремень 28, как и все ремни в этом процессе, перемещается приблизительно на 25-100 футов / мин, предпочтительно приблизительно на 50 футов / мин. Обезвоживанию суспензии 17 через сетку способствует ряд дренажных труб 29, в которых может использоваться вакуум для облегчения удаления воды.
После этапа начального обезвоживания суспензия 17 превращается в мягкое полотно 37, которое подается на регулируемый валок 30 предварительного прессования, как показано на фиг. 2. Мягкое полотно 37 на этом этапе процесса имеет толщину предпочтительно около 1,1-1,3 дюйма, более предпочтительно около 1,2 дюйма, и содержание воды около 70,2 мас. %. Ролик 30 предварительного прессования может быть настроен на различную толщину зажима и может быть оборудован для введения пористых верхних и нижних лент 33 и 31 соответственно.
Затем полотно 37 подается с помощью пористых лент 31 и 33 к клиновому прессу, обычно обозначенному как 32.Согласно проиллюстрированному варианту осуществления клиновой пресс 32 содержит верхнюю и нижнюю перфорированные пластины 34A и 34B, которые относительно быстро уменьшают толщину полотна 37. Перфорированные пластины 34A и 34B поддерживаются роликами 35. Клиновой пресс 32 может также содержать вакуум ящики, присоски и т.п. для удаления воды, попадающей через ремни. Толщина полотна 37 на этом этапе процесса составляет примерно 0,85-0,925 дюйма, предпочтительно примерно 0,89 дюйма, а содержание воды составляет примерно 62.2 вес. %.
Влажное полотно 37 затем входит в секцию первого прижимного валка, показанную на фиг. 2, который включает в себя три 18-дюймовых прижимных ролика 36 и всасывающих пластин 38. Пористые ленты проходят через эту первую секцию пресса. Толщина полотна на этом этапе обработки составляет примерно 0,640-0,690 дюйма, предпочтительно примерно 0,67 дюйма, а содержание воды составляет примерно 52,8 мас. %.
Полотно 37 затем поступает во вторую секцию прижимных валков, которая включает в себя три 24-дюймовых прижимных валка 40 и те же самые верхние и нижние ремни 33 и 31 с разрезами 42 для всасывания с помощью вакуума.Толщина полотна 37 на этой стадии составляет примерно 0,53-0,550 дюйма, предпочтительно примерно 0,54 дюйма, а содержание воды составляет примерно 44,6 мас. %.
Наконец, полотно 37 вводится в последнюю секцию прижимных валков, которая включает в себя три 36-дюймовых прижимных валка 44 и всасывающие секции 46 с вакуумной системой. На этом этапе прессования предпочтительно вводится новая нижняя лента 53, хотя теперь плита имеет достаточную прочность в сыром виде для обработки на валках № 50 без лент. Толщина полотна теперь около 0.5 дюймов и содержание воды около 41,5 мас. %, что составляет 310 фунтов. воды, необходимой для гидратации, и 1299 фунтов. воды для испарения в сушилке. Вышеописанные операции обезвоживания и прессования можно резюмировать следующим образом:
| ТАБЛИЦА II |
| ______________________________________ |
| Зависимость толщины полотна или картона от массы. % H 2 O Вес. % от H 2 O Интернет или на основе общей массы.% Толщина линии по ингредиентам Широкое расположение (дюймы) Целевой диапазон |
| ______________________________________ |
| Напорный ящик 1,70 60-100 78,2 Ролик предварительного прессования 1,20 60-80 70,2 Бэби-роллы 0,89 50-70 62,2 Секция 1-го пресса .67 40-60 52,8 Секция 2-го пресса .54 40-50 44,6 Секция 3-го пресса .50 35-45 41.5 |
| ______________________________________ |
Хотя были описаны конкретные секции пресса, операция прессования в соответствии с настоящим изобретением может состоять из клиновых прессов и прижимных валков различного размера и различного размера, а также может содержать валки для контурирования, профилирования или тиснения. для индивидуальных нужд продукта. Кроме того, валки в каждой секции пресса могут содержать гребни или просверленные отверстия для отвода воды от влажного полотна. Основное назначение прессовой секции на фиг.2 – определение толщины и плотности при одновременном удалении воды.
По мере того, как полотно выходит из прессовой секции, оно имеет форму «зеленой» доски 47, то есть не выходит за пределы своей начальной точки жесткости. См. Патент США. US 4643771 для объяснения различных стадий отверждения гипсовых плит, который включен сюда в качестве ссылки.
Как показано в форме блок-схемы на фиг. 3, зеленая доска 47 предпочтительно вводится в режущее средство 60, где ее по существу непрерывные отрезки обрезаются либо до конечного размера, либо до некоторого промежуточного размера.Однако специалистам в данной области техники будет понятно, что после полного прочтения настоящего описания положение режущего средства 60 относительно другого оборудования может быть изменено в пределах объема настоящего изобретения.
Теперь обратимся к фиг. 4 проиллюстрирован более конкретный вариант выполнения режущего средства 60. Согласно этому варианту осуществления зеленая доска 47 предпочтительно разрезается по длине и обрезается водяными струями 39 и 41. Водные струи предпочтительно используют давление воды около 1800-2600 фунтов на квадратный дюйм, более предпочтительно около 2200 фунтов на квадратный дюйм и включают в себя боковые триммеры 39 и цепной привод. отрезной нож 41, расположенный под углом примерно 45 ° к технологической линии для резки квадрата подножки.Поскольку зеленая доска 47 очень мягкая, струи воды без труда разрезают ее по толщине, чтобы обрезать доски примерно до их окончательных размеров по длине и ширине.
Режущее средство 60 также предпочтительно включает в себя репульсаторы 43, следующие за триммерами 39 для приема обрезков кромок, а также целые обрезные доски, которые можно перетирать, смешивать с водой из сопла 45 для образования суспензии и возвращать обратно в пусковые баки или смеситель навозной жижи для вторичной переработки.
Важный и критический аспект некоторых вариантов осуществления настоящего изобретения теперь будет описан в связи с остальными частями фиг.3-6. Что касается фиг. 3, зеленая плита 47, которая выходит из прессовой секции, вводится либо до, либо после резки в средство 70 для выборочного приема зеленых досок 47/57 и переноса их к общему средству 80 держателя стеновых / древесноволокнистых плит. термины «выборочный прием» и т.п. относятся к средствам, которые легко адаптируются для приема или приема зеленой доски. Согласно предпочтительным вариантам осуществления средство избирательного приема содержит средство 71 держателя и средство (обозначенное вертикальной стрелкой 72 через блок 71 на фиг.4) для выборочного введения и вывода упомянутых несущих средств из оперативной связи с зелеными досками 47/57 и / или несущими средствами 80, ДВП / стеновые плиты. Конечно, режущее средство 60 может быть расположено после средства 70 выборочного приема, и в этом случае средство 70 будет принимать необрезанные отрезки зеленой доски 47.
Кроме того, предпочтительные варианты осуществления настоящего изобретения дополнительно содержат средства для выборочного вводят и выводят обычные компоненты и оборудование стеновых панелей из рабочего соединения друг с другом и / или с несущими средствами 80 из древесноволокнистой / стеновой плиты.Более конкретно, обычные изделия из стеновых плит включают как нижнюю облицовку, так и верхнюю облицовку, которые служат для размещения гипсовой сердцевины, которая первоначально распределяется в виде суспензии на нижнюю облицовку или основу. Соответственно, настоящее изобретение включает средства для обеспечения компонентов основы стеновых панелей и средства для нанесения гипсовой суспензии, образующей стеновые панели, на нижний облицовочный лист. Заявители обнаружили, что возможность экономично и эффективно производить как древесноволокнистую плиту, так и стеновую плиту в одном устройстве значительно улучшается за счет обеспечения средств для выборочного введения и извлечения компонентов основы стеновой плиты из рабочего соединения со средствами для распределения гипсовой суспензии, образующей стеновые плиты.В конкретном варианте осуществления, показанном на фиг. 4, средство ввода и извлечения субстрата содержит средство 75A для введения субстрата нижней стеновой плиты и средство 75B для введения субстрата верхней стеновой плиты, а средство распределения суспензии содержит средство 51 для разгрузки гипсовой суспензии на неподвижном формующем столе 90. Бумага и стекло mat являются примерами широко используемых сегодня основ стеновых плит.
В предпочтительном варианте осуществления настоящего изобретения, как показано на фиг.4-6, обычное несущее средство 80 из стеновой / древесноволокнистой плиты содержит бесконечную несущую ленту 81 обычной конфигурации. Конечно, несущее средство 80 может включать в себя другие обычные средства при условии, что используемые средства могут быть адаптированы для переноски древесноволокнистой и стеновой плиты. Например, несущее средство 80 может содержать в некоторых вариантах реализации ряд роликов.
Благодаря описанной здесь конфигурации предпочтительное устройство в соответствии с настоящим изобретением способно работать и легко переключаться между режимом производства древесноволокнистой плиты и режимом производства стеновой плиты.Что касается фиг. 5 показано предпочтительное устройство, сконфигурированное для работы в режиме производства древесноволокнистого картона, как включающее в себя средство 70 для транспортировки древесноволокнистого картона, которое в рабочем состоянии связано с обрезанными зелеными досками 57 и с несущей лентой 81. В проиллюстрированном варианте осуществления средство 70 содержит бесконечный ремень 72, приспособленный для перемещения в указанном направлении. Лента 72 движется вдоль опорных роликов 73 и, таким образом, переносит доски 57 от режущего устройства через неподвижный формующий стол 90 к несущей ленте 81 из древесноволокнистых / стеновых плит.В соответствии с важными аспектами предпочтительных вариантов осуществления, средство 70 для переноски включает в себя регулировочный стол, обозначенный в целом как 74, который несет множество поддерживающих роликов 73 и способен перемещать поддерживающие ролики и ленту 72 в рабочее состояние и выходить из него. доски 57. В частности, регулировочный стол 74 предпочтительно включает в себя средство 100 для альтернативного и выборочного подъема и опускания поддерживающих роликов 73. Хотя предполагается, что несколько механизмов могут быть адаптированы для использования в качестве средства подъема / опускания, предпочтительный механизм содержит множество винтовых и / или гидравлических домкратов, поддерживающих верх 101 регулировочного стола.
Натяжное устройство 110, нагреватель 111, направляющая 112, биговщик 113 и штыревой смеситель 51 являются устройствами для формования стеновых панелей и не работают в режиме, показанном на фиг. 5. Кроме того, верхний формующий валок 114 также является устройством для формования стеновых плит и также не работает в режиме формования древесноволокнистых плит, как более подробно описано ниже. Однако устройство 115 для формования нижней стеновой плиты, которое показано как формующая плита, но может содержать формующие валки, может использоваться в качестве опорного / направляющего валка в режиме формования древесноволокнистой плиты, как показано на фиг.5.
Одним из предпочтительных назначений средства 70 для выборочного приема зеленых плит 47/57 и переноса их к обычному средству 80 для крепления стеновых плит / древесноволокнистых плит является обеспечение медленного схватывания гипса при его транспортировке. Затем практически затвердевшие плиты сушат в печи перед обычной обрезкой концов и кромок, обработанных водой, шлифованием и силиконовым уплотнением.
Для перехода из режима формования древесноволокнистых плит (фиг. 5) в режим формования стеновых плит (фиг. 6) винтовые домкраты 100 опускают опорные ролики 73, а лента 72 снимается с формующего стола. 90 и с формующего ролика 115.Это позволяет опускать натяжное устройство 110, нагреватель 111, направляющую 112 и устройство для биговки 113 в рабочее соединение с формующим столом 90 и штифтовым смесителем 51. В частности, этот режим работы позволяет вводить облицовочный материал 120 с ролика 48 в натяжное устройство. 110, под нагревателем 111, через направляющую 112 и биговочную машину 113, через формующий стол 90, под штыревым смесителем 51, между формующими валками 114/115 и на несущую ленту 81 без столкновения со стороны поддерживающих валков 73 или ленты 72. Как обычно, стеновая плита -формовочная гипсовая суспензия 130 подается из штифтового смесителя 51 на облицовочный лист 120, который поддерживается формующим столом, когда он проходит мимо штифтового смесителя.Предполагается, что устройства для формования стеновых панелей могут подниматься и опускаться в надлежащее рабочее положение и выходить из него любым из нескольких способов, которые станут очевидными для специалистов в данной области техники с учетом настоящего раскрытия.
В соответствии с обычными операциями формования стеновых панелей предоставляется второй рулон 120 облицовочного материала 121 в форме листа. Облицовочный лист 121 принимается формующим валком 114 и наносится на верхнюю поверхность гипсовой суспензии 130. Несущая лента 81 служит в качестве обычного держателя стеновых плит или установочной ленты, расположенной под или, по крайней мере, непосредственно после формующих валков 114/115 и функции для поддержки стеновой панели и отвода ее от формующих средств.
Вышеописанный непрерывный процесс мокрого древесноволокнистого картона обеспечивает обезвоживание в оперативном режиме и облегчает производство изделий из древесноволокнистых плит номинальной толщиной от 0,125 дюйма до примерно 1,5 дюйма. Это оборудование может быть адаптировано для различных типов плит путем чередования количества прижимных валков, а также скорости ленты. В качестве исходных материалов можно использовать цемент и / или гипс, а на готовые плиты можно нанести тиснение с легкими или тяжелыми рисунками, такими как волокна древесины. Способ по настоящему изобретению позволяет производить древесноволокнистые плиты плотностью около 30-85 фунтов./ фут. 3 и шириной от примерно 6 дюймов до примерно 12 футов. Добавки можно вводить как во влажном, так и в сухом состоянии либо через систему дозирования штукатурки, либо через системы варки целлюлозы, такие как водомер. Этот новый процесс может также производить различные составы слоев, наносимых через отдельные напорные ящики на движущуюся ленту, для достижения различной плотности и отделки лицевой и обратной сторон выбранных плит.
Свойства древесноволокнистой плиты
Способы настоящего изобретения могут быть использованы для изготовления немелованной древесноволокнистой плиты, которая имеет по существу однородный и гомогенный состав по всей своей толщине.Термин «без облицовки» используется здесь для обозначения того, что слой древесноволокнистой плиты предпочтительно не облицован листовым материалом, например, бумагой или стекловолоконным матом, который часто используется в качестве облицовочного материала для гипсокартона, хотя облицовочные изделия с улучшенной структурой. могут быть легко получены путем использования композиций древесноволокнистых плит по настоящему изобретению в сердцевинах таких плит.
Как упоминалось выше, желательно, чтобы слой древесноволокнистой плиты настоящего изобретения имел плотность в широком диапазоне примерно 30-85 фунтов./ фут. 3 , и предпочтительно около 50-65 фунтов / фут. 3 . Для достижения упомянутых выше значений прочности на изгиб и удерживающей способности винта (30 фунтов и 400 фунтов соответственно) в древесноволокнистых плитах, имеющих плотность намного ниже 60 фунтов / фут. 3 , должно быть включено в состав, из которого изготовлен строительный материал, относительно большое количество связующего полимера, например, около 1 мас. % до примерно 3 мас. % в зависимости от содержания твердых веществ. Для применений, в которых такие характеристики прочности на изгиб и удерживающая способность винта не считаются важными, использование связующего полимера может отсутствовать или обеспечиваться в меньших количествах.Плотность древесноволокнистой плиты можно регулировать, используя давление при формовании продукта и / или используя материал с низкой плотностью, например вспученный перлит.
Прочность на изгиб древесноволокнистых плит в рамках настоящего изобретения обычно должна составлять, по меньшей мере, около 30 фунтов, предпочтительно, по меньшей мере, около 40 фунтов. (Образец толщиной 1/2 дюйма испытан в соответствии с модифицированной процедурой ASTM C 473-86a, как описано в патенте США № 420,362). В общем, способность удерживать винты древесноволокнистых плит в рамках настоящего изобретения предпочтительно составляет, по меньшей мере, около 400 фунтов.и в строительной плите, которая будет использоваться в качестве кромочной обвязки противопожарных дверей, предпочтительно, по меньшей мере, около 600 фунтов, а наиболее предпочтительно более, чем около 700 фунтов, при испытании в соответствии с процедурами, описанными в иных случаях в U.S. Ser. № 420,362 для однодюймовых образцов.
Хотя были проиллюстрированы различные варианты осуществления процесса и оборудования, это было сделано с целью описания, а не ограничения этого изобретения. Различные модификации, которые станут очевидными для специалиста в данной области техники, входят в объем данного изобретения, как изложено в прилагаемой формуле изобретения.
Влияние температуры горячего прессования на характеристики древесноволокнистых плит средней плотности (МДФ)
Температура горячего прессования определяется в соответствии с характеристиками плит, типом клея и производственной эффективностью горячего прессования. Во время горячего прессования тепловая энергия повысила пластичность волокна и создала условия для интеграции различных связей. Тепловая энергия приведет к испарению влаги в необработанном картоне. Временное нагревание ускорит затвердевание смолы, затвердевающей в горячем состоянии, что снизит трение и повысит текучесть.Температура горячего прессования обычно относится к температуре плиты горячего прессования, но при фактическом использовании функцию играет температура внутри необработанного картона. В этом исследовании исследуются характеристики МДФ в отношении температуры горячего прессования. Прочность и водостойкость продукта улучшаются с увеличением температуры горячего прессования со 140 ° C до 160 ° C, модуль разрыва (MOR) увеличивается на 9,8%, внутреннее соединение (IB) увеличивается на 33,6%. , водопоглощение (Wt) уменьшается на 38.2%, а степень расширения по толщине () уменьшается на 15,2%.
1. Введение
Древесноволокнистая плита средней плотности (МДФ) – это тип древесных листов, производимых при оптимальном давлении и температуре с использованием древесного волокна или других растительных волокон в качестве сырья и с применением карбамидоформальдегидной смолы [1]. Плотность МДФ при производстве обычно составляет от 690 до 750 кг / м 3 . В качестве сырья для изготовления МДФ используются дрова с близлежащих плантаций и леса, манго, древесина Газы ( Tamarix aphylla ), древесина тополя ( Populus caspica ), эвкалипт, пшеничная солома, рисовая шелуха, стебли хлопка, Sesbania , сахарный тростник. жом и т. д. [2].
Индекс эффективности МДФ делится на три категории: физические характеристики, механические характеристики и биологические характеристики [3]. Физические характеристики в основном включают плотность, влажность и набухание по толщине. Механические характеристики в основном включают внутреннее соединение, модуль упругости (MOE), модуль разрыва (MOR) и удерживающую силу винта (торцевую и боковую) [4]. Биологические характеристики в основном включают высвобождение формальдегида [5].
На рисунке 1 показан весь производственный процесс, связанный с различными рабочими станциями, то есть подготовка материала, формирование волокна, обработка волокна, формирование мата и горячее прессование, обработка картона и складирование.На участке подготовки материала древесина преобразуется в щепу с помощью рубильной машины. Затем стружка просеивается для разделения на требуемый размер [6]. Подтверждающая стружка затем транспортируется к машине для мойки стружки через ленточный конвейер с установленным над ним устройством для удаления железа. Затем эти стружки промываются, чтобы улучшить их качество. Затем эти стружки передаются в секцию разделения волокон. В секции отделения волокон чипсы варят при температуре 160–180 ° C и давлении 6–8 бар в течение примерно 3–5 минут, чтобы сделать их более мягкими.В размягченную стружку добавляют около 1-2 мас.% Парафина, чтобы сделать ее устойчивой к набуханию [7]. Затем размягченная стружка поступает в камеру измельчения. В камере измельчения материалы механически разлагаются под действием воды и тепла. Формируются пульпы. Затем эти пульпы поступают в продувочную линию. При прохождении через продувочный клапан в пульпу добавляют карбамидоформальдегидную смолу. После этого пульпа в виде волокна поступает в сушилку [8]. В секции обработки волокна влага испаряется в волокне и контролирует ее в требуемом диапазоне.Конечная влажность волокна регулируется в пределах 8–13 (мас.%). В секции формирования мата волокно равномерно распределяется по конвейерной ленте матирования. Под действием воздушного потока формируется мат заданной толщины. Допечатная подготовка удаляет воздух из мата и придает ему прочность [9].
В секции обрезки досок доска охлаждается и подается на продольную и поперечную пилу для резки [10]. Убирается пыль со сторон доски. На участке шлифования доска полируется до необходимого размера, удаляя лишнюю поверхность.Затем доска проверяется и отправляется на склад [11].
2. Методология
Горячее прессование – важный процесс производства МДФ, который играет решающую роль в качестве продукта и производительности.
Горячее прессование относится к процессу, при котором необработанный картон под действием комбинированной функции температуры и давления подвергается испарению влаги, увеличению плотности, затвердеванию клея и перераспределению водонепроницаемого агента, а состав сырья подвергается воздействию серия физических и химических изменений для формирования силы сцепления между волокнами и формирования продуктов, соответствующих требованиям качества [12].Растительный волокнистый материал – это микромолекулярное органическое вещество, сложное по химическому составу с добавлением композитной смолы. Процесс горячего прессования включает не только изменение геометрической формы, но и такие процессы, как химическое изменение и физическое изменение [13]. Факторы, влияющие на метод, включают температуру процесса, тип сырья, концентрации ингредиентов, содержание влаги, тип и характеристики смолы, а также время и давление процесса. Цикл прессования и параметры показаны в Таблице 1 и на Рисунке 2.В таблице 1 для плиты толщиной 16 мм полное время цикла прессования составляет 275 секунд плюс время позиционирования (+ 30).
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
время – время закрытия пресса, которое обычно составляет 10 секунд.Таким образом, полный цикл горячего прессования на 16 мм рассчитан как 320 секунд. Регулировка основана на времени гелеобразования мочевиноформальдегидной (УФ) смолы. Точно так же регулируются разные параметры для разной толщины и отверждения смолы.
График, показанный на рисунке 2, сформирован на основе параметров горячего прессования, указанных в таблице 1.
Основной эксперимент проводился на плите толщиной 16 мм. Были изготовлены четыре образца МДФ диаметром 16 мм с исходными параметрами, указанными в таблице 2.
| ||||||||||||||||||||||||||||||
3.Результаты и обсуждения
Окончательные свойства МДФ кратко представлены в таблице 3. Сравнительный анализ четко определенных свойств МДФ, таких как водостойкость (Wt), набухание по толщине (), модуль разрыва (MOR) и внутренний Связь (IB) может быть получена на основе изменения температуры [14, 15]. Wt и – физические свойства МДФ, а MOR и IB – механические свойства сформированного МДФ.
| ||||||||||||||||||||||||||||||||||||||||||||||||
Четыре образца МДФ изготовлены при температурах 140 ° C, 160 ° С, 170 ° С и 185 ° С.Между тем, во время производства исходные параметры, а именно время предварительного нагрева, УФ-смола, воск, время прессования и размер платы, оставались постоянными [16].
Физические свойства МДФ – набухание по толщине () – превосходны при изменении температуры от 140 ° C до 185 ° C. При 140 ° C, 160 ° C, 170 ° C и 185 ° C значения были записаны как 18%, 15,3%, 8,2% и 9,3%, соответственно, как показано на рисунке 3.
температура повышается со 140 ° C до 170 ° C, значение уменьшается с 18% до 8.2%, но когда мы увеличиваем температуру со 170 ° C до 180 ° C, значение немного увеличивается с 8,2% до 9,3%. Это означает, что при дальнейшем увеличении температуры значение будет двигаться в порядке возрастания и прочность МДФ уменьшится. Наилучший и приемлемый диапазон температур для МДФ – от 170 ° C до 180 ° C. Это оптимальный средний диапазон температур. Расчетные значения также зависят от характера отверждения смолы, используемой в качестве связующего, и времени горячего прессования [17, 18]. При нормальном отверждении смол для МДФ строго запрещены низкие и высокие температуры.При этом значение по стандарту (EN-317) составляет <12%.
В записях изготовленных образцов МДФ экспериментальные значения механических адгезионных свойств, то есть внутренней связи (IB), находятся в диапазоне от 0,43 МПа до 1,02 МПа для диапазона температур от 140 ° C до 185 ° C, как показано на Рисунок 4.
Значение IB при низкой температуре (140 ° C) составляет 0,43 МПа, в то время как для МДФ толщиной 16 мм значение IB стандартизовано (EN-319) и составляет 0,6 МПа. Следовательно, при 140 ° C МДФ будет иметь очень низкую прочность.Но при превышении температуры от 140 ° C до 160 ° C значение IB достигает 0,64 МПа. Таким образом, при 160 ° C МДФ соответствует стандартным показателям и прочности. Если мы далее увеличиваем температуру со 160 ° C до 170 ° C, устанавливается прямая зависимость между температурой и IB, и значение IB постоянно увеличивается [19]. При максимальном значении температуры (185 ° C) достигается значение IB 1,02 МПа. Но если мы еще больше повысим температуру, поверхность и внутренний слой могут привести к большой разнице температур, и в конечном итоге МДФ может стать хрупким.
Образцы МДФ также испытываются на очень важное механическое свойство, а именно, MOR [20]. Экспериментальные значения MOR рассчитываются как 29,2 МПа, 32,2 МПа, 31,8 МПа и 30 МПа для температуры 140 ° C, 160 ° C, 170 ° C и 185 ° C соответственно, как показано на рисунке 5. Даже при низкая температура (140 ° C), значение MOR очень близко к стандартному (EN-310) значению (≥30 МПа). При 160 ° C значение MOR находится на пике (32,3 МПа). Однако, если мы еще больше увеличим температуру со 160 ° C до 185 ° C, MOR будет вести себя обратным образом.
Рисунок 6 демонстрирует влияние температуры на плотность. Физические свойства, плотность МДФ, превосходны при изменении температуры от 140 ° C до 185 ° C. При 140 ° C, 160 ° C, 170 ° C и 185 ° C значения плотности были записаны как 0,74 г / см 3 , 0,72 г / см 3 , 0,72 г / см 3 и 0,73 г / см 3 . При низкой температуре значение плотности максимальное, то есть 0,74 г / см 3 . Если мы увеличим температуру со 140 ° C до 160 ° C, значение плотности упало с 0.74 г / см 3 до 0,72 г / см 3 . Если мы дополнительно увеличим температуру со 160 ° C до 170 ° C, значение плотности останется постоянным. Однако при повышении температуры от 170 ° C до 185 ° C плотность также увеличивается с 0,72 г / см 3 до 0,73 г / см 3 .
Для систематической оценки свойств МДФ значения температуры горячего прессования сравниваются с водонепроницаемостью. Свойство водостойкости демонстрирует резкое поведение в зависимости от температуры, а прочность МДФ колеблется.При температуре 140 ° C значение водонепроницаемости составляет 29,2%, как показано на рисунке 7. Однако при повышении температуры со 140 ° C до 160 ° C значение водонепроницаемости снижается с 29,2% до 18%. При 160 ° C показатель водонепроницаемости идеален, а прочность МДФ на пике. Но при дальнейшем повышении температуры со 160 ° C до 170 ° C значение водонепроницаемости немного снижается с 18% до 17,9%. Однако при максимальной зарегистрированной температуре ее значение снова увеличивается. Это колеблющееся поведение водонепроницаемости является большой разницей температур между поверхностным слоем и внутренним слоем [21].
4. Выводы
МДФ средней плотности, влажность волокон в необработанном картоне невысока, а необработанный картон толстый, но рыхлый и с плохой теплопроводностью. Нагрев в основном осуществляется за счет контактной передачи. Следовательно, разница температур между поверхностью и сердцевиной необработанной плиты высока. Для обеспечения полного застывания различных клеев обычно выбирают 160–180 ° С. Выбор температуры также зависит от других факторов, таких как сырье, тип деревьев и содержание влаги в необработанной плите, свойства клея, толщина необработанной плиты, метод нагрева, время нагрева и давление.Приведенные выше результаты показывают, что характеристики МДФ тесно связаны с температурой горячего прессования. Прочность и водостойкость изделия повышаются при повышении температуры горячего прессования со 140 ° C до 160 ° C; MOR будет увеличен на 9,8%, связка IB будет увеличена на 33,6%, водопоглощение будет уменьшено на 38,2%, а степень расширения по толщине будет уменьшена на 15,2%. Это связано с тем, что с повышением температуры горячего прессования будет увеличиваться перепад температуры на поверхности и внутреннем слое необработанной плиты, ускоряется теплопроводность и быстро повышается температура внутреннего слоя.Чтобы клей лучше растекался и равномерно распределялся между волокнами; таким образом он может полностью затвердеть. Кроме того, повышение температуры может усилить снижение потребления химикатов в волокне, таким образом, увеличивая активность волокна для легкого связывания между волокнами. Но если температура продолжит повышаться до 185 ° C, прочность и водостойкость картона могут снизиться, что может быть вызвано разложением и хрупкостью смолы. Определение температуры горячего прессования зависит от толщины и плотности продукта.Для производства продукта с плотностью 0,6 г / см 3 и толщиной 11 мм разница температур между поверхностным и внутренним слоем необработанного картона может достигать 40–60 ° C. Более высокая разница температур затрудняет производство толстых плит. Это связано с тем, что поверхностное волокно необработанного картона находится в прямом контакте с пластиной горячего прессования, и клей в поверхностном волокне затвердевает за короткое время. Однако для достижения этой температуры затвердевания внутреннему слою потребуется больше времени, поэтому цикл горячего прессования наверняка продлится дольше.Если мы увеличим температуру для усиления эффекта теплопередачи, это может вызвать деградацию поверхностного волокна и чрезмерное затвердевание клея. Поэтому для технологии теплоносителя разрабатывается много новых технологий. Например, при контактном нагреве необработанных плит добавление высокочастотного нагрева и использование распылительной варки может сыграть положительную роль в быстром повышении температуры необработанных плит, сокращении времени нагнетания давления и улучшении характеристик продуктов.