пропорции при производстве — Всё про бетон
Вот уже многие годы такой строительный материал, как опилкобетон используется в строительстве многих сооружений и зданий. Наряду с традиционным бетонным раствором, опилкобетон способен выполнять те же самые функции, что положены и бетону.
Принципиальной разницей в строительных характеристиках такого подтипа бетона не имеется. Отличие состоит лишь в том, что для приготовления раствора традиционного бетона используется щебень и цемент, а для приготовления раствора из опилкобетона — смесь древесных отходов (стружка, опилки).
Данная технология была придумана в советские годы, ближе к шестидесятым годам. Опилкобетон по определению — это одна из разновидностей бетонных смесей, в состав которого входят древесные опилки и стружки. В настоящий момент реализация и производство такого вида бетонного раствора совершенно забыта и не реализуется.
Дело в том, что в начале девяностых годов, во время перестройки, началась программа на блочное и панельное строение всех жилых зданий, а про традиционные виды приготовления строительных материалов было забыто вовсе и считалось издержками старого времени.
Что такое опилкобетон?
Опилкобетон — это строительная смесь, предназначенная для всякого рода производства или возведения стен, укреплений, заливки тех или иных объектов домовладения. Изготавливается опилкобетон как и обыкновенный цементный бетон с щебнем, за исключением того, что в опилкобетоне имеется ряд древесных частиц.
В состав опилкобетона входят:
- Цемент.
- Вода.
- Древесная стружка.
- Песок.
Стоит отметить тот факт, что смесь из опилкобетона, как показывает результат проверки, является натуральным веществом, который не влияет на санитарно-гигиенические условия местности и человека, а также наиболее лучшим строительным материалом для возведения несущих стен и конструкций.
Плотность данного раствора напрямую зависит от компонентов, входящих в его состав. К примеру, если в опилкобетоне содержится большое содержание песочных гранул, то такой песок является наиболее разрушимым и подверженым распаду, а также менее плотным раствором.
По этой причине, к выбору компонентов опилкобетона нужно подходить наиболее качественно и анализировано. К тому же, расчеты на пропорции элементов в опилкобетоне являются основными факторами прочности и качества будущих зданий и сооружений, где данный материал использовался как строительное средство.
Опилкобетон или по-другому арболит является отличным материалом для возведения стен в доме и имеет целый ряд преимуществ в своей эксплуатации:
- Первое, о чем стоит упомянуть — это состав смеси опилкобетона, который влияет на теплосохранение в доме. Опилки с древности считаются лучшим материалом для сохранения тепла, по этой причине и произошло их использование в строительных целях. Хорошая теплопроводность опилкобетона является большим фактором для конкурирования с иными блочными материалами, к примеру, газоликаты или пенобетон.
- За счет своего простейшего состава и грамотной пропорции каждой смеси арболита, его можно использовать как средство в борьбе за шумоизоляцию.
 Наличие древесной смеси способствует также и тому, что опилкобетон является наиболее гибким и осадочным строительным средством. Но осадка такого материала относительно мала и варьируется в размерах ГОСТа.
Наличие древесной смеси способствует также и тому, что опилкобетон является наиболее гибким и осадочным строительным средством. Но осадка такого материала относительно мала и варьируется в размерах ГОСТа.- Многие факторы опилкобетона говорят о том, что данный строительный элемент является легковоспламеняемым, но это вовсе не так. В производстве опилкоблоков применяется определенный ряд химических элементов, которые могут позволить блоку устоять с гнилостными бактериями, также блокирующие и не допускающие процесс разрушения бетона во время его затвердевание.
- Более того, опилкобетон устойчив ко многим факторам влажности. Большой процент увлажнения совершенно не страшен данному типу строительного материала. Поэтому, установка пеноблочных стен разрешена только на уровне земли.
Стоит систематически выделить ряд основных характеристик арбалита (опилкоблока):
- Материал, из которого изготавливает опилкоблок, является абсолютно безвредны и экологически чистым.

- Замечательная теплопроводность и хорошая морозоустойчивостью.
- Не вступает в контакт с различного рода грибками, лишайниками, мхом. Не подвержен гниению за счет наличия химических реагентов, останавливающих результат гниения органических веществ в составе опилкоблока.
- Легкая фрезеровка материала, несмотря на его твердость и прочность.
- Состав опилкобетона таков, что его поверхность замечательно контактирует с любого вида штукатуркой и раствором цемента.
- Все грани опилкобетона легко подвергаются раскрашиванию его (каркаса всей стены) в декоративную краску или лак.
- Не имеет свойства возгораться.
- Опилкобетон имеет отличную шумоизоляцию и хорошо подходит для многоквартирных домов.
Область применения опилкобетона
Благодаря наличию таких качеств как, звукоизоляция и теплоудержание, опилкобетон используется в частных домовых строениях и отделке квартирных стен. Можно смело утверждать, что коэффициент теплопроводимости опилкобетона в разы выше, чем у кладки, выполненной из керамического камня. Кроме того, более полувековая история зданий, возведенных из опилкобетона, несомненно, подтверждают качество этого материала и его долговечность.
Можно смело утверждать, что коэффициент теплопроводимости опилкобетона в разы выше, чем у кладки, выполненной из керамического камня. Кроме того, более полувековая история зданий, возведенных из опилкобетона, несомненно, подтверждают качество этого материала и его долговечность.
В начале шестидесятых годов прошлого столетия, опилкобетон широко применялся в строительстве жилых зданий и корпусов предприятий, так как являлся одним из дешевых строительных смесей, производимых на территории СССР.
Но с течением времени, производство опилкобетонного материала стало резко сокращаться в связи с появлением более удобных на тот момент, панельных плит.
Именно они пришли на смену опилкобетонным блокам. На сегодняшний день спрос на опилкобетон вновь возрастает. Связанно это с тем, что началось постепенное увеличение количества строящихся домов и коттеджей.
Как и каждый строительный материал, опилкобетон обладает теми или иными достоинствами или недостатками.
Плюсы:
- Пожалуй, самым большим плюсом данного строительного материала является его низкая себестоимость.

- Опилкобетон может быть использован как в блочной форме, так и в монолитной, заливаемой в обустроенную опалубку. Этот процесс выбора делает строительство дома удобнее.
- Хорошая пожароустойчивость.
- Санитарно-гигиеническая безопасность опилкобетона обусловлена использованием в составе лишь натуральных природных элементов.
- Возможность самостоятельно приготовить сырье и залить в форму блока.
- Высокий коэффициент теплоизоляции.
Минусов у пеноблочного материала не так уж и много:
- Маленькая прочность на сжимание блока.
- Хрупкий состав опилкобетона.
Благодаря таким характеристикам пеноблока, на сегодняшний момент его применяют в строительстве:
- Фундамента.
- Утеплителя стенных перегородок.
- Несущих каркасных стен.
- Забора и столбов.
В случае, если выбранным материалом для строительства дома стал опилкобетон, то не стоит делать более одного этажа. Либо строить более одного и двух, но с примесью кирпича или бетонных блоков.
Либо строить более одного и двух, но с примесью кирпича или бетонных блоков.
Состав опилкобетона
В состав такого строительного материала, как опилкобетон входят все основные структурные компоненты бетонного раствора, а это:
- Цемент высшей марки.
- Песок, желательно очищенный от примесей.
- Щебень различной категории формации.
Помимо всего этого, отличительной особенностью опилкобетона является наличие в нем опилок или древесных стружек. Примечательно, что по истечении большого срока времени они вовсе не гниют. Происходит это по той причине, что в состав опилкобетона замешивается некоторое количество химических реагентов, способных остановить реакцию разложения.
Изготовление опилкобетона своими руками
Случается и так, что денежных средств на поставку строительного раствора, в частности опилкобетона, не имеется. В таком случае необходимо прибегать к самостоятельному приготовлению данной смеси. Стоит сказать заранее, что в этом процессе нет ничего сложного, и если приготовление традиционного бетонного раствора не вызывало никаких вопросов, то с приготовлением опилкобетона будет еще проще.
Нужно отметить, что на сегодняшний день сохранилось несколько способов приготовления данной смеси самостоятельно, причем, для каждого вида работы свой тип опилкобетона.
К примеру, для того, чтобы произвести опилкобетон, способный устоять шумовому воздействию, необходимо использовать известь в виде порошка, воду и древесные опилки. Отношение каждого элемента в растворе должно быть на два меньше, чем у первоначального элемента (извести).
Непосредственно процесс приготовления опилкобетона выглядит следующим образом:На заранее приготовленную поверхность нужно высыпать песок, цемент и известь. Все эти элементы нужно тщательно перемешать, пока сухой раствор не станет до конца однородным.
После размешивания сыпучих смесей, необходимо добавить соответствующее количество древесных опилок, а затем добавить воды.
Относительно пропорций каждого материала, входящего в состав опилкобетона, нужно отметить следующие цифры:
- Отношение стружки к извести должно быть в равных количествах, то есть 1:1.

- Отношение цемента и воды — 1:2.
- Песка должно быть столько же, сколько и извести.
Согласно подсчетам, на они кубический метр приготовленной смеси опилкобетона необходимо затратить около 250 — 300 литров воды. Примечательно, что вода должна находится непосредственно в растворе, а не выталкиваться из него на поверхность.
Опилкобетон с использованием марки цемент м-300 станет отличным теплоизолятором для дома. Смесь из цемента марки м-500 применяется как для строительства несущих конструкций стены дома, так и для балконных сооружений или мансард.
Что касается ведерного объема всех элементов опилкобетона, то для производства смеси понадобится:
- 2 ведра древесной стружки и порошковой извести.
- 1 ведро цемента и 2 ведра воды.
- 2 ведра песка.
Производство блоков из опилкобетона
Для того, чтобы самостоятельно производить опилкобетонные блоки необходимо знать как минимум 2 параметра:
- Размеры блоков.

- Состав смеси для опилкобетона.
Так как с составом смеси опилкобетона и его производством уже ознакомлено выше, стоит заострить внимание на форме и размерах будущих опилкобетонных блоков.
Стандартно, размеры блоков имеют величину 200*300*600 миллиметров. Изготовить формочки под такие размеры не составит большого труда. Проще всего соорудить их из деревянных дощечек. Для целесообразности лучше всего соорудить 10-15 таких формочек, чтобы бетонные блоки имелись в наличии каждый день по нескольку штук.
Застывание раствора в формах длится около четырех дней, после чего блок будет полностью готовым к реализации. Стоит сказать и то, что процесс высыхания опилкобетонных блоков должен происходить на открытом воздухе.
Забор из опилкобетона своими руками. Изготовление опилкобетона в домашних условиях
Опилкобетон — материал, широко использующийся в монолитном строительстве до появления пенобетона. Сегодня из опилкобетона чаще всего производят стеновые блоки, которые пригодны для возведения зданий высотой до 3 этажей.
В данной статье представлена инструкция, следуя которой вы сможете сделать опилкобетон своими руками. Также мы рассмотрим назначение материала, его технические характеристики, преимущества и недостатки.
1.2 Испытание блоков из опилкобетона (видео)
2 Технология производства опилкобетона
Сырьевой состав опилкобетона состоит из 4-ех компонентов — портландцемента, опилок, песка и воды. Также в качестве дополнительного связующего может добавляться известь, однако реальной необходимости в ее использовании нет. Цементный раствор является щелочной средой, при попаданию в которую из опилок выделяются сахаристые вещества, негативно сказывающиеся на итоговой прочность материала.
Чтобы исключить отрицательные процессы опилки нужно предварительно обработать. Проще всего сделать это выдержав опилки на открытом солнце в течении 2-3 месяцев, однако ввиду длительности этого способа его применение нерационально. Наиболее оперативный метод — вымачивание опилок в известковом растворе (концентрация 1. 5%) в течении 3-4 дней с регулярным перемешиванием. Для кубометра материала необходимо использовать 200 литров воды, в которой разведено 2.5 кг извести. Такая обработка также защищает блоки от гниения в условиях высокой влажности.
5%) в течении 3-4 дней с регулярным перемешиванием. Для кубометра материала необходимо использовать 200 литров воды, в которой разведено 2.5 кг извести. Такая обработка также защищает блоки от гниения в условиях высокой влажности.
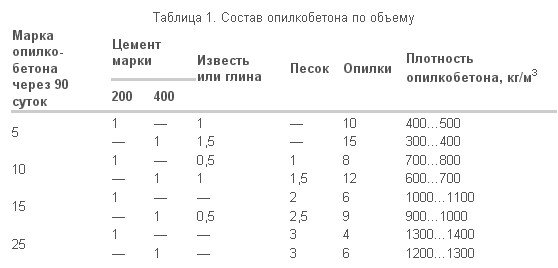
Пропорции смешиваемых компонентов зависят от требуемой плотности изготавливаемого материала (данные в таблице указаны с расчета приготовления кубометра опилкобетона):
Количество воды варьируется в пределах 250-350 л/м 3 смеси. Конкретный выбор делается исходя из первоначальной влажности опилок. Если влажность материала составляет 35-50%, то нужно добавлять максимальное количество воды (350 л), колеблется от 50 до 100% — минимальное количество.
Существует две последовательности замешивания раствора:
- Первоначально смешивается цемент с песком, после чего к ним добавляются опилки и заливается вода.
- Опилки заливаются водой и добавляется цемент, смесь размешивается до однородной консистенции и добавляется песок.
Известь всегда засыпается в последнюю очередь. Если изготовление опилкобетона осуществляется без специального оборудования, то предпочтительнее использования порядка замешивания №2 виду его меньшей трудоемкости. Отметим, что приготовить такой раствор с помощью бетономешалки гравитационного типа достаточно сложно, так как вода будет стекать вниз емкости, а опилки оставаться сверху. В идеале нужно использовать принудительный бетоносмеситель, стоимость которого начинается от 50 тысяч.
Если изготовление опилкобетона осуществляется без специального оборудования, то предпочтительнее использования порядка замешивания №2 виду его меньшей трудоемкости. Отметим, что приготовить такой раствор с помощью бетономешалки гравитационного типа достаточно сложно, так как вода будет стекать вниз емкости, а опилки оставаться сверху. В идеале нужно использовать принудительный бетоносмеситель, стоимость которого начинается от 50 тысяч.
Кустарное производство можно вести и без какого-либо специального оборудования, готовя раствор в корыте. В таком случае в нем нужно смешать лопатой песок и цемент, далее добавить и перемешать опилки и ввести воду. Раствор должен иметь такую влажность, чтобы при сжатии в кулаке он не растрескивался, но и не стекал водой.
С применением такого раствора может заливаться стяжка из опилкобетона либо вестись монолитное строительство. Если же конечной целью является изготовление блоков, то потребуется сделать формы из листового металла либо фанеры.
Форму имеет смысл делать под стандартный размер стеновых блоков 390*190*188 мм, но при этом ее высота должна быть на 5 см выше, что нужно для трамбовки смеси. Также в форме не должно быть дна и должны присутствовать боковые ручки. Для трамбовки делается отдельная металлическая пластина, соответствующая размерам сечению формы.
Технология производства блоков достаточно простая. Первоначально нужно приготовить площадку, на которых будут выдерживать блоки до полного отвердевания, все работы проводятся на ее территории. Форма заполняется опилкобетоном, используемой в роли пресса крышкой смесь прижимается, что приводит к уплотнению блока. Далее за ручки форма поднимается и блок остается лежащим на полу. Рабочую прочность изделие получит по истечению 2-ух недель.
Многие люди хотят узнать больше об изготовлении блоков из опилкобетона своими руками. Главная проблема в том, что информации по данному вопросу крайне мало, хотя многие энтузиасты уже довольно долгий срок возводят из подобных блоков здания и загородные дома, ведь компоненты, которые требуются для производства продукта, не являются дефицитом. В данной статье мы рассмотрим нюансы и тонкости изготовления опилкобетона собственноручно, а также виды, характеристики и пропорции опилкобетона.
В данной статье мы рассмотрим нюансы и тонкости изготовления опилкобетона собственноручно, а также виды, характеристики и пропорции опилкобетона.
Опилкобетоном называют изделие, которое изготавливают из смешанных в разных пропорциях песка, опилок, цемента и извести. Данный строительный продукт относят к типу легких материалов для строительства. Придуманы блоки во второй половине ХХ века, однако популярность обрели лишь в конце века.
Так как блоки из опилкобетона и извести отличаются большим числом санитарно-гигиенических достоинств, их позволяется применять для строительства совершенно разных типов сооружений, например для детей либо медицинских целей.
На блоках можно производить самую разную механическую отделку, ведь они практически не поддаются деформации. Не редко данный материал путают с блоками из . Однако изготовление этих материалов происходит из разных компонентов.
Какими характеристиками обладают (плюсы и минусы)?
Главные свойства в опилкобетоне, которые важны потребителю:
Главным минусом данного изделия можно назвать то, что он поглощает влагу. Однако этот нюанс поддается решению, ведь фасад можно покрыть водоотталкивающими растворами. А вот изнутри опилкобетон покрывается особыми гидроизоляционными смесями. Еще одним недостатком является то, что в качестве главного компонента не все опилки подходят.
Однако этот нюанс поддается решению, ведь фасад можно покрыть водоотталкивающими растворами. А вот изнутри опилкобетон покрывается особыми гидроизоляционными смесями. Еще одним недостатком является то, что в качестве главного компонента не все опилки подходят.
Типы опилкобетона
Применительно к блокам существует различная классификация. Например:
- теплоизоляционный тип, обладающие плотностью 700 кг на 1м3;
- конструкционный тип, обладающий плотностью 1000 кг на 1м3.
Также существует классификация, согласно плотности блоков:
Самым высоким показателем плотности отличается тип М5. Их используют при монтаже цоколя и стен загородных домов. Материалы типа М10 используют для восстановления стен и подвалов. А вот для отелочных операций и установки перегородок отличным выбором будет тип М15 либо М20.
Как изготовить?
Производство опилкобетонных блоков абсолютно не тяжелое дело, по данной причине все чаще потребители выполняют данный процесс в домашних условиях. Важно лишь четко придерживаться технологий и рекомендаций.
Важно лишь четко придерживаться технологий и рекомендаций.
Подготовка материалов и инструментов
Одним из основных достоинство материала является то, что опилкобетонные блоки своими руками сможет сделать любой человек, нужно лишь запастись самым необходимым. В перечне нужных материалов и инструментов, чтобы приготовить смесь в домашних условиях, значатся:
- древесные опилки;
- цемент;
- речной песок;
- глина;
- вода;
- деревянные доски;
- толь;
- стержни из стали с резьбой;
- специальные гайки;
- стальной лист;
- оборудование для трамбовки бетонного раствора;
- промышленный миксер либо бетономешалка;
- пленка из полиэтилена;
- строительное сито;
- лейка;
- известь;
- упаковка гвоздей;
- мастерок.
Создание формы для блока
Формы изготавливают из доски или приобретают готовые.
Чтобы изготовить состав и сформировать блоки, необходимы специальные формы. Если необходимо изготовить продукт большого веса, то секцию рекомендуют выполнять разборной. А вот для изделия небольшого веса либо размера лучше использовать ячеистые секции.
Если необходимо изготовить продукт большого веса, то секцию рекомендуют выполнять разборной. А вот для изделия небольшого веса либо размера лучше использовать ячеистые секции.
Опалубка формируется из деревянных досок. Изнутри секции выстилаются стальными листами. По причине наличия стального покрытия, формы отличаются высокой гидроизоляцией. Ведь при заполнении форм составом, дерево не должно поглощать воду из бетонной смеси. Плюс ко всему, из созданных таким образом секций легче вытаскивать готовое изделие.
В случае же применения не стальных секций, перед заливкой замешенного состава и по ходу формирования изделий, форму следует постоянно поливать.
Опилкобетон ни в коем случае не должен высыхать раньше положенного срока. Во время конструирования секций стоит взять во внимание одну тонкость. Когда состав подсыхает, он подвергается усадке, соответственно, изделие в итоге получается меньшего объема. По данной причине, стоит при конструировании форм учитывать этот нюанс и выполнять работу с запасом около 10%.
Готовые формы закрепляют на специальных поддонах из металла, которые посыпают небольшим количеством деревянных опилок. В случае формирования отверстий в бетоне, в форму устанавливают специальные толи. Если необходимо приготовить большое количество материала, например, 1м3 лучше сформировать несколько секций.
), это легкий вид бетона, разработанный в середине прошлого века, обладающий множеством преимуществ относительно некоторых современных материалов. В его состав входят природные компоненты, безвредные для здоровья человека и экологически чистые.
Опилки являются натуральным утеплителем органического происхождения, поэтому опилкобетон значительно теплее обычного бетона. Малый вес опилок обуславливает легкость получаемого материала, в то же время он удивительно прочный, не горит, обладает шумоизоляцией и недорогой стоимостью. К недостаткам материала можно отнести длительный период высыхания и повышенную водопроницаемость.
Подготовка опилок
Для изготовления опилкобетона используются любые виды древесных опилок. Лучшими по качествам считаются полученные при обработке хвойных деревьев и лиственницы как наиболее устойчивые к процессам гниения. Рекомендуется перед добавлением в бетон просушить их в защищенном от солнца месте в течение 2-3 месяцев. При этом испарится значительная часть веществ, снижающих скорость схватывания бетона.
Лучшими по качествам считаются полученные при обработке хвойных деревьев и лиственницы как наиболее устойчивые к процессам гниения. Рекомендуется перед добавлением в бетон просушить их в защищенном от солнца месте в течение 2-3 месяцев. При этом испарится значительная часть веществ, снижающих скорость схватывания бетона.
Приготовление опилкобетона для стяжки
Для нижнего слоя стяжки нужно взять 1 ведро цемента марки М 400, 2 ведра песка и 6 ведер опилок. Пропорции для верхнего слоя: 1 ведро цемента, 2 – песка и 3 – опилок. При желании можно добавить для 1-го слоя на 1 ведро цемента 3 кг гашеной извести, для 2-го слоя – в два раза меньше (1,5 кг). На высыхание изготовленной таким способом стяжки толщиной 10-15 см потребуется примерно 1 месяц.
В условиях промышленного производства ускорение этого процесса достигается добавлением специальных добавок, способствующих минерализации наполнителя. На 1 ведро цемента добавляют 250 гр. хлорида кальция (Е 509), а также применяется нитрат кальция, сульфат аммония, жидкое стекло, известь, которые ускоряют затвердевание раствора. Последовательность добавления материалов: в воду насыпаются опилки, затем цемент, потом песок и добавки. Отсутствие добавок не влияет на качество бетона, просто его высыхание займет больше времени. Густота опилкобетона должна быть, как у магазинной сметаны, если сделать раствор более жидким, его застывание будет более длительным.
Последовательность добавления материалов: в воду насыпаются опилки, затем цемент, потом песок и добавки. Отсутствие добавок не влияет на качество бетона, просто его высыхание займет больше времени. Густота опилкобетона должна быть, как у магазинной сметаны, если сделать раствор более жидким, его застывание будет более длительным.
Изготовление блоков из опилкобетона
Готовые блоки из опилкобетона имеют плотность от 500 кг/м³, что позволяет строить из них дома, гаражи и другие хозяйственные сооружения. Выпускаемые промышленностью материалы фибролит и карболит содержат в своем составе цемент и древесные опилки, благодаря чему обладают низкой теплопроводностью и эффективно удерживают тепло в помещении. По выводам санитарно-гигиенических экспертиз, опилкобетон превосходит все другие виды бетона по многим показателям. Недостатком этого материала является способность впитывания влаги из окружающей среды. Поэтому для того, чтобы предохранить стены от увлажнения следует позаботиться о гидроизоляции фундамента, сооружении отмостки, отделке наружных стен обожженным кирпичом или цементным раствором.
Добавление в состав материала цемента, глины и извести способствуют его пластичности, облегчающей процесс формирования блоков. Вяжущие вещества добавляются в одинаковой пропорции с сухими заполнителями. Добавление в смесь песка позволяет повысить прочность бетона и уменьшить усадку его при высыхании блока. Соотношение песка к вяжущим материалам – примерно 3:1. Лучше использовать добываемый в горах песок с ребристыми песчинками, обеспечивающими хорошее сцепление с остальными составляющими опилкобетон компонентами.
Состав опилкобетона различных марок
Для изготовления марки М5 на 80 ведер опилок (200 кг) нужно взять 4,5 ведра цемента М400 (50 кг), 3 ведра песка (50 кг), 14 ведер глины или извести (200 кг). Плотность опилкобетон данной марки составит 500 кг/м³, он так же, как и М 10 обеспечивает хорошую теплоизоляцию и может применяться для сооружения подвалов. В состав марки М10 на 80 ведер опилок берется 9,5 ведер цемента, 12 – песка и 10,5 – извести или глины. Плотность получаемого материала 650 кг/м³.
Плотность получаемого материала 650 кг/м³.
Изготовление марки М15: на 80 ведер опилок 13,5 ведро цемента, 21 – песка и 7 – извести (глины), плотность полученного материала составит 800 кг/м³. Марка М20: на 80 ведер песка 18 ведер цемента, 30 – песка и 35 – извести (глины), плотность опилкобетона – 950 кг/м³. Опилкобетон марок М10 и М15 можно использовать для возведения стен дома. При малом содержании цемента в составе материала уменьшается его плотность, снижается водонепроницаемость и устойчивость к воздействию низких температур, увеличивается коррозия металлической арматуры, применяемой при укладке блоков. Увеличение в составе опилкобетона содержания цемента удорожает его себестоимость.
Из-за длительного высыхания опилкобетона при строительстве стен используют не сооружение опалубки, а готовые, предварительно высушенные блоки. Чаще всего делают блоки толщиной 140 мм, чтобы удобно было использовать в кладке при необходимости обожженный красный кирпич или его части. При изготовлении блока опилкобетона в нем делают 2 или 3 отверстия, ускоряющие процесс сушки и снижающие теплопроводность материала. Блоки из опилкобетона очень прочные, не имеют трещин, удобны для кладки стен строений.
Блоки из опилкобетона очень прочные, не имеют трещин, удобны для кладки стен строений.
Опилкобетон – это легкий класс пескоцемента с экологически чистым составом и абсолютно безвредными для человека компонентами. На опилкобетоне получаются блоки с высокими санитарно-гигиеническими параметрами, паропроницаемостью и звукопоглощением. Другие названия материала – арболит, деревобетон.
Готовые блоки используют для строительства малоэтажных зданий. При изготовлении опилкобетона отсутствуют значительные энергетические и тепловые затраты, что снижает себестоимость готовой продукции. Рассмотрим состав опилкобетона.
Стандартное соотношение компонентов
Арболит выполняет те же функции, что и классический вяжущий строительный материал. Стандартный состав бетона с опилками: цементно-песочная смесь, деревянная стружка, известь (по необходимости). Допускается использование древесной стружки, которая увеличивает прочность моноблоков. Перед приготовлением сухую смесь следует просеять на ситах с размером ячеек 20х20, 10х10, 5х5 мм, а стружки – на ситах величиной 10х10 мм.
Каждая марка арболита готовится по определенным пропорциям. Классическими соотношениями считаются:
- стружки к извести – 1:1;
- вяжущего вещества к воде – 1:2.
Песок и известь нужно брать в одинаковых количествах. Достаточное количество воды на 1м3 готовой смеси является 250 – 300 литров. При этом жидкость не должна выталкиваться из раствора, а находиться в нем.
Пропорции
Для трех наиболее популярных марок арболита вместо 1м3 предлагаются конкретные объемы основных компонентов ведрами (далее сокращение в.).
- Марка М10 требует такие количества: полведра вяжущего сырья, ведро с горкой очищенного песка и немногим больше трех ведер со стружкой.
- Арболит М15 готовится из чуть больше половины емкости трехкальциевого силиката, полутора в. песка, четырех частей со стружками.
- Состав опилкобетона М25 получается из половины объема силиката, немногим меньше чем полтора в. песка, трех в. с горкой стружки.
Пропорции этими емкостями были подобраны и отработаны давно для каждой марки, чтобы облегчить строителям задачу без использования расчетов через величины в 1м3. В качестве отдельного компонента или возможной добавки допустимо использование гашеной извести. Цель ее примешивания — обессахаривания стройсмеси. Вместо нее можно добавлять пушонку.
В качестве отдельного компонента или возможной добавки допустимо использование гашеной извести. Цель ее примешивания — обессахаривания стройсмеси. Вместо нее можно добавлять пушонку.
Приготовление для стяжки
Для стяжки используется высокая марка вяжущего компонента М400. Приготовить ее можно своими руками. Смесь состоит из верхнего и нижнего слоев. Оптимальное соотношение силиката, песка и стружки:
- для нижнего слоя составляет 1:2:6, также допустима добавка 3 кг гашеной извести;
- для верхнего – 1: 2:3 с добавкой или без 1,5 кг известки.
Первой наливается вода, затем последовательно добавляется стружка, цемент, песок и в конце по необходимости – добавки. Важным условием смешения является достижение густоты раствора как у 20%-ой сметаны. Более жидкие смеси сохнут дольше.
Стяжке толщиной 10 – 15 см такого состава сохнуть месяц. Ускорить сушку можно примешиванием специальных добавок, таких как нитрат или хлорид кальция, жидкое стекло, аммоний сульфат. Эти вещества ускоряют процесс минерализации, поэтому заливка твердеет быстрее.
Эти вещества ускоряют процесс минерализации, поэтому заливка твердеет быстрее.
Состав раствора для различных марок
Помимо М10, М15, М25 существуют другие марки арболита с разным составом. Например, смесь М5 высокой плотности можно приготовить своими руками из таких количеств, измеренных в ведрах: 4,5 частей силиката, смешанного с 3 и 80 частями песка и опилок, соответственно. Для обеспечения высокой скорости твердения в М5 добавляют 14 в. известки или глины. Количество ингредиентов можно пересчитать на 1м3. Такой продукт подходит для создания подвалов с хорошей теплоизоляцией.
Промежуточная марка М20 готовится из 18, 30 и 35 в. наполнителя, песка и известки, соответственно. Пропорции берутся из расчета на 80 частей. В промышленных масштабах, а именно для возведения стен, используются М10 и М15 и готовятся они как представлено в таблице.
Таблица: Приготовление строительных смесей М10 и М15:
- ингредиенты М10; М15;
- опилки 80; 80;
- цемент 9,5; 13,5;
- песок 12; 21;
- известь или глина 10,5; 7.

Важно не занижать количества вяжущего материала. Это может привести к потере будущей конструкцией плотности, водонепроницаемости, устойчивости к температурным колебаниям, коррозионной стойкости арматуры. Однако преувеличение содержания цемента удорожает себестоимость готового продукта.
Раствор с известью и без
Следует знать, что известь повышает взаимные адгезионные способности компонентов песко-цементного композита. К тому же использование или отсутствие в его составе глины существенно влияет на количественное соотношение основных ингредиентов. Решить, применять ее или нет, нужно на начальном этапе строительства в зависимости от назначения готового монолита, марки прочности изделия.
Максимальной плотностью обладают растворы без глины. На 10 литров рабочей смеси потребуется 2 кг стружки, 2 кг (М15) или 3 кг (М25) цемента, 6,3 кг (М15) или 6,7 кг (М25) песка. Эти же марки с известью будут содержать 1,5 и 2 кг цемента, 3,5 и 5 кг песка, 1 и 0,5 кг глины на 2 кг опилок в 10 л раствора, соответственно.
Составу с наименьшей плотностью потребуется несколько другое количество:
- М5 из полкило цемента на 2 кг гашенки, полкило песка и 2 кг стружки;
- М10 на 2 кг древесного материала требует 1 кг цемента, 1,5 глины, 2 кг песка.
Для утепления стен или пола необходимы опилки, ведь с ними легко заниматься стройкой. Они широко эксплуатируются для бетонных растворов с песком, а также можно добавить другие компоненты, которые необходимы вам.
Пропорции раствора из опилок, песка и цемента употребляется для утепления и качественного покрытия пола. Также такой раствор подойдет для отделки стен, в результате чего они меньше пропускает холодный воздух в зимний период, а в летний наоборот, держат нормальную температуру помещения. Все отделочные работы происходят внутри.
Утепление опилками
Для сбережения теплоты в полу можно практиковать различные утепляющие виды материалов, ведь строительный рынок это позволяет. Но также не следует забывать о древесных опилках.
Конечно, они не используются в чистом виде, потому что быстро возгораются, и в большей степени они входят в состав смесей, блоков. Их применение наблюдается в составе из цемента, песка, чтобы грызун не смог повредить конструкцию.
Чтобы уменьшить расходы на утепление стен опилки замечательно подходят. Они служат в качестве надежного утепления, ведь замес для блока делать очень просто. Для него потребуется:
- 10 частей опилок;
- 1 часть цемента.
Вода нужна, чтобы получился комок, который не распадется, и во время нажатия будет выступать вода.
Стяжка
Пропорции раствора из цемента, песка и воды применяются для выравнивания пола. Высокое качество раствора непременно зависит от марки цемента. Благодаря этому, стяжка буде прочнее после затвердения.
Чтобы избежать усадки цемента, в него непременно добавляется песок. Для каждой марки цемента наблюдается индивидуальное соотношение воды и песка. Например:
- берем цемент марки 400, в него добавляем песок с расчетом 1:4 в некоторых случаях 1:3 или 1:6.

- если цемент марки 500, то соотношение будет 1:5. В этом случая если цемента больше, то прочность еще выше.
Вода добавляется понемногу, ведь она будет лишней и уменьшит долговечность бетона. Также существует некое мнение, если в раствор добавляется небольшое количество моющего средства, то он получается более пластичным.
На строительном рынке можно найти отечественный пластификатор, который используется для раствора, вместо моющего средства или порошка.
Таблица для каждого вида бетона в зависимости от марки.
| Марка бетона | ||||||
| М100 | М150 | М200 | М250 | М350 | М400 | |
| Марка цемента | 200 | 300 | 400 | 400 | 400 | 500 |
| Расход цемента кг/м 3 | 200-240 | 215-240 | 240-310 | 270-340 | 310-390 | 250-440 |
Правильная пропорция из песка, цемента, воды приводит к образованию бетона высокого качества, или цементного раствора, который изготавливают как на стройках, так и домашних условиях.
Сколько цемента надо в арболит?
К высококачественным материалам относят арболит (опилкобетон), его можно употреблять для формирования стен всякого помещения. В состав арболита входит известь, песок, цемент и древесные опилки. Только в определенном соотношении. Благодаря такому составу материалов он начисляет большое количество преимуществ и является популярным при возведении жилищных помещений. А вот, сколько класть цемента в арболит, сейчас детально рассмотрим!
дом из такого материала будет очень теплый
Технология изготовления арболита
Такой материал, как арболит несложно сделать самостоятельно на своем участке. Для этого понадобится инвентарь:
- бетономешалка;
- формы для залива готовой смеси.
А также понадобятся:
- древесные опилки;
- цемент;
- известь или глина;
- песок.
Состав материалов для арболита
Так как арболит относится к опилкобетону, тогда становится понятно, что он включает в свой состав цемент разных марок. А также чтобы повысить прочность материала арболита, применяют цемент даже с лучшими характеристиками.
А также чтобы повысить прочность материала арболита, применяют цемент даже с лучшими характеристиками.
К бетону добавляют стружку и опилки. Когда такого материала недостаточно, тогда наполняют отходами от хвои, листвы либо коры, только в концентрации не выше пяти процентов от всего состава наполнителя.
Количество материала для формирования арболита
Готовая форма арболита должна быть с параметрами 5×25 мм. Для этого весь органический состав пропускают на дробилку. Дальше такой дробленый состав добавляется в смесь цемента.
Предварительно на заводах для нейтрализации сахара в органику добавляют особые химические вещества. Это связано с тем, что сахар ухудшает прочность арболита и его обязательно надо удалить.
Этапы изготовления
- Просеивание опилок ситом с ячейками − 1×1 см.
- Помещение в бетономешалку опилок и песка.
- Перемешивается в бетономешалке состав.
- А сколько цемента надо в арболит, определяется по его марке, додается вместе с известью.

- Перемешивается в бетономешалке.
- Заливается состав в формы по 15 см каждый слой.
В течение 3 месяцев арболит становится прочным.
Итак, сколько цемента в арболите:
- в 5 марке арболита имеется 1/М 400 цемента;
- в 10 марке арболита имеется 1/М 400 цемента;
- в 15 марке арболита имеется 1/М 400 цемента;
- в 25 марке арболита имеется 1/М 400 цемента.
Если есть нужное количества цемента, создается материал легкого состава с прочностью 400-850 кг/м 2 и обладает огнестойкостью при температуре 1000 С.
Поделитесь статьей с друзьями:
Похожие статьи
состав, пропорции, производство своими руками, отзывы и видео
Поиск более новых материалов, имеющих большое количество преимуществ вкупе с доступностью, продолжается долгое время. Так, опилкобетон можно считать одним из новейших типов блоков, которые имеют множество особенностей. Именно о них стоит поговорить подробнее.
Так, опилкобетон можно считать одним из новейших типов блоков, которые имеют множество особенностей. Именно о них стоит поговорить подробнее.
Описание материала
Опилкобетон — это материал, который можно отнести к категории легких. Для его создания используются непосредственно опилки, цемент и песок. Разработан он был в 60-х годах, но широко применяемым стал лишь с 90-х годов.
Благодаря высоким санитарно-гигиеническим свойствам, его можно использовать для возведения абсолютно любых зданий и учреждений, в том числе и тех, которые предназначаются для детей.
Блоки можно подвергать абсолютно любой механической обработке, так как они практически не дают трещин и сколов. Очень часто их путают с арболитовыми блоками. Отличаются эти два строительных материала применением в них разных заполнителей.
Что касается арболита, то для его изготовления применяют дробленную щепу, которую получают за счет измельчения отходов древесины, а также дробления камыша и стеблей хлопчатника, а для изготовления опилкобетона применяются только опилки.
Технические характеристики
Плотность опилкобетонных блоков можно регулировать самостоятельно, увеличив долю опилок и песка в его составе. Характеристики материала в сфере тепло- и звукоизоляции будут тем выше, чем больше будет его плотность. Возрастет в таком случае и его прочность.
Можно выделить несколько групп опилкобетонных блоков, которые подразделяются от высоких технических характеристик к более низким:
- М5. Самый оптимальный вариант для возведения фундаментов и стен построек, так как обладает большей плотностью.
- М10. Блоки с подобной прочностью хороши для реконструкции стен и подвалов.
- М15 и М20 одинаково хорошо подойдут для возведения внутренних стен и перегородок, а так же для облицовки.
Основные показатели характеристик опилкобетонных блоков отражены в таблице:
| Средняя плотность, кг/м3 | 500-850 |
| Прочность при сжатии, МПа | 0,5-3,5 |
| Теплопроводность, Вт/(м2·?С) | 0,08-0,17 |
| Прочность при изгибе, МПа | 0,7-1 |
| Модуль упругости, МПа | 250-2300 |
| Морозостойкость, цикл | 25-50 |
| Водопоглощение, % | 40-85 |
| Усадка, % | 0,4-0,5 |
| Биостойкость | V группа |
| Огнестойкость | 0,75-1,5ч |
| Звукопоглощение, 126-2000Гц | 0,17-0,6 |
Производство опилкобетонных блоков
Изготовление данных блоков не является очень сложным процессом, именно поэтому и возможно осуществить это своими руками. Главное, строго следовать технологическому процессу и не нарушать его.
Главное, строго следовать технологическому процессу и не нарушать его.
Подготовка смеси
Создание опилкобетонных блоков оправдано, если неподалеку от производства находится лесопилка. В таком случае производство их своими руками станет наиболее выгодным, поскольку много затрат для этого не потребуется.
Для приготовления материала, который необходим для разных целей, понадобится взять компоненты в следующих пропорциях:
- Для получения высокой плотности: по 200 кг цемента и опилок, 50 кг извести, 500 кг песка.
- Для получения средней плотности на 200 кг опилок понадобится уже 150 кг цемента, 100 кг извести и 350 кг песка.
- Низкая плотность предполагает снижение количества дополнительных материалов на 200 кг опилок в несколько раз. Так, нужно всего лишь по 50 кг песка и цемента, а извести — 200 кг.
Кстати, известь возможно заменить глиной. В данном случае на качестве опилкобетона это не способно сильно сказаться.
Если эксплуатация блоков предполагается в местности с большой влажностью или же опилки лежалые, то заполнитель потребует дополнительной обработки минерализаторами. Это поможет увеличить огнестойкость и снизит возможность поглощения воды. Отличный способ обработки — это вымачивание их в жидком стекле. Предварительно нужно вымочить их в известковом молоке.
Смесь должна быть сухая, когда будут перемешиваться опилки, песок и бетон. Вода добавляется уже после, при помощи распрыскивателя.
Так как вручную компоненты очень тяжело перемешивать, особенно в больших количествах, рекомендуется позаимствовать растворосмеситель или же бетономешалку.
Проверить готовность раствора можно, сжав ее в кулаке. Если комок пластичен и на нем хорошо видны отпечатки, значит, материал готов.
Подготовка форм и оборудования
Изначально необходимо изготовить щитки специально для опалубки. Они должны быть четко вымерены, чтобы получить равные по размеру блоки. Доски для щитка должны иметь толщину в 38 мм. После следует приступить к просеиванию опилок. Как только щепа и кора будут отделены, потребуется добавить к ним древесную стружку. Это позволит увеличить прочность материала в несколько раз.
После следует приступить к просеиванию опилок. Как только щепа и кора будут отделены, потребуется добавить к ним древесную стружку. Это позволит увеличить прочность материала в несколько раз.
Укладку можно производить в две группы форм:
- Габаритные блоки. Для них потребуется обычно в виде ящиков из досок. Они обычно разборные, так как это позволяет быстро разбирать и собирать вновь.
- Небольшие блоки. Представляют собой небольшие по размеру формы, благодаря которым обычно могут изготавливаться до 9 блоков одновременно.
К укладке следует приступать немедленно, так как уже после двух часов она начнет быстро твердеть. Предварительно доски опалубки внутри увлажняются водой. Укладка должна производиться слоями раствора в 150 мм, при этом каждую его часть нужно хорошо утрамбовывать, дабы избежать образования пустот.
Опалубку целесообразно снимать по прошествии четырех дней, когда раствор полностью застынет. Сами блоки нужно оставить еще на этом месте на 4 дня, так как в подобном случае прочность повышается в несколько раз.
Сами блоки нужно оставить еще на этом месте на 4 дня, так как в подобном случае прочность повышается в несколько раз.
Сушку блоков лучше проводить на сквозняке, поскольку тогда она будет производиться равномерно. При этом важно оставить между ними зазоры. На случай дождя лучше закрыть их полиэтиленовой пленкой, дабы предотвратить намокание блоков.
Окончательная сушка осуществляется при помощи столбов. Блоки необходимо для этого уложить на кирпичи, возводя невысокие столбы из опилкобетонных блоков и обязательно оставляя зазоры между ними. Таким образом 90% прочности можно достигнуть уже после месяца сушки.
На видео — технология производства опилкобетонных блоков своими руками при помощи станка «Блокмастер»:
Применение опилкобетонных блоков
В строительстве самых разных строений находит свое применение опилкобетон. Дачи, дома, хозяйственные постройки, коттеджи — все они получаются прочными и обладают прекрасными качествами. Из этого материала можно строить и временные жилища, ведь обойдутся блоки достаточно дешево.
Из этого материала можно строить и временные жилища, ведь обойдутся блоки достаточно дешево.
Применим опилкобетон и для постройки прочного фундамента. При этом в реставрации он не будет нуждаться длительное время.
Плюсы и минусы
Блоки отличаются следующими преимущественными характеристиками:
- Высокая теплоизоляционность;
- Экологичность;
- Паропроницаемость;
- Огнеустойчивость;
- Устойчивость к холодам и морозам.
Особым плюсом будет его вес, так как он составит всего 50 тонн при площади в 250 м2. Благодаря этому качеству материала можно существенно снизить затраты на постройку фундамента. Кроме того, низкая стоимость самих опилкобетонных блоков также позволит сэкономить.
К основному минусу, которым обладает опилкобетонный блок, можно отнести его возможность впитывать влагу. Это очень плохо для материала, но предотвратить впитывание жидкости возможно, если внешне окрасить их некоторыми составами и красками, а внутри провести качественную гидроизоляцию.
Отзывы
Георгий, г. Саратов:
Построил цельный дом из опилкобетона. В целом доволен, хотя, конечно, стоило уделить больше внимания проведению паро- и гидроизоляционных слоев, поскольку совсем недавно обнаружил конденсат. Советую строить дом из подобных блоков только в том случае, если Вы самостоятельно способны провести меры по изоляции.
Владислав, г. Омск:
Дачная постройка вышла в несколько раз дешевле, чем, если бы я закупал другой материал. А здесь сделал его сам, вроде бы ничего сложного, но достаточно трудоемким оказался процесс.
Если соберетесь строить дом из опилкобетона, который будет изготовлен самостоятельно, то потребуется нанять бригаду рабочих. Они будут помогать его изготавливать, иначе процесс будет достаточно длителен. Но при задействовании рабочих в итоге сумма выйдет такая же. Не знаю, но все же я бы строил дом из более традиционных материалов.
Родион, г. Бийск:
Сделал несколько построек на основе опилкобетонных блоков. Доволен очень, на следующий год планирую заняться масштабной стройкой из этого материала.
Доволен очень, на следующий год планирую заняться масштабной стройкой из этого материала.
Опилкобетон своими руками: пропорции, состав, видео
Опилкобетон – лёгкий бетон, в состав которого входит цемент, опилки, минерализаторы и песок. Материал экологически чистый, имеет низкий объёмный вес, высокую устойчивость к огню, низкую теплопроводность и высокую паропроницаемость. Используется для возведения монолитных зданий или для изготовления строительных блоков, в том числе применяется для возведения несущих конструкций, идеально подходит для малоэтажного строительства.
Опилкобетон может быть нескольких видов, в зависимости от плотности и, соответственно, прочности. Каждый из видов материала отвечает следующим маркам прочности: М5, М10, М15, М20. Первые две марки применяются исключительно в качестве утеплителя, возведение из них несущих конструкций нежелательно. В качестве несущих конструкций в малоэтажном строительстве применяют последние две марки. Если же проводится многоэтажное строительство из опилкобетона, то обязательно применение несущего каркаса.
Сфера применения опилкобетона
Материал имеет широчайший спектр применения, при этом он очень часто производится своими руками. С помощью данного материала можно возводить хозяйственные постройки, также часто практикуется строительство домов из опилкобетона, утеплительных стен для тех же домов, подвалов или даже бани из опилкобетона.
Материал сравнительно лёгкий и дешёвый, кроме этого, сэкономить можно и на основании для здания, используя ленточный фундамент. Если же проводить реконструкцию зданий или же утеплять их, то в усилении фундамента нет необходимости.
Фото: дом из опилкобетонных блоков
Подготовка сырья для изготовления опилкобетона своими руками
В предварительной подготовке нуждается только древесная часть состава. Для начала её нужно просеять через сито с размером ячейки не более одного квадратного сантиметра.
Опилки можно предварительно просушить, но это необязательно. В последующем просто будут внесены поправки с учётом влажности опилок. Если и сушить, то весь объём, а не частично!
В последующем просто будут внесены поправки с учётом влажности опилок. Если и сушить, то весь объём, а не частично!
Главнейшим этапом подготовки опилок является их минерализация. Проводится эта процедура для лучшего связывания цемента с древесной частью, придания ей стойкости к огню и биологическим факторам.
Проводится минерализация замачиванием опилок в растворе минерализатора. В качестве минерализатора допустимо использовать гашеную известь, жидкое стекло, кальция хлорид, сернокислый кальций.
Опилки для изготовления опилкобетонных блоков
Приготовление смеси для опилкобетона своими руками
Для приготовления смеси своими руками обычные бетономешалки практически не подходят, намного лучше использовать растворосмесители или же в крайнем случае ручное смешивание своими руками, что весьма затруднительно при больших объёмах.
Для приготовления каждой из марок материала используют свою пропорцию при одном и том же составе:
- М5 – для данной марки используют опилки, известь или глину, песок и цемент в соответствующей пропорции 4:4:1:1;
- М10 – опилки, известь или глину, песок и цемент смешивают в пропорции 4:3:4:2;
- М15 – смешивают опилки, известь или глину, песок и цемент в пропорции 4:2:7:3;
- М20 – используют следующую пропорцию опилок, извести или глины, песка и цемента 4:1:10:4.

Далее, медленно добавляют воду, например, из ведра или лейки, постепенно перемешивая смесь до получения рассыпчатой на вид консистенции, но сохраняющей форму после сжатия в кулаке, при этом не должно выделяться влаги.
Растворосмеситель
Рекомендуется использовать именно предложенные пропорции, так как они проверены опытом и являются оптимальными.
Совет прораба: всегда учитывайте тот факт, что чем выше плотность, тем хуже теплотехнические показатели, но тем выше несущая способность готового материала.
Литьё опилкобетона
При производстве опилкобетона своими руками по предложенному составу и пропорциям с последующим формированием его в готовое изделие пользуются заранее подготовленными формами для блоков нужного размера. Также можно пользоваться съёмными и несъёмными опалубками в случае монолитного строительства.
При производстве блоков своими руками объём уже замешанного состава помещают в формы, покрытые изнутри гидроизолятором. Для придания блокам большей прочности в раствор можно помещать продольную арматуру. Для облегчения изделия можно помещать вертикально расположенные пластиковые трубы на всю толщу формы.
Форма для изготовления опилкобетонных блоков
После заливки материал уплотняют вибротрамбовкой либо специально изготовленной ручной трамбовкой. Далее, блоки не вынимая из формы, оставляют на четыре дня накрытые целлофаном. После этого осторожно извлекают трубки из блоков, а сами блоки из форм и оставляют досушиваться на месяц. По прошествии этого времени из блоков можно строить, но стоит учитывать, что полная прочность достигается за три месяца, и с облицовкой спешить не нужно.
Совет прораба: при монолитном строительстве со съёмной опалубкой она устанавливается с использованием тех же принципов, что и для блочных форм. Армирование проводится через каждые 40 сантиметров. Несъёмная опалубка устанавливается совместно с арматурным каркасом, но стоит учитывать, что такая конструкция будет долго «сохнуть».
При чётком расчёте проекта опилкобетон, произведённый даже своими руками строго по предложенному составу и пропорциях, не уступает по качеству заводскому. А использование его как такового имеет по большей части отличные рекомендации не только от людей, строивших своими руками, но и такие же отзывы строителей профессионалов.
Видео
| № |
Наименование вводимых компонентов |
Количество вводимых компонентов |
Плотность бетона, кг/м3 |
Марка бетона и полнотелого камня, кг/см2 |
Марка пустотелого камня, кг/см2 |
| Керамзит | |||||
| 1 |
Цемент, кг Керамзит, м3 (кг) Вода, л |
250 1,2 (720) 100—150 |
1000 | 50 | 30 |
| 2 |
Цемент, кг Керамзит, фракц. 1-5 мм, м3 (кг) Керамзит, фракц. 5-15 мм, м3 (кг) Вода, л |
220 0,65 (390) 0,6 (330) |
950 | 90 | 30 |
| Зола | |||||
| 3 |
Цемент, кг Зола угольная м3 (кг) Вода, л |
200 1,2(960) 90—130 |
1200 | 50 | 30 |
| 4 |
Цемент, кг Зола угольная м3 (кг) Песок кварц, м3 (кг) Вода, л |
220 0,9(720) 0,32 (540) 90—130 |
1500 | 60 | 35 |
| 5 |
Цемент, кг Щебень, м3 (кг) Зола, м3 (кг) Вода, л |
200 0,5 (750) 0,53 (420) 90—130 |
1500 | 120 | 70 |
| Керамзит и зола | |||||
| 6 |
Цемент, кг Керамзит, 1-5 мм, м3 (кг) Керамзит, 5-15 мм, м3 (кг) Зола угольная или сланц, м3 (кг) Вода, л |
200 0,65 (390) 0,55 (300) 0,44 (350) |
950 | 50 | 30 |
| Шлак | |||||
| 7 |
Цемент, кг Шлак, м3 (кг) Вода, л |
200 1,3 (720) 90—130 |
950 | 75 | 45 |
| 8 |
Цемент, кг Шлак, м3 (кг) Песок кварц, м3 (кг) Вода, л |
200 0,9 (500) 0,32 (540) 90—130 |
1250 | 100 | 60 |
| 9 |
Цемент, кг Шлак, м3 (кг) Вода, л |
200 1,2 (1080) 90—130 |
1300 | 75 | 45 |
| 10 |
Цемент, кг Шлак, м3 (кг) Песок кварц., м3 (кг) Вода, л |
200 0,8 (720) 0,32 (540) 90—130 |
1450 | 100 | 60 |
| Зола и шлак | |||||
| 11 |
Цемент, кг Шлак, м3 (кг) Зола, м3 (кг) Вода, л |
200 0,8 (720) 0,4 (720) 90—130 |
1250 | 75 | 45 |
| Опилки | |||||
| 12 |
Цемент, кг Опилки, м3 (кг) Песок кварц., м3 (кг) Вода, л |
260 0,6 (150) 0,65 (1100) 100—150 |
1500 | 50 | 30 |
| 13 |
Цемент, кг Опилки, м3 (кг) Песок кварц., м3 (кг) Вода, л |
280 0,4 (100) 0,8 (1350) 100—150 |
1760 | 70 | 40 |
| 14 |
Цемент, кг Опилки, м3 (кг) Песок кварц., м3 (кг) Известковое тесто Вода, л |
230 0,9 (220) 0,3 (500) 0,04 (50) 100—150 |
1000 | 50 | 30 |
| Керамзит и опилки | |||||
| 15 |
Цемент, кг Керамзит, м3 (кг) Опилки, м3 (кг) Вода, л |
280 0,7 (420) 0,6 (150) 100—150 |
880 | 45 | 25 |
| 16 |
Цемент, кг Керамзит, м3 (кг) Опилки, м3 (кг) Песок кварц., м3 (кг) Вода, л |
280 1,1 (600) 0,1 (25) 0,25 (425) 100—150 |
1350 | 60 | 35 |
| Керамзит, зола, опилки | |||||
| 17 |
Цемент, кг Керамзит, м3 (кг) Зола, м3 (кг) Опилки, м3 (кг) Вода, л |
220 1,1 (600) 0,045 (40) 0,1 (25) 100—150 |
1300 | 60 | 35 |
| Пенополистирол гранулированный | |||||
| 18 |
Цемент, кг Полистирол, м3(кг) Песок кварц., м3 (кг) Вода, л |
250 0,4 (27) 0,55 (935) 100—150 |
1250 | 45 | 25 |
Какова технология изготовления опилкобетонных блоков?
Опилкобетон, это легкий материал, который изготавливают с добавлением таких строительных материалов как: песок, цемент, опилки.
Опилкобетон, на сегодняшний день очень популярный строительный материал, благодаря которому изготавливают дома, коттеджи, гаражи, сараи.
Блоки из опилок имеют ряд преимуществ, например: имеют хорошую теплоизоляции, прочность, устойчивые перед морозами и перед огнём.
Один из главных минусов, это то, что этот материал хорошо впитывает влагу, но такая проблема легко решается, если обработать блоки из опилкобетона специальным средством, который отталкивает влагу.
Существует несколько типов опилкобетона М20, М5, М15, М10. Что касается прочности, то наиболее прочным опилкобетон есть марки типа М5.
Такой строительный материал применяется для строительства фундамента.
Если стоит сделать облицовку внутри помещения, то для этого отлично подойдёт такой тип как: М20 и М15.
Чтобы сделать опилкобетонные блоки понадобятся следующие материалы: опилки, бетономешалка, песок, цемент, глина, вода, доски, толь, стержни с резьбой, желательно чтобы они были стальные, барашковые гайки, листовая сталь, шпатель, гвозди, сито, формы для блоков. Если нужно делать блоки большими, то желательно, чтобы формы были разъемными.
Формы для блоков можно сделать из досок, внутри нужно покрыть форму листовой сталью.
Если формы внутри не покрыты листвой сталью, тогда блоки придётся увлажнять.
Если сделали опилкобетонные блоки, нельзя чтобы они пересыхали.
Во время изготовления блоков, стоит учесть то, что после высыхания, сушки блоков, становятся меньшими.
Если блоки имеют определенную ширину и толщину, тогда их стоит делать на 15-30 сантиметров больше.
В форму нужно положить свернутую в трубочку толи, это для того, если нужно, чтобы в опилкобетоне были отверстия. Тонким слоем опилок покрываются металлические поддоны, на которые будут ставиться деревянные формы.
Чтобы сделать опилкобетонные блоки, для этого стоит высушенные опилки пропустить через сито, потом опилки стоит перемешать с песком и цементом. Следующим этапом, стоит добавить слегка скомканную глину. Всё тщательно перемешиваем, а потом добавляем небольшой струей воду.
Чтобы приготовить раствор для опилкобетонных блоков, стоит учесть следующее, для какой цели будут изготавливаться блоки, если нужна низкая плотность, тогда стоит добавить 20 килограмм опилок, 5 килограмма песка и цемента, также, для изготовления блоков из высокой плотности понадобится: 20 килограмма опилок и цемента, 5 килограмма глины, добавляем 50 килограмма песка.
Для изготовления блоков средней плотности, для этого стоит взять опилок – 20 килограмм, глины – 10, а вот песка – 35, а цемента – 15.
Чтобы узнать качество раствора, то для этого стоит взять в руку подготовленную смесь, если во время сжатия появляется вода, то это говорит о неправильном приготовлении смеси. Если комок пластичный, при этом отбавляет следы от руки, можно смело приступать к изготовлению блоков.
Перед тем как делать опилкобетонные блоки, стоит сразу же определится с размерами, с толщиной стенок.
Стандартные размеры, это толщина материала равна двух кирпичей.
Чтобы блоки быстро высохли, то стоит сделать небольшие отверстия.
Перед тем как начинать делать блоки, то необходимо определиться с размером. Самый популярный размер, это толщина материала, равная толщине двух кирпичей. Чтобы ускорить процесс высыхания, в материале делаются отверстия.
Как только приготовили раствор, то начинать делать блоки нужно приблизительно в течение 1 часа. Подготовленную смесь нужно укладывать в формы, толщина должна быть приблизительно 20 сантиметров. Каждый слой нужно хорошо трамбовать, нужно стараться, чтобы не было воздуха.
Если сделали блоки, тогда их стоит оставить в покое на 2-3 дня. Перед тем как внимать блоки из формы их стоит проверить, для этого стоит взять обычный гвоздь и провести по блоку, если осталась царапина, то блок можно смело вынимать использовать по назначению.
состав, характеристики, плюсы и минусы
1. Состав.
Представим базовый состав опилкобетонной смеси с удельным весом 1100 кг/м 3 в виде таблицы.
| Наименование материала | Масса, кг | % от массы | Объём, л | % от объёма |
|---|---|---|---|---|
| Цемент М400 | 200 | 18,2 | 166 | 11,4 |
| Песок | 590 | 54 | 393 | 26,7 |
| Опилки | 200 | 18,2 | 800 | 54,8 |
| Хлористый кальций и др. добавки | 5 | 0,5 | 4,5 | 0,3 |
| Вода | 100 | 9,1 | 100 | 6,8 |
1.1. Цемент.
Рекомендуется применение цемента марки не ниже чем М-400 (ГОСТ 10178-85).
1.2. Песок.
В качестве основного наполнителя используется песок крупной или средней фракций (ГОСТ 8736-93), создающий прочный скелет блока, в который рекомендуется добавлять мелкий песок, доля которого не должна превышать 10%.
1.3. Опилки.
Возможно применение опилок практически всех пород деревьев. Предпочтительнее использование хвойных, поскольку они меньше подвержены гниению. Перед применением опилки желательно выдерживать под навесом в течение 2-3 месяцев. В случае использования опилок без предварительной выдержки необходима их обработка в смесителе защитными составами.
1.4. Основные добавки.
Для нейтрализации органических веществ, выделяемых опилками, и для сокращения времени затвердевания опилкобетона необходимо применение добавок: извести, сульфата аммония, жидкого натриевого стекла. Наиболее эффективным является добавление хлорида кальция (ГОСТ 450-77).
1.5. Вода.
Желательно применение воды, не загрязненной примесями (ГОСТ 23732-79). При умеренном содержании солей возможно использование морской воды.
2. Классификация.
Опилкобетонные блоки (как и любые стеновые бетонные камни) должны соответствовать ГОСТ 6133-99. Их можно классифицировать по следующим параметрам.
2.1. Применение.
- Стеновые блоки предназначены для кладки наружных и внутренних стен.
- Перегородочные блоки – для кладки перегородок.
2.2. Форма.
- Полнотелые – стеновые или перегородочные блоки без пустот.
- Пустотелые – блоки как со сквозными, так и глухими пустотами, формируемыми в процессе изготовления для придания блоку необходимых эксплуатационных характеристик.
2.3. Размеры.
- В соответствии с ГОСТ 6133-99 размеры блоков для кладки стен могут быть: 288х288х138мм, 288х138х138мм, 390х190х188мм, 290х190х188мм, 190х190х188мм, 90х190х188мм.
- Размеры блоков для перегородок: 590х90х188мм, 390х90х188мм, 190х90х188мм.
Допускается изготовление блоков других размеров.
3. Характеристики опилкобетона.
Характеристики обилкобетонного блока для базового состава смеси.
| Наименование показателя | Значение | Комментарий |
|---|---|---|
| Прочность, кг/см2 | М 35 | Значительная прочность, учитывая низкий удельный вес и, как следствие, низкую нагрузку. Прочность может быть увеличена при увеличении содержания цемента. Опилки в блоке играют роль армировки. Благодаря этому достигается повышенная прочность на растяжение и изгиб. По этому показателю опилкобетонные блоки превосходят большинство строительных материалов. Её можно регулировать путём изменения соотношения вяжущего вещества и наполнителя. При высокоэтажном строительстве возможно использование цемента марки М-500, повышение его содержания в блоке и применение модифицирующих добавок. Это позволит достичь показателей прочности в 100 кг/см2. При возведении одноэтажных построек достаточно показателя в 20 кг/см2. При изготовлении блоков с такими характеристиками можно добиться значительной экономии дорогостоящего цемента. |
| Объемный вес, кг/м3 | 1100 | При увеличении % содержания цемента в смеси увеличится объемный вес и прочность. |
| Теплопроводность, Вт/м*К | 0,29 | Показатель лучше, чем у кирпича и бетона. По этому показателю он предпочтительнее кирпича и бетона. Теплопроводность увеличивается с увеличением содержания в опилкобетоне цемента. Применение в строительстве пустотелых блоков уменьшает теплопроводность стен и делает дом теплее. |
| Морозостойкость, циклы | 50 | Материал выдерживает 50 циклов. Специальные меры позволяют увеличить ресурс. |
| Усадка, мм/м | 0,5-1,5 | Достаточно высокое значение, затрудняющее отделочные работы. |
| Водопоглощение, % | 8-12 | Высокое значение, отрицательно влияющее и на морозоустойчивость. Может быть снижено путём применения гидрофобизирующих добавок и обработке опилок водоотталкивающими и консервирующими составами. |
| Паропроницаемость | 0,1-0,26 | Значение увеличивается с ростом % содержания опилок и степени пустотелости блоков. |
| Огнестойкость, час | 2,5 | Трудногорючий материал группы Г1. |
| Стоимость руб/м3 | 1800-3500 | Зависит от содержания цемента в смеси и степени пустотности. |
| Звукоизоляция | высокая | Растёт с повышением % содержания опилок. Легкие ячеистые бетоны, в том числе и газобетон, при значительном увеличении пористости могут обладать лучшей звукоизоляцией, но при этом они будут терять в прочности. |
| Максимальная этажность строения, эт | 3 | Этажность может быть повышена при увеличении прочности блока путем повышения % содержания цемента и применения модифицирующих добавок. |
4. Уникальные качества. Преимущества блоков из опилкобетона в сравнении с альтернативными материалами.
- Экологическая безопасность. Опилкобетон производится из натуральных материалов (цемент, песок, древесные опилки), что обеспечивает его высокую экологичность. По показателям звукопоглощения и паропроницаемости этот материал близок к древесине. Он полностью соответствует современным санитарно-гигиеническим требованиям.
- Низкая теплопроводность опилкобетона в сочетании с применением в строительстве пустотелых блоков делает дома из этого материала теплыми.
- Низкий удельный вес опилкобетона снижает затраты на устройство фундамента и транспортировку.
- Простота обработки облегчает строительство. Опилкобетонные блоки можно пилить, они легко сверлятся, не составляет проблем забить гвоздь в стену.
- Высокая прочность на растяжение и изгиб.
5. Минусы применения опилкобетона.
- Относительно высокая степень влагопоглощения, требующая проведения влагозащитных мероприятий при строительстве.
- Необходимость увеличения содержания цемента в блоке при многоэтажном строительстве. Это влечет за собой удорожание, ухудшение теплоизоляционных качеств и повышение требований к фундаменту.
- Относительно высокая степень усадки, осложняющая проведение отделочных работ.
6. Область применения и способы транспортировки.
Возможность изготавливать блоки из опилкобетона с нужными свойствами позволяет использовать их при возведении любых зданий. Он применяется для утепления уже готовых домов и строительства оград и столбов.
Опилкобетонные блоки транспортируются на поддонах. Высота пакета с поддоном не должна превышать 1,3 м. Камни с глухими отверстиями укладывают пустотами вниз. Сформированные транспортные пакеты складируются в один ярус.
Опилки, песок и цемент
Опилки, песок и цемент The NSW Good Wood GuideОпилки, песок и цемент
Рассел Эндрюс – перепечатано из журнала Owner Builder Magazine
Краткое содержание …
ВВЕДЕНИЕ
ЗАЯВКА
СМЕСЬ
ПОДГОТОВКА РАМЫ
ОПАЛУБКА
ЗАПОЛНЕНИЕ ПАНЕЛЕЙ
ОТДЕЛКА
ВВЕДЕНИЕ
Применение смеси опилок, песка и цемента для изготовления стеновых панелей в течение многих лет был довольно обычным явлением в некоторых частях Северного Нового Южного Уэльса.
История этой технологии восходит как минимум к 1930-м годам, и он был исследован и применен в некоторых частях США, Великобритании и Германии. В некоторых случаях использовались материалы (с различными адаптациями). для полов, а также стен.
Возможности этого носителя, вероятно, безграничны. Может быть нет причин, по которым мы не можем делать кирпичи, потолочные панели, лепную мебель или что бы ни.
ЗАЯВКА
В строительстве материал используется в качестве ненесущего заполнения в способ, полностью не отличающийся от традиционной плетенки и мазки.Появляются пара основных структурных подходов:
1. Крыша опирается на стоечно-балочный каркас так же, как это может быть дом из сырцового кирпича. Пространство между стойками дополнительно подразделяется. обрамлением из легких твердых пород дерева, поддерживающим филенки. Эти могут быть шириной до пары метров. Чаще встречаются шпильки с шагом 600-1200 мм. однако, и, вероятно, более управляемый.
2. Другой подход – поддержать крышу каркасными стенами, которые иметь шпильки, расположенные по центру до 1200 мм.В этом случае точечные нагрузки на крышу следует переносить прямо над шпильками или более тяжелыми верхними пластинами. При заполнении между стойками обычно выполняется в вертикальном положении, как описано ниже, были случаи, когда сначала заполняли, а затем поднимали стены в место. Панели достаточно легкие, чтобы их можно было использовать в качестве поддерживаемых стен. пнями и носителями. Они также достаточно жесткие (после высыхания), чтобы обеспечить крепления к зданию, хотя другие диагональные связи, такие как стальные стержни или деревянные рейки должны быть встроены в панели по мере необходимости.
Некоторым может показаться, что легкость материалов делает его хорошим материал для высоких торцов фронтона или даже вторых этажей на сырцовом кирпиче или утрамбованном земляные постройки.
СМЕСЬ
Самая распространенная смесь для стен состоит из 3 частей опилок, 2 частей. частей песка и 1 части цемента. Для небольших панелей обычно требуется 4 части опилок. удовлетворительно.
Опилки должны быть из твердых пород древесины с низким содержанием танинов, смол и масла – для наилучшего результата.
Большинство людей смешивают ингредиенты в большом неглубоком металлическом поддоне, используя мотыги или грабли. Используйте столько воды, сколько нужно для активации цемента.
Порядок смешивания должен быть следующим:
– Сначала смешайте песок и опилки – сделайте это тщательно;
– Затем добавьте цемент и снова перемешайте, пока вся смесь не станет однородной. однородный цвет;
– Теперь добавьте воды и снова перемешайте – садовая лейка пригодится в разводка воды.
Для обеспечения однородности после определения количества воды все материалы доставлять к месту смешивания через мерные ведра или ящики.Работа в тени, чтобы избежать преждевременного схватывания смеси и убедиться, что она на месте в течение примерно тридцати минут после смешивания.
При сжатии шарика смеси в руке не должно образовываться лишней воды. пробегает сквозь пальцы. Избыток воды будет означать, что панель может спадать и даже рушиться до того, как схватится.
ПОДГОТОВКА РАМЫ
Убедитесь, что вся конструкция прочная и безопасная, без опоры на цементных заполнителях из опилок.
При высыхании панель будет в некоторой степени усаживаться. из обрамления.Рекомендуется заклеить край обрамления, чтобы предотвратить смесь прилипает к ней и при высыхании растрескивается. Для по той же причине, лучше затереть карандашом края панелей. чем оставлять хрупкий оперенный край.
Чтобы избежать просвета дневного света вокруг панелей, бусинка или металлическая полоса согласно схеме можно использовать. Это будет иметь дополнительный эффект удержания панель на месте.
Другой используемый метод удержания – это растяжение мягкой оцинкованной стали толщиной 12 мм. sire между рамками посередине толщины панели.Закрепить провода с помощью U-образных скоб или сквозных отверстий в деревянных изделиях. Проволока может натянута вставив стержень или отвертку и повернув.
ОПАЛУБКА
Использование листового материала, прикрепленного к одной стороне рамы панели, является нормальным явлением. струбцинами или винтами. Идеальным вариантом является Formply для бетонных работ, так как он очень сильный и вряд ли отклонится. Formply стоит дорого, но его можно использовать многократно в течение многих лет при условии ухода.
Если используется менее прочная фанера или другой листовой материал, он может быть усилен с шипами по мере необходимости.Опалубка должна быть хорошо уплотнена, чтобы предотвратить прилипание к нему смеси опилок и цемента при высыхании.
ЗАПОЛНЕНИЕ ПАНЕЛЕЙ
Некоторые люди используют только форму поддержки, описанную выше, и нажимают горстями опилок и цемента смешиваются с ним, вокруг проволоки и бусинок, и хорошо в углы. Поверхность похлопана до «неформальной ровности». и дали высохнуть. Эта система подходит в основном для небольших панелей.
Другой способ – использовать пару досок 150 x 25, прикрепленных к вторую сторону шпилек и упакуйте смесь между ними и подкладкой. форма.Затем доски можно перепрыгивать через стены, как показано на схеме.
Неровности поверхности можно слегка заделать шпателем в процессе работы.
Каждая панель должна быть установлена за одно занятие. Растрескивание почти наверняка в результате между свежими и сухими участками.
Дайте высохнуть до 24 часов, прежде чем снимать основу. в зависимости от размера панели и условий сушки. Панели должны быть защищены от слишком быстрого высыхания.
Новые панели могут быть повреждены вибрацией от соседнего здания виды деятельности.Дайте им шанс застыть, прежде чем подвергать их такому стрессы.
ОТДЕЛКА
Панели, изготовленные таким образом, по своей природе не являются стойкими к атмосферным воздействиям. Внутри, стены могут не нуждаться в отделке, хотя большинство людей захотят украсить каким-то образом.
Поверхность можно красить коммерческими красками *, но это будет дорого, так как поверхность впитает много краски.
Можно использовать традиционную известковую побелку *. Добавление одной чашки льняного масла на десять литров известкового раствора хорошо работают, а порошки оксидов можно добавить для создания нужного цвета.Дальнейшее добавление одной чашки ПВА (например, Bondcrete) на двадцать литров – еще одна возможность.
Для участков, особо подверженных атмосферным воздействиям, возможна следующая отделка:
– 1 часть Silasec – цементный герметик собственной марки
– 5 частей воды
– 7 частей портландцемента – оксиды и / или гашеная известь могут использоваться для произвести желаемый цвет.
Много лет разбираясь в опилках, песке, цементной среде, Я взволнован его потенциалом, теперь, когда я его увидел.Нет я не внезапно эксперт в этой области, но я надеюсь, что приведенные выше комментарии воодушевят читателей попробовать свои силы с материалом.
(Рассел Эндрюс – редактор журнала Owner Builder Magazine – см. Деревянное строительство: земля, саман, глиняный кирпич в разделе «Книги» альтернативы Справочник)
* См. Также «Поставщики нетоксичных красок» в Альтернативном справочнике.
В начало страницы Вернуться на СТРАНИЦУ СОДЕРЖАНИЯ
Строительство дома из опилок – Зеленые дома
Статья о строительстве дома из опилок и о том, как этот дом сохранился тридцать лет спустя.
Тридцать лет назад – сразу после Второй мировой войны, когда так много интересных вещей человеческого масштаба все еще делалось на стольких полях – парень из Айдахо построил дом из опилок и бетона. А Popular Mechanics , среди других публикаций, сообщил о строительстве этого дома. Подходит для Popular Mechanics .
Беда только в том. . . С тех пор мы ждали следующего отчета, который расскажет нам, насколько хорошо это необычное здание выдержало испытание временем.И – поскольку не похоже, что кто-то еще заинтересован в этом продолжении, МАТЬ взялась за проект.
Итак, вот оригинальная история Popular Mechanics , написанная 30 лет назад. . . и новости MOTHER о доме Уэйт Фриберг из опилок / бетона, как он выглядит и работает сегодня.
Перепечатано с разрешения Popular Mechanics , авторское право © 1948, Х.Х. Виндзор.
Любой, кто переживает возрождение старого желания использовать опилки и стружку вместо песка и гравия, чтобы получить более легкий и дешевый бетон, должен познакомиться с крошечной диатомовой водорослью – чудо-природным растением – и с тем, как Уолт Фриберг использовал ее для сокращения затрат. в своем новом доме в Москве, штат Айдахо.
Стены, полы и крыша дома выполнены из опилочного бетона. Объединив древесные отходы и диатомовую землю, каждый кубический дюйм которой содержит миллионы микроскопических чудесных растений, Фриберг вдвое сократил стоимость этих частей своего дома и получил превосходную изоляцию.
Когда он вернулся на факультет сельскохозяйственной инженерии Университета Айдахо, Фриберг, ветеран армейских инженеров, стал искать дом.
Он видел опилки и стружку, сжигаемые как отходы на мельницах в его местности.Он понял, что построить дом из древесных отходов было давней мечтой. Большинство инженеров давно оставили надежды получить удовлетворительный древесный бетон. Когда смесь была бедной, чтобы использовать дешевые древесные отходы, полученный бетон не был прочным и горел почти так же быстро, как дерево. Когда смесь была достаточно густой, чтобы быть огнестойкой, дополнительный использованный цемент уничтожил большую часть экономии на песке и гравии, а также разрушил большую часть изоляционных свойств древесины.
Но во время войны Фриберг кое-что узнал о диатомовых водорослях, что придало ему смелости снова открыть старый вопрос.Кизельгур использовался в промышленности как изолятор и огнезащитный состав. Он видел, как волшебный материал, добавленный к бетонной смеси при строительстве гигантских мелиоративных дамб в Калифорнии, значительно повысил ее работоспособность. Возможно, диатомит решит проблему опилок и бетона. Эта догадка оправдалась, и сегодня диатомовые водоросли находятся в центре внимания зданий.
Отложения диатомовых водорослей широко распространены в США. Некоторые из крупнейших месторождений находятся в Орегоне, Калифорнии, Неваде и Вашингтоне.Из-за его стратегического значения во время войны велись интенсивные поиски новых месторождений. Были найдены многие. Хотя большинство новых слишком малы или недостаточно чисты для промышленного использования, они подходят для бетона из опилок и стружки.
Во времена дедов диатомовые водоросли были просто интересным маленьким растением, на которое можно было смотреть в микроскоп. Школьные учителя поразили своих учеников чудесами природы, подняв небольшую щепотку диатомовой земли и сказав им, что она содержит тысячи и тысячи крошечных раковин.
Однако за последнее десятилетие диатомовая водоросль заняла ведущее место в промышленности. Он используется в зубной пасте, лаке для серебра и лаке для ногтей, в фильтрах очистки на сахарных заводах, в качестве изоляторов в высоковольтных двигателях и электрическом оборудовании, а также в качестве наполнителей в красках. Кизельгур имеет более сотни промышленных применений, в основном в химической, пищевой и фармацевтической областях.
Фриберг обнаружил, что когда небольшая часть цемента была заменена некоторым количеством диатомовой земли и добавлена небольшая часть обычной глины, в результате получился недорогой, обладающий высокими изоляционными свойствами, огнестойкий и легкий бетон.Стоимость, примерно вдвое меньшая, чем у обычного бетона, варьируется в зависимости от местности, в зависимости от наличия древесных отходов и расстояния от месторождения диатомитовой земли.
Бетон Фриберга не выдерживает больших нагрузок. Но поскольку один дюйм этого материала имеет изоляционную ценность от 12 до 14 дюймов обычного бетона, он отлично подходит для полов и стен, где требуется высокая изоляция и нагрузка может нести облицовка из кирпича или досок. Опилки-бетон можно распиливать, сверлить и забивать гвоздями, как и по дереву, и они обладают удивительной огнестойкостью.Вот смесь, которую он использовал: одна часть цемента, одна часть диатомитовой земли, три части опилок, три части стружки и одна часть глины. . . все измерения объема. Поскольку бетон из опилок имеет более высокую степень поглощения, чем прямой бетон, Фриберг добавил в смесь одну часть глины.
Сначала в бетономешалку загружается глина. Если глина комковатая, перед использованием ее следует замочить на ночь. Затем засыпается диатомит, затем цемент. После тщательного перемешивания добавляют опилки и стружку.
В своем доме Фриберг использовал опилки заводской фабрики, которые постарели около года. В ходе экспериментов он обнаружил, что новые опилки нежелательны. Также нет опилок, которые стояли так долго, что они белые. По его словам, годичный срок старения – это правильно. При стружке возраст не важен. Он использовал их зеленые, возрастом от года и старше. Все они работали хорошо.
В доме использовалась смесь опилок и стружки сосны, лиственницы и пихты. В отходах была кора.Фриберг не нашел возражений против этого, но обнаружил, что кедровые и твердые древесные отходы не подходят.
Для использования диатомовых водорослей в домашних условиях не требуется специального оборудования. Литые блоки и кирпич Friberg на промышленном оборудовании для производства сборного железобетона. Он также отливал маленькие и большие плиты, используя простые формы, подобные тем, которые используются при строительстве домов из сырца. Поскольку бетон такой легкий, он вылил пол и крышу своего дома одной плитой.
Для испытания бетонных опилок Фриберг отлил плиты размером 32 на 48 дюймов и толщиной один дюйм.Ближе к краю этих плит он забил гвозди по восемь пенсов и просверлил ряды отверстий с помощью дрели. Расщепления не было. Потом пил пилой порезал полосы шириной в дюйм. С помощью шлифовальной машины он создал гладкую поверхность, которую можно было красить. Он проверил плиту на изоляционные свойства и обнаружил, что она равна футу или более бетону.
Фриберг считает, что плита размером 3-5 / 8 на 32 на 48 дюймов, которую можно собирать и отверждать в свободное время, будет полезна в хозяйственных постройках. Этот размер будет охватывать две стойки или балки пола или может быть распилен, чтобы поместиться между стойками.Фермеры Северо-Запада уже проявляют интерес к его использованию для молочных коровников и птичников, где существует большая потребность в недорогом материале, обладающем высокой изоляционной способностью.
Когда-нибудь будет найден способ гидроизоляции бетона. До тех пор Фриберг рекомендует использовать его только в помещении. Есть еще одно ограничение. Обладая прочностью нагрузки от одной четверти до одной трети, чем у обычного бетона, он не может использоваться на тротуарах или проездах, а также для полов и стен, которые несут большие нагрузки.
Но даже если эти ограничения никогда не будут полностью преодолены, Фриберг видит огромное поле для крошечной диатомовой водоросли, кучи опилок и стружки. Пол в его гостиной, например, представляет собой сплошной блок из недорогого материала. Прямо на него крепятся ковролин и линолеум. Крыша также представляет собой цельный блок, покрытый рубероидом и измельченной пемзой. В стенах его дома основную нагрузку несет слой обычных бетонных кирпичей. Утеплитель обеспечивают опилочно-бетонные кирпичи двойной толщины.
Поскольку месторождения диатомита были исследованы во время войны, государственные геологические департаменты и шахтные школы имеют информацию об их местонахождении. Итак, если будущий строитель может найти удобную кучу опилок и стружки сосны, лиственницы или пихты и недалеко от месторождения диатомовой земли, Фриберг нашел способ собрать их вместе, чтобы произвести новый вид недорогого стройматериала. а
Дом Фрибергов 30 лет спустя
Недавно сотрудники MOTHER Мартин Фокс и Трэвис Брок отправились в Москву, штат Айдахо, чтобы найти дом из древесного волокна / диатомита / бетона, о котором Popular Mechanics сообщил 30 лет назад (см. Предыдущий рассказ).Наши бесстрашные сотрудники хотели узнать: сохранилось ли первоначальное здание? Бетонная смесь осела, потрескалась или распалась? Как сооружение выдержало тридцать лет холодных зим в Айдахо?
Ответы на эти вопросы – Мартин и Трэвис быстро усвоили – были «да», «нет» и «очень хорошо, спасибо».
Оказывается, пара по имени Рэй и Барбара Харрисон 23 года назад купила необычный дом из опилок у строителя-новатора дома – Уэйта Фриберга.Рэй и его жена, которые вырастили семерых детей в особенном доме, утверждают, что дом на протяжении многих лет служил им хорошей службой. Основная структура по-прежнему в хорошем состоянии и не имеет признаков разрушения.
Что касается тех «холодных зим в Айдахо», Рэй Харрисон говорит, что – отчасти благодаря отличным изоляционным свойствам опилок – бетонных стен – счета за отопление его семьи обычно составляют на 30-40 долларов в месяц меньше, чем у их соседей, которые живут в однотипные дома обычной постройки.Рэй, однако, быстро добавляет, что, по крайней мере, часть этой экономии тепла может быть отнесена на счет «пассивных» конструктивных особенностей солнечного тепла, которые Уолт Фриберг внедрил в дом.
Например, северная сторона дома выстроена на склоне, а большие окна закрывают большую часть южной стороны дома. Более того, прямо над окнами, выходящими на южную сторону, находится серия алюминиевых отражателей, которые направляют в жилище даже больше энергии зимнего солнца, чем обычно проникает внутрь.(Те же самые отражатели несколько затемняют окна и помогают защищать от нежелательной жары летом). Ночью, семья Харрисонов; «закрыть» солнечное тепло в здании, натянув прочно изолированные шторы за окнами, выходящими на юг.
Если вы до сих пор следили за этой историей, вам может быть интересно [1], были ли когда-либо построены какие-либо другие конструкции с использованием “древесно-волокнистого и диатомитового” бетона, разработанного Вальтером Фрибергом, и [2] что с этим случилось? во всяком случае, умный парень Фриберг.Что ж, Уолт – за эти годы – построил или помог построить около 30-40 зданий из опилок в северном Айдахо / восточном районе Вашингтона. . . и он все еще работает с материалом. Уолт говорит, что он считает, что с точки зрения стоимости материалов и энергии его необычная бетонная смесь сегодня даже более привлекательна, чем 30 лет назад.
Первоначально опубликовано: январь / февраль 1978 г.
Использование очищенных опилок в бетоне как частичная замена природного песка
https: // doi.org / 10.1016 / j.jclepro.2020.121226Получить права и контентОсновные моменты
- •
Песок в бетоне был заменен на опилки с 5, 10, 15 и 20% обработкой водой.
- •
Оптимальное количество опилок, обработанных водой или силикатом натрия, составляет 5%.
- •
Плотность бетона снизилась при использовании опилок.
- •
Прочностные характеристики бетона, модифицированного 5% опилками, сопоставимы.
- •
Проницаемость для хлорид-ионов улучшена в отношении дыма кремнезема в бетоне, модифицированном опилками.
Abstract
Добыча природных материалов, таких как песок, в крупных масштабах для использования в строительстве инфраструктуры в развивающихся странах, таких как Индия, представляет угрозу для окружающей среды. Таким образом, чтобы сохранить окружающую среду, исследователь должен изучить возможность использования побочных продуктов промышленности вместо природного материала.В этом исследовании было изучено использование опилок, образующихся в деревообрабатывающей промышленности, в бетоне. В этой статье представлены свойства бетона, использующего различное процентное содержание опилок, обработанных водой и силикатом натрия, в качестве замены песка. Перед использованием в бетоне опилочную пыль, прошедшую через сито 4,75, обрабатывали водой и силикатом натрия в течение 24 ч. Природный песок был заменен на 5, 10, 15 и 20% водоочищенные опилки в бетонной смеси. Влияние микрокремнезема на свойства бетона, содержащего 5% опилок, обработанных водой, также было изучено путем замены 4, 8 и 12% цемента на микрокремнезем в бетоне.Было отмечено, что бетон, изготовленный из опилок, обработанных 5% водой или силикатом натрия, показал прочность на сжатие, сравнимую с прочностью контрольного бетона. Однако для уровня замены 10% прочность на сжатие и разрывная прочность на разрыв снизились на 30,30% и 32,19% соответственно через 28 дней. Общая пропускная способность, водопроницаемость и капиллярное водопоглощение увеличились на 224%, 153% и 117,4%, соответственно, при использовании 10% обработанных опилок. Бетонная смесь, модифицированная опилками, обработанными силикатом натрия, показала значительное улучшение устойчивости к проникновению хлорид-ионов.Как и ожидалось, результаты показали значительное снижение плотности бетона с использованием опилок вместо песка. Добавление опилок, обработанных силикатом натрия, привело к образованию большого количества эттрингита в бетоне.
Ключевые слова
Опилки
Бетон
Прочность на сжатие
Сорбционная способность
Хлоридопроницаемость
Рекомендуемые статьиЦитирующие статьи (0)
Полный текст© 2020 Elsevier Ltd. Все права защищены.
Рекомендуемые статьи
Цитирующие статьи
Оценка технических свойств недорогих бетонных блоков путем частичного легирования песка опилками: дешевые опилки Бетонный блок: Научно-технический журнал Статья
Обзор статьи
НаверхВведение
Экологические Управление твердыми отходами обогащает сильную, артистичную и естественно здоровую среду. Выбрасывайте отходы на открытое пространство или сжигайте, создавая загрязнение окружающей среды. Управление отходами включает сбор, сортировку, хранение, переработку и утилизацию отходов (Kaluli, Mwangi, Sira, 2011).Чтобы решить эту проблему, эти отходы следует использовать инновационным способом для внедрения новых экологически чистых строительных материалов, которые могут стать более дешевой альтернативой обычным строительным материалам. Согласно Насли и Ясину (2009), использование этих альтернативных строительных материалов может снизить затраты на строительство за счет меньшего количества требуемых традиционных материалов и более быстрого завершения строительства.
Обычно для стабилизации маргинального грунта используются обычные строительные материалы, такие как известь, цемент или их комбинации.Стоимость этих стабилизаторов увеличивается из-за условий строительных работ в тропиках; таким образом, необходимость замены местными добавками становится настоятельной (Uche & Ahmed, 2013). Зола рисовой шелухи (Dolage, Mylvaganam, Mayoorathan & Inparatnam, 2011; Ghassan & Mahmud, 2010; Nilantha, Jiffry, Kumara, & Subashi, 2010; Oyekan & Kamiyo, 2008; Pushpakumara & Subashi De Silva, 2012), зола кукурузной шелухи ( Ndububa, Emmanuel, & Nurudeen, 2015), ясень из листьев бамбука (Dwivedia, Singhb, Dasa, & Singh, 2006), зола из ореховой скорлупы (Sadaa, Amarteyb, & Bako, 2013; Mahmoud, Belel, & Nwakaire, 2012), опилки золы (Ganiron, 2014; D.Kumar, Singh, N. Kumar & Gupta, 2014) и др., Представляют собой естественные сельскохозяйственные отходы, полученные из домов, магазинов, фабрик и заводов. Следовательно, следует поощрять использование опилок или золы для стабилизации почвы, так как это значительно снизит стоимость строительства, а также снизит опасность для окружающей среды. Зола опилок считается пуццоланом, содержит 70-85% SiO 2 , 2-6% Al 2 O 3 и 2-4% Fe 2 O 3 (D. Kumar, Singh , Н.Кумар и Гупта, 2014; Оетола и Абдуллахи, 2006). Кремнезем, содержащийся в золе опилок, находится в аморфной форме, что означает, что он может легко реагировать с CaOH, который выделяется во время затвердевания цемента, с образованием цементной смеси.
При производстве цемента образуется двуокись углерода (CO 2 ), которая является основным донором глобального потепления. При производстве цемента выбросы CO 2 составляют около 0,9% (Seco et al., 2012). Следовательно, использование золы опилок в качестве вторичного вяжущего материала для частичной замены пропорций обычного портландцемента при стабилизации грунта снизит общее воздействие процесса стабилизации грунта на окружающую среду.Предыдущие исследования показывают, что зола опилок может улучшить свойства цементных блоков (Ganiron, 2014; D. Kumar, Singh, N. Kumar & Gupta, 2014; Berra, Mangialardi, & Paolini, 2015; Cheah & Ramli, 2011) .
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает доклады из различных инженерных и технологических дисциплин для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10 , Октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
Экспериментальная оценка и численное прогнозирование
Резюме
Бетоны, активированные щелочью, появились как перспективная альтернатива обычному бетону, в котором различные отходы были переработаны как ценные побочные продукты.В данной статье представлено обширное экспериментальное исследование устойчивости использования опилок в качестве замены мелкозернистого / крупного заполнителя, включающего летучую золу (FA) и гранулированный доменный шлак (GBFS), для производства легкого бетона без цемента с высокими эксплуатационными характеристиками. Отработанные опилки были заменены заполнителем с содержанием щелочного связующего 0, 25, 50, 75 и 100 об.%, Включая 70% FA и 30% GBFS. Смесь активировали, используя низкую концентрацию гидроксида натрия (2 М). Были оценены акустические, термические и прогнозируемые инженерные свойства бетонов, а также рассчитан жизненный цикл различных смесей для исследования устойчивости бетона.Кроме того, с использованием доступной базы данных экспериментальных испытаний была разработана оптимизированная искусственная нейронная сеть (ИНС) для оценки механических свойств разработанных щелочно-активированных строительных смесей в зависимости от каждого процентного содержания опилок. На основании результатов было обнаружено, что звукопоглощение и снижение теплопроводности улучшались с увеличением содержания опилок. Было обнаружено, что на прочность на сжатие образцов влияет содержание опилок, и прочность упала с 65 до 48 МПа с соответствующим увеличением содержания опилок от 0% до 100%.Результаты также показали, что выбросы углекислого газа, использование энергии и затраты имеют тенденцию к снижению с увеличением количества опилок и показывают, что легкий бетон более экологичен для строительства.
Ключевые слова: легкий бетон, активированный щелочами, отходы опилок, прогнозируемые инженерные свойства, устойчивость
1. Введение
Опилки – это хорошо известные отходы сельского хозяйства и побочные продукты деревообработки.Он образуется как отходы при механической обработке древесины различных размеров и форм. Многие экологические проблемы вызваны отходами из опилок, при этом нехватка места для свалки является серьезной проблемой и серьезной угрозой для развитых стран. Избыточные отходы опилок, которые накапливаются в результате деятельности фабрик, фабрик и домов, ежегодно растут. По оценкам, годовое образование древесных отходов в Соединенных Штатах Америки, Германии, Великобритании и Австралии составляет около 64,8.8, 4,6 и 4,5 миллиона тонн в год, соответственно, и более 40% этих объемов не перерабатываются [1,2,3,4]. Высокий процент не рециклируемых древесных отходов свидетельствует о недостатке надлежащих процедур и стратегий рециркуляции. Таким образом, жизненно важно перерабатывать древесные отходы на ежедневной основе и эффективно использовать их в композитах / бетонах на основе цемента, чтобы гарантировать их безвредную утилизацию в качестве средства защиты окружающей среды.
В настоящее время исследователи сталкиваются с серьезной проблемой из-за постоянного увеличения спроса на высокоэффективные легкие бетоны (LWC) в качестве строительных материалов, где производство новых строительных материалов из переработанных промышленных отходов стало стратегией.С этой точки зрения оценивается развитие LWC за счет использования отходов опилок в качестве легких заполнителей. Функции опилок в цементе / бетоне оценивались несколькими исследователями, и в прошлом они использовались для изготовления легких бетонов [5]. Сообщалось о тепловых характеристиках цементного композита на основе опилок [6], при этом его включение в матрицу бетона значительно снижает теплопроводность до 20% по сравнению с нормальным бетоном (0% опилок).Столь значительное снижение значений электропроводности объясняется снижением плотности и повышенной пористостью композитов из легкого бетона, модифицированных отходами опилок. Oyedepo et al. [7] использовали отходы опилок в качестве заменителя мелких заполнителей (природных) с различным содержанием от 0% до 100% в стандартных тяжеловесных бетонах и показали, что соотношение более 25% заменителя к натуральным заполнителям может отрицательно повлиять на прочность бетона. свойства и плотность. Другие исследователи также сделали сопоставимые наблюдения, когда опилки использовались в бетоне на различных уровнях (10%, 20%, 30% и 40%) в качестве заменителя песка.Было высказано предположение, что количество опилок при замещении до 10% песка может обеспечить лучшую плотность и механическую прочность бетона [8]. Буб [9] также использовал опилки в качестве заменителя мелких заполнителей (0–15%) в бетоне. Магесвари и Видивелли [10] показали, что зола опилок в качестве заменителя природного песка может быть подходящим выбором для мелкозернистых заполнителей в бетоне. Это может значительно уменьшить проблему удаления опилок и одновременно сохранить естественные мелкие заполнители.Авторы обнаружили, что бетон, включая опилки, обладает уникальными характеристиками и дает лучшие результаты по термическим и механическим характеристикам композитного материала на основе цемента, что делает его более экономичным по сравнению с различными другими материалами в строительном секторе.
В последнее время несколько продуктов, таких как геополимеры и материалы, активированные щелочами, были представлены в качестве альтернативы обычному бетону и стали конструкционными материалами с более низким уровнем выбросов CO 2 [11,12,13,14,15,16,17] .Щелочно-активированные пасты / строительные растворы / бетоны – это неорганические полимеры на основе кальция (CaO) и силикатов алюминия (AS), активированные раствором щелочного активатора. Их получают из пуццолановых соединений путем щелочной активации NaOH и силикатов натрия (NaSi) [18,19]. Эти связующие, полученные с использованием щелочной активации, показали экологичность из-за потребности в небольшом количестве энергии в процессе их изготовления [20,21]. После активации щелочью использовались различные твердые отходы из различных отраслей промышленности, содержащие Si, Al и / или Ca, в том числе летучая зола (FA), топливная зола из пальмового масла (POFA), метакаолин и гранулированный доменный шлак (GBFS). для изготовления строительных растворов / бетонов [22,23,24].
Несколько исследователей [25,26] заметили, что FA, содержащая большое количество CaO, также является подходящим сырьевым материалом для производства геополимерных растворов и бетонов с высокими эксплуатационными характеристиками. Было показано, что смесь геополимера, приготовленная с FA класса C (высокое содержание CaO), становится отверждаемой при комнатной температуре из-за реакции, опосредованной CaO. Тем не менее, геополимеризация FA класса C в отсутствие добавки оказалась очень медленной при температуре окружающей среды [27], что привело к низкой прочности.Тем не менее, использование материалов, содержащих большое количество CaO, включая обычный портландцемент (OPC), для повышения прочности геополимера на основе FA с высоким содержанием CaO остается перспективным [28]. Помимо образования гидрата силиката кальция (C – S – H) и гидрата силиката кальция и алюминия (C – A – S – H), тепло и вода, выделяемые в результате реакции, опосредованной OPC, могут помочь процессу геополимеризации. и, таким образом, развитие силы [29]. Путем включения OPC и отверждения при 25 ° C были произведены геополимерные строительные растворы на основе высококалорийной FA с прочностью на сжатие (CS) 65 МПа [30].
Аморфный GBFS, являющийся одним из самых популярных промышленных отходов, широко используется для повышения нормальной прочности бетона или изготовления нецементных растворов / бетонов из-за избыточного содержания Al 2 O 3 , CaO и SiO 2 по химическому составу [31,32,33,34,35]. В щелочной среде GBFS проявляет как связывающие, так и пуццолановые свойства [36]. Многие исследования показали [37], что образование избыточного Ca из-за добавления GBFS в геополимер FA является причиной улучшения прочностных характеристик, а также микроструктуры материала.Чтобы оценить эффективность GBFS, включая FA в качестве геополимерного связующего, соотношение FA / GBFS широко варьировалось вместе с типами, концентрациями и составами активатора в смеси для их получения [38,39]. Было обнаружено, что включение большого количества Ca, содержащего только 4% GBFS, увеличивает прочность геополимера [38]. Исмаил и др. [40] оценили CS и продукт гидратации паст FA и GBFS и показали улучшение CS до 50 МПа в возрасте отверждения 28 дней.Было использовано повышение отношения FA к GBFS на целых 1,0, и его активировали 10 М раствором NH перед отверждением при 25 ° C. Согласно Исмаилу и соавт. [41], прочность на сжатие в раннем возрасте (CS) композита FA / GBFS, активированного NH / NS, может значительно увеличиться с незначительным количеством гашеной извести. Этот геополимер FA, смешанный со шлаком, показал отличные механические характеристики и долговечность [42]. В предыдущих исследованиях предпринимались попытки изготовить экологически чистые высокоэффективные LWC, бетон без цемента и геополимеры, активируемые щелочами, при этом основное внимание уделялось достижению улучшенных характеристик прочности и долговечности.
2. Значимость исследования
Всесторонний обзор литературы показал, что потенциальное использование отходов опилок для разработки LWC, активируемых щелочью, для обеспечения устойчивой работы еще не широко изучено. В этой работе сообщается о влиянии замены природных заполнителей опилками на характеристики устойчивости LWC с щелочной активацией, содержащей FA и GBFS. Эти смеси были изготовлены с изменяющимся уровнем опилок, включая 70% FA, 30% GBFS и раствор, активированный щелочью, чтобы найти возможность переработки промышленных отходов и их преобразования в экологически чистый, долговечный и устойчивый легкий бетон.Таким образом, естественные агрегаты были заменены различными уровнями отходов опилок (0%, 25%, 50%, 75% и 100%) на реалистичном рабочем уровне с соответствующими физическими условиями для создания LWC, активируемых щелочным раствором. Все синтезированные образцы были проанализированы с помощью различных измерений для оценки свежих, механических и прочностных свойств для получения оптимального состава.
3. Детали эксперимента
3.1. Материалы
Печной шлак (GBFS не совсем белого цвета) высокой чистоты был собран в малазийской промышленности (Ипох, Малайзия) и использован без дополнительной очистки для производства нецементного вяжущего.Он отличался от других дополнительных компонентов как цементирующими, так и пуццолановыми свойствами. Его получают в результате гидравлических химических реакций при смешивании воды. Исследование спектров рентгеновской флуоресценции (XRF, HORIBA, Сингапур, Сингапур) шлака показало присутствие Ca (51,8%), силиката (30,8%) и Al (10,9%). ФА с низким содержанием кальция (алюмосиликатный материал серого цвета) был получен на малазийской электростанции (Танджунг бин, Джохор, Малайзия) для производства предлагаемых ААС.Он отвечал требованиям ASTM C618 для класса F FA и содержал Ca (5,2%), силикат (57,2%) и Al 2 O 3 (28,8%). Медиана частиц для FA и шлака (полученная с помощью анализатора размера частиц) составляла, соответственно, 10 и 12,8 мкм. Физические характеристики обоих связующих материалов (GBFS и FA) были проанализированы с использованием теста Brunauer Emmett Teller (BET, JEOL, Куала-Лумпур, Малайзия) с удельной площадью поверхности (18,1 м 2 / г для FA и 13,6 м 2 / г для GBFS).
представляет картину дифракции рентгеновских лучей (XRD, Ригоку, Сингапур, Сингапур) GBFS и FA. Наблюдаемые интенсивные пики XRD FA при 2θ = 16–30 ° были обусловлены существованием поликристаллического кремнезема и Al 2 O 3 . Однако выступающие пики под другими углами были связаны с наличием кристаллитов кварца и муллита. Отсутствие резкого пика GBFS подтвердило его аморфную природу. Присутствие пиков диоксида кремния и Ca играет важную роль в составе GBFS и способствует производству AAM.Напротив, включение FA требовалось для преодоления низкого уровня Al 2 O 3 (10,49%) в шлаке.
XRD дифрактограммы летучей золы (FA) и шлака (GBFS).
Природный речной песок использовался в качестве мелкого заполнителя для изготовления контрольных образцов бетона. Следуя протоколу ASTM C117, сначала песок промывали водой для удаления ила и примесей [43], а затем сушили в печи при 60 ° C в течение 24 часов для удаления влаги. Полученный чистый песок соответствовал требованиям ASTM C33–33M [44].Модуль крупности, удельный вес и максимальный размер частиц подготовленного песка составляли 2,9, 2,6 и 2,36 мм соответственно. Гранатовый щебень, полученный в карьере, использовался в качестве крупного заполнителя в процессе пробоподготовки. При производстве обычного бетона размер крупного заполнителя играет важную роль в обеспечении хороших характеристик бетона. Поэтому максимальный размер крупных агрегатов был ограничен до 8 мм.
Отходы опилок (№6013) были получены () в лесной промышленности Малайзии (Syarikat Kilang Papan Chong Wah Sdn Bhd., Джохор, Малайзия). Эти местные агроотходы обеспечивали получение из единого ресурса (плотность 174 кг / м 3 и максимальный размер 2,36 мм) для использования мелкого заполнителя. Опилки плотностью 182 кг / м 3 и максимальным размером 6 мм использовались в качестве грубого заполнителя для приготовления LWC. Основные характеристики опилок включают химический состав и потерю возгорания (LOI), как показано на.Основным компонентом опилок была целлюлоза (87% от общей массы) и небольшое количество CaO и Al 2 O 3 . Процент LOI опилок от общей массы составил 4,76%.
( a ) Мелкие опилки, ( b ) грубые опилки.
Таблица 1
Химический состав опилок (в%).
| Химический состав (%) | ||||||
|---|---|---|---|---|---|---|
| Целлюлоза | Al 2 O 3 | Fe 2 O 3 | CaO | MgO | К 2 О | LOI |
| 87.0 | 2,5 | 2,0 | 3,50 | 0,23 | 0,01 | 4,76 |
Раствор (S) для щелочной активации был приготовлен из гидроксида натрия (NH) и силиката натрия (NS). Его использовали для растворения алюмосиликата из FA и GBFS. Гранулы NH (чистота 98%) аналитической чистоты растворяли в воде, чтобы приготовить раствор 13,7% Na 2 O и 86,3% H 2 O (2 M). Смесь НС высокой чистоты готовили с использованием SiO 2 (29.5 вес. %), Na 2 O (14,70 мас.%) И H 2 O (55,80 мас.%). Полученный раствор NH (2 M) сначала хранили в течение 24 часов при комнатной температуре, а затем смешивали с раствором NS для получения конечного раствора щелочи с модулем (Ms SiO 2 : Na 2 O) 1,21. Отношение NS к NH для всех щелочных растворов поддерживали постоянным на уровне 0,75.
3.2. Составы смесей готовых бетонов
Для всех образцов LWC значения отношения щелочного раствора к вяжущему (S: B) и содержания вяжущего были зафиксированы на 0.40 и 450 кг / м 3 соответственно. Отходы, такие как FA и GBFS, использовались для изготовления смесей LWC с постоянными количествами 70% и 30%, соответственно, в качестве источников SiO 2 , Al 2 O 3 и CaO. Была приготовлена смесь, содержащая 100% натуральных заполнителей (песок и гравий), которую рассматривали как контрольную пробу (). Молярность NH, NS к NH и модуль щелочного раствора (Ms) была фиксированной для всех бетонных смесей. Влияние различного содержания мелких и крупных опилок в качестве замены природного заполнителя на конструкцию LWC показано на рис.Для оценки влияния отходов опилок на вес, прочность и процесс геополимеризации предложенного бетона были использованы четыре заменяющих компонента.
Таблица 2
Расчет смеси предлагаемого легкого щелочно-активированного бетона (кг / м 3 ).
| Смесь | Связующее (кг / м 3 ) | Раствор (кг / м 3 ) | Мелкие и крупные заполнители (кг / м 3 ) | |||||
|---|---|---|---|---|---|---|---|---|
| FA 9055 | NH | NS | Речной песок | Гравийный щебень | Мелкие опилки | Крупные опилки | ||
| S0 | 315 | 135 905 | 315 | 135 905 | 0 | |||
| S25 | 634 | 712 | 22 | 26 | ||||
| S50 | 422 | 475 | 45 | 905 905 905 905 905 905 905 905 6771 | ||||
| S100 | 0 | 0 | 90 | 95 | ||||
3.3. Программа испытаний свежего и затвердевшего бетона
Перед смешиванием и заливкой внутренняя поверхность форм была смазана моторным маслом, чтобы облегчить процесс извлечения из формы. Гомогенный щелочной раствор, состоящий из NH и NS, охлаждали при температуре окружающей среды и затем использовали для приготовления бетона. Однородные смеси мелкозернистых / крупных агрегатов получали смешиванием FA / GBFS в течение приблизительно 4 мин в сухих условиях. Далее приготовленные смеси активировали щелочью. Вся бетонная матрица еще раз перемешивалась в течение 4 минут с помощью машины, управляемой со средней скоростью.Полученные свежие сырые бетоны были отлиты в формы в три слоя, при этом каждый слой упрочнялся на вибростоле в течение 30 с для удаления воздушных пустот. По окончании процесса литья бетонные смеси выдерживали при температуре 27 ± 1,5 ° С (24 ч при относительной влажности 75%). Наконец, бетонные смеси были извлечены из формы и хранились в идентичных условиях для дальнейших испытаний и анализов.
В соответствии с протоколами ASTM C143 и C191 были измерены значения времени оседания и схватывания соответственно.Измерения CS проводились в формах кубической формы размером 100 × 100 × 100 мм, которые должным образом отверждались в течение 1, 3, 7, 28, 56 и 90 дней в соответствии со спецификацией ASTM C579. Эти CS-тесты были выполнены в соответствии со стандартом ASTM C109-109M, где три набора образцов были проанализированы в каждом возрасте отверждения. Нагрузка с постоянной скоростью (2,5 кН / с) была подвергнута испытанию на разрушение этих образцов. Поскольку машина имеет встроенную конфигурацию, плотность и CS были получены автоматически в зависимости от предполагаемого веса и размеров образца.Образец призматической формы с размерами 100 мм × 100 мм × 500 мм был отлит для испытаний на прочность на изгиб (FS) и усадку при высыхании (DS) в соответствии с положениями ASTM C78 и C157, соответственно. Средние показания трех испытанных бетонных смесей с возрастом отверждения 3, 7, 14, 21, 28, 56 и 90 дней были рассмотрены для оценки значения DS для каждой смеси. В соответствии со стандартом ASTM C496 образцы цилиндрической формы (диаметром 100 мм и глубиной 200 мм) были подготовлены для оценки прочности на разрыв при раскалывании (STS).Испытание на водопоглощение (WA) было выполнено в соответствии со спецификацией ASTM C642, при этом были отформованы смеси размером 100 мм × 100 мм × 100 мм. После созревания образцы погружали в воду при 27 ° C на 24 ч. Позже эти образцы были подвешены и полностью погружены в воду для измерения их веса (Ms). После насыщения все образцы сушили в вентилируемой печи при 105 ° C в течение более 24 часов, затем взвешивали (Md). WA предложенных LWC рассчитывалась из среднего значения трех выборок с помощью соотношения:
WA (%) = Ms − MdMd × 100
(1)
3.4. Модель искусственной нейронной сети (ИНС)
В этой работе модель ИНС была использована для объяснения CS активированных щелочами бетонов для получения оптимальных значений влияющих параметров. Кроме того, это было предназначено для сокращения времени и затрат. Модель была вдохновлена естественным человеческим процессом. Разработанная модель состоит из трех слоев, как показано на. Первый слой, а именно входной слой (I), содержит пять нейронов (параметров), которые представлены молярностью, NS / NH, раствором дрожжей для связующего, GBFS / FA и временем.Затем четырнадцать нейронов скрытого слоя (H) были использованы для достижения наилучшей производительности модели. Между тем, один нейрон в третьем слое использовался для отражения предсказанной прочности на сжатие, а именно, выходной слой (O).
Обработка искусственной нейронной сети.
Всего 144 экспериментальные работы были использованы для построения предложенной модели ИНС в MATLB. В частности, с помощью функции newff была создана сетевая архитектура с прямой связью и обратным распространением. Кроме того, была принята сигмоидальная функция для сопоставления входа с целевым выходом, как показано в уравнении (2).
До 75% экспериментальных данных использовалось для обучения с использованием алгоритма Левенберга – Марквардта (LM), чтобы минимизировать ошибку. Между тем, 15% и 10% экспериментально измеренных значений были использованы для тестирования и проверки предложенной модели соответственно. Уравнение (3) использовалось для преобразования значений экспериментальных данных в нормированные. Нормализованные значения находились в диапазоне от 0,1 до 0,9, чтобы избежать влияния масштабирования. Здесь Xi – это входное или выходное значение, а Xmax и Xmin – соответствующие максимальное и минимальное значения.Кроме того, производительность предложенной модели была оценена на основе как коэффициента корреляции ( R 2 ), так и ошибки с целью производительности 0,01 и скорости обучения 0,2.
Xnorm = 0,8 × (Xi − XminXmax − Xmin) −0,1
(3)
Коэффициент корреляции ( R 2 ) также учитывался в качестве статической оценки. В частности, его использовали для оценки силы результатов. Кроме того, R 2 может обеспечить понимание степени соответствия между выходом сети и собранными экспериментальными данными, как выражено в уравнении (4).Соответственно, Yactual был экспериментальным результатом прочности бетона, а Ymodel был прогнозируемой прочностью бетона на основе модели. Кроме того, среднее значение предсказанных результатов было обозначено как Ymodel mean , тогда как количество экспериментальных прогонов было представлено как N. Более того, наилучшее соответствие фактического CS активированного щелочью и предсказанных результатов было получено за счет увеличения значение коэффициента корреляции, при этом значения обычно находились в диапазоне от 0 до 1.
R2 = ∑i = 1n (среднее значение модели Yacual i − Y) 2− ∑i = 1n (модель Y − Y фактическое значение i) ∑i = 1n (среднее значение модели Yacual i − Y)
(4)
3,5 . Звукопоглощение
Способность материала поглощать, отражать и рассеивать акустическую энергию была получена на основе измерений звукопоглощения. В соответствии с требованиями ASTM E1050 для определения импеданса и поглощения акустических образцов использовался метод передаточной функции с двумя микрофонами (импедансная трубка). Этот метод предназначен для измерения коэффициента поглощения и конкретного акустического импеданса звукопоглощающих материалов, вырезанных по кругу на небольших образцах, обычно в диапазоне частот от 100 до 6000 Гц ().
Прибор с трубкой импеданса.
3.6. Измерение теплопередачи
В развитых странах здания являются крупными потребителями энергии, и экономия энергии является основной задачей. Энергия, потребляемая в зданиях, может быть эффективно сэкономлена за счет повышения их теплоизоляции, что жизненно важно для стран с жарким и холодным климатом и высоким спросом на энергию. Теплоизоляция необходима для снижения общего энергопотребления в зданиях и добавления необычных регенерируемых энергоресурсов для обеспечения устойчивости.Теплопередача измерялась для цилиндрического образца диаметром 150 мм и высотой 300 мм. После 28 дней литья высушенная поверхность образца была покрыта пластиковым листом, чтобы предотвратить попадание избыточного количества воды. Для защиты термопары от неожиданных ударов использовалась труба из ПВХ (диаметром 20 мм). Все образцы помещали в емкость с водой при 34 ° C. Затем температуру воды медленно повышали до 100 ° C, при этом было проведено первое измерение. Затем включили нагреватель для регистрации внутренней температуры образца с помощью термопары K, регистраторов данных и компьютеров.Во время погружения опилок бетона в воду температура нагревателя увеличивалась, тем самым увеличивая объем воды. Такое повышение температуры воды регистрировалось через короткие промежутки времени в первые 24 часа до 100 ° C. Однако переданное тепло измеряли позже и довольно часто, пока температура воды не опускалась до точки кипения.
3,7. Экологические и экономические преимущества
Для того, чтобы легкие бетоны стали практичным продуктом, подобным традиционному, они должны иметь более низкую или сопоставимую стоимость для пользователя, значительно улучшенные функции или простоту производства или другие преимущества в области устойчивого развития.Чтобы сравнить бетон на основе опилок с обычным бетоном с точки зрения устойчивости, были выбраны три основных показателя, такие как выбросы углекислого газа, использование энергии (прямое потребление топлива) и общая стоимость производства. Эти матрицы использовались как аргументы в пользу или против использования легких бетонов на основе опилок. Однако другими ключевыми факторами, которые играют важную роль, являются техническое представление, выщелачивание, потребление воды, содержание вредных материалов, выбросы других парниковых газов и объем отходов.Этих показателей можно избежать, используя опилки в активированном щелочном растворе или бетоны на основе песка и гравия. Фактически, выбранные 3 показателя используются для количественной оценки разработки легких бетонов, активируемых щелочными растворами, в промышленности на ранних этапах.
Выбросы CO 2 , использование энергии и стоимость были получены с использованием подхода жизненного цикла. Эта оценка подразумевала потребность в сырье для производства агрегатов и соответствующие транспортные расходы. Это позволило провести достоверное сравнение опилок, песка и гравия, при этом производственное воздействие не смогло обеспечить полное отображение потребности в энергии и выбросов CO 2 из исходного сырья.Сюда не входят такие факторы, как смешивание, укладка и отверждение бетона, активируемого щелочным раствором, а также выбросы в течение срока службы, при условии, что они одинаковы для каждого продукта. Эта стратегия сопоставима с точки зрения воздействий жизненного цикла, а не абсолютных воздействий. Как эффективный метод для сопоставимых продуктов, он сокращает необходимое время оценки.
После жизненного цикла каждого материала были оценены затраты, количество выбросов CO 2 и потребности в энергии.Жизненный цикл мелких и крупных опилок включает стадии сбора и транспортировки. Стоимость сбора опилок с завода была незначительной. Расстояние для транспортировки каждого вещества было добавлено в оценку жизненного цикла. Расстояние для транспортировки гравия было больше (60 км), чем для песка (49 км) и опилок (5 км). Стоимость топлива для транспортных средств, включая типы грузовиков, объем, скорость и стоимость 1 тонны / км, была одинаковой для каждого типа материала.перечисляет оборудование и материалы, необходимые для расчета жизненного цикла. Общий объем выбросов CO 2 и стоимость мелких / крупных агрегатов были рассчитаны для каждого материала, где общий расход дизельного топлива зависел от расстояния транспортировки (). Аналогичным образом, общая энергия, необходимая для каждой смеси, была оценена в зависимости от стоимости дизельного топлива для каждого типа материала, включая дробление и транспортировку. Уравнения (5) – (7) были приняты для расчета общих выбросов CO 2 , затрат и потребления энергии на каждый кубический метр материала.Общие объемы выбросов CO 2 , затраты и использование энергии для каждого материала указаны в.
Таблица 3
Информация о машинах и материалах для расчета жизненного цикла.
| Артикул | Значение |
|---|---|
| Скорость грузовика, км / ч | 80 |
| Стоимость дизельного топлива, л / км | 0,09 |
| Стоимость дизельного топлива 905/905 2,18 | |
| Грузоподъемность, м 3 | 12 |
| Стоимость перевозки 1 м 3 , RM / км | 0.75 |
| Плотность природного крупнозернистого заполнителя, кг / м 3 | 1820 |
| Плотность речного песка, кг / м 3 | 1640 |
| кг Плотность мелкодисперсных опилок 905, 3 | 176 |
| Плотность крупных опилок, кг / м 3 | 182 |
| CO 2 выпуск на 1 л дизеля, тонна | 0,0027 |
| Стоимость энергии ГДж | 0.0384 |
Таблица 4
Выбросы CO 2 , расходы и энергопотребление каждого материала зависели от жизненного цикла.
| Материал | CO 2 Выбросы, т / м 3 | Стоимость, RM / м 3 | Энергопотребление, ГДж / м 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 55 | 0,134 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гравий | 0.012 | 65 | 0,148 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Мелкие опилки | 0,0006 | 34,5 | 0,018 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Крупнозернистые опилки | 3 36 | 905 905||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Индекс | Содержание опилок по объему,% | ||||||
|---|---|---|---|---|---|---|---|
| 0% | 25% | 50% | 75% | 100% | 52,1 | 54,8 | 60,2 | 78,4 | 81,8 |
| Портленд, Калифорния (OH) 2 | 43.1 | 41,3 | 36,4 | 18,8 | 14,9 | ||
| Кальцит, CaCO 3 | 2,2 | 1,5 | 1,3 | 1,1 | 2,1 | 1,8 | 2,1 |
Вкратце, рентгеноструктурный анализ приготовленных LWC выявил влияние Si, Al и Ca на полученные гели C- (A) -SH и CS. Результаты XRD () ясно показали, что количество портленда имеет тенденцию к уменьшению с увеличением уровня опилок, где значения упали с 43.1 до 41,3, 36,4, 18,8 и 14,9% с увеличением содержания опилок с 0 до 25, 50, 75 и 100% соответственно. Аналогичная тенденция была обнаружена с пиком кальцита, и все бетонные смеси, содержащие опилки, показывают меньшее количество кальцита (1,5–1,1%) по сравнению с контрольным образцом (2,2%). Хорошо известно, что количество OPC в бетонной матрице играет значительную роль в производстве геля CSH, где снижение уровня OPC и кальцита может привести к слабым связям в бетонной матрице, тем самым обнаруживая более низкие значения прочности с увеличение содержания опилок.Между тем, высокая абсорбция и водопотребность опилок напрямую повлияла на геополимеразит и растворила силикат, и показал более низкую прочность [54].
4.6. Прогнозируемая прочность на сжатие предлагаемого бетона
Программное обеспечение ATLAB было использовано для разработки предлагаемой модели ИНС. В частности, в процессе итерации было обнаружено, что наилучшее число нейронов в скрытых слоях составляет четырнадцать. Этот результат привел к достижению целевой производительности 0,01 относительно скорости обучения 0.2. Измеренные данные были разделены на три части: обучение, тестирование и проверка. Было учтено обучение ИНС с 124 тестами, в то время как 14 и 23 теста были использованы для этапов проверки и тестирования, соответственно. Обучение ИНС продолжалось до тех пор, пока не было минимизировано значение корреляции, при котором было достигнуто значение корреляции 0,991, как показано на рисунке а. При этом значение корреляции результатов тестирования составляет 0. 9878 (б). Более того, средняя ошибка учитывалась для оценки эффективности сети на этапах обучения и тестирования.В частности, средняя ошибка (M) для обучающих данных составила 1,377, как показано на рис. Значения этих показателей хорошо предсказывали экспериментальные данные, где прогнозируемая CS была предельно близка к измеренной.
Предсказанная и измеренная корреляция CS предложенных LWC для данных обучения ( a ) и данных тестирования ( b ).
Таблица 6
Сравнение экспериментальных данных для тестового набора и предсказанных результатов модели ИНС.№
| № эксперимента | Время (день) | GBFS / FA | Раствор / связующее | Молярность (M) | NS / NH | Фактическая (МПа) | Прогнозируемая (МПа) | Ошибка | Абсолютная ошибка | 905||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 30 | 40 | 2 | 0,75 | 22.60 | 21,87 | −0,73 | 0,73 | ||||||||||
| 2 | 905 905 905 9052 | 905 0.7526,70 | 27,61 | 0,91 | 0,91 | ||||||||||||||
| 3 | 7 | 30 | 40 | −2 | 0,75 | 39,80 | 39.80 905 428 | 30 | 40 | 2 | 0,75 | 65,80 | 61,87 | -3,93 | 3,93 | ||||
| 5 | 67,40 | 64,90 | −2,50 | 2,50 | |||||||||||||||
| 6 | 90 | 30 | 40 | − 2 | 0,75 | 68,905 | 90568,905 | 9057 | 90 | 40 | 40 | 2 | 0,75 | 73.60 | 72,82 | -0,78 | 0,78 | ||
| 8 | 905 905 905 905 905 .7585,60 | 87,00 | 1,40 | 1,40 | |||||||||||||||
| 9 | 90 | 70 | 40 | 2 | 0,75 | 60 89,70 89,32 | 905 90510 | 90 | 20 | 40 | 2 | 0,75 | 56,40 | 56,55 | 0,15 | 0,15 | |||
| 11 | 30 | 7537.60 | 32,76 | -4,84 | 4,84 | ||||||||||||||
| 12 | 90 | 30 | 35 | 2 | 0,75 | 905 905 905 905 905 905 905 905 905 905 905 905 | 13 | 90 | 30 | 45 | 2 | 0,75 | 60,10 | 61,85 | 1,75 | 1,75 | |||
| 14 | 905 90556,20 | 55,02 | -1,18 | 1,18 | |||||||||||||||
| 15 | 90 | 30 | 40 | 6 | 0,75 | 74.20 74.2905 905 905 905 905 | 74.20 74,2 | 905 905 905 905 1690 | 30 | 40 | 4 | 0,75 | 71,40 | 66,26 | −5,14 | 5,14 | |||
| 17 | 30 | 90 | 90250,75 | 69,30 | 70,86 | 1,56 | 1,56 | ||||||||||||
| 18 | 90 | 30 | 40 | 1,5 | 0,75 | 9050,75 | 905|||||||||||||
| 19 | 90 | 30 | 40 | 2 | 2,5 | 85,60 | 86,86 | 1,26 | 1,26 | ||||||||||
| 76.90 | 76,08 | -0,82 | 0,82 | ||||||||||||||||
| 21 | 90 | 30 | 40 | 2 | 1,5 | 71,10 | 72,61 | 71,10 | 72,61 | 71,10 | 72,61 | 905 9030 | 40 | 2 | 1 | 70,10 | 71,18 | 1,08 | 1,08 |
| 23 | 90 | 30 | 40567 | 40 | 4075 | 51,60 | 51,88 | 0,28 | 0,28 | ||||||||||
| Сумма | 35,62 | ||||||||||||||||||
| Среднее значение | 1,37 | ||||||||||||||||||
GBFS молярность сравнивается с экспериментальным соотношением Соотношение NH, соотношение раствора и связующего и время. Модель ИНС может реалистично предсказать фактическую CS активированного щелочами бетона. Этот результат доказал, что результаты модели ИНС согласуются с экспериментальными результатами.Кроме того, было сделано предположение, что влияние каждого параметра на CS бетона было ясно видно. Например, на диаграмме четко показана зависимость увеличения прочности бетона, активированного щелочами, от повышения концентрации мочевины. Как экспериментальные, так и прогнозируемые результаты показывают высокую степень сходства. Повышение прочности бетона постепенно увеличивается с увеличением молярности. Однако за пределами значения молярности 2 наблюдается незначительное повышение прочности бетона по сравнению с экономическим эффектом.Как таковой. молярность 2 была сохранена и принята за 2 для дальнейших работ. Точно так же с увеличением NS / NH прочность улучшалась, как показано на b. В то же время вклад концентрации летучей золы в повышение прочности бетона не был значительным, как показано на c. Напротив, с увеличением отношения GBFS к FA, CS LWC улучшился. Оптимальное повышение прочности было достигнуто при соотношении NS / NH 70/30. Аналогичным образом оптимальное значение отношения раствора к связующему было равно 0.4 (г).
Прогнозируемое и фактическое изменение активированной щелочью силы в зависимости от ( a ) молярности, ( b ) NS / NH, ( c ) FA / GBFS, ( d ) и отношения раствора к связующему .
4.7. Водопоглощение (WA)
показывает влияние опилок на WA-емкость активированных щелочами бетонных смесей при возрасте отверждения 28 дней. WA образцов был повышен по мере увеличения содержания опилок в бетонной матрице.Повышение уровня опилок с 0 до 25, 50, 75 и 100% в качестве заменителя натуральных заполнителей может улучшить WA на 9,7, 10,1, 13,4, 15,2 и 16,9% соответственно. На каждом уровне замены опилок на результат WA значительно влияло соотношение опилок, речного песка и измельченного гравия. При уровне опилок 25% водопоглощение увеличивалось на 4,1%, и это соотношение увеличивалось с увеличением замены опилок и было зарегистрировано как более 74% при 100% опилках. Как обсуждалось в разделе 3.3, с увеличением содержания опилок возрастала потребность в воде, тем самым увеличивая количество непрореагировавшего диоксида кремния и структурную пористость. Бетоны, содержащие большее количество опилок, показали улучшенную WA, что было связано с гелеобразованием в матрице связующего. Ахмед и др. [6] объясняют высокую WA бетона, содержащего опилки, его пористостью и наличием сплошных каналов. Другая причина такой повышенной способности WA может быть связана, прежде всего, с наличием большого количества свободной воды, которая образует капилляры в бетонах, изготовленных из зольного остатка, как продемонстрировали Andrade et al.[55].
Водопоглощение подготовленного бетона при различном содержании опилок.
4.8. Усадка при высыхании (DS)
иллюстрирует испытание в зависимости от возраста изменения значений DS для активированного щелочами бетона, приготовленного с использованием различных уровней опилок в качестве заменителя натуральных заполнителей. Показания DS были сняты через 3, 7, 14, 21, 28, 56 и 90 дней, и было обнаружено, что значение DS для всех образцов улучшалось с увеличением сроков отверждения. Включение опилок в бетон, активированный щелочью, на самом деле может повысить значения DS, особенно в раннем возрасте.Кроме того, значения DS были снижены с увеличением уровня опилок, что было связано с особенностями микроструктуры опилок. Для всех приготовленных бетонных смесей было замечено, что прирост усадки при высыхании со временем уменьшался; после 7 дней выдержки было зарегистрировано увеличение показателя усадки при высыхании более чем на 40% по сравнению с результатами за 3 дня. Однако этот процент со временем снизился, и менее 6% и 2% были зарегистрированы через 28 и 90 дней соответственно.В возрасте 3 дней добавление опилок в качестве замены естественного заполнителя способствовало снижению усадки при сушке на 2,1, 3,7, 6,2 и 7,1% с 25, 50, 75 и 100% соответственно. Сравнимая тенденция была обнаружена после возраста выдержки 28 дней, и включение опилок показало большую эффективность в снижении величины усадки на 3,5, 4,8, 7,1 и 7,6%, соответственно, на 25, 50, 75 и 100% по сравнению с контрольный образец. Наблюдаемое снижение DS опилок было приписано эффектам внутреннего отверждения опилок, обеспечивающих некоторую дополнительную влажность и, таким образом, улучшение реакции DS полученных смесей [56].Фактически, каналы для опилок играли жизненно важную роль, удерживая воду внутри активированной щелочным раствором матрицы, что, в свою очередь, обеспечивало компенсацию необходимого содержания влаги в бетонной матрице, что впоследствии приводило к деформации DS. Сопоставимые результаты были получены Juarez et al. [57] и Тонг и др. [58] о системах на основе цемента с добавками волокон.
Усадка при высыхании подготовленного бетона с различным содержанием опилок.
4.9. Звукопоглощение
Коэффициенты звукопоглощения характеризуют способность материалов поглощать звуковую энергию.показывает влияние содержания опилок на измеренное звукопоглощение предлагаемого бетона. Все образцы были испытаны при частоте от 0 до 5000 Гц. В целом, испытанные образцы показали лучшие характеристики при низких частотах в диапазоне от 500 до 3000 Гц и имели тенденцию поглощать большее количество звуковой энергии. Акустические свойства предлагаемых бетонов улучшены за счет включения опилок. Коэффициенты звукопоглощения имели тенденцию к увеличению от 0.43 до 0,74 при увеличении степени замещения опилок с 0% до 100% соответственно. иллюстрирует коэффициент снижения шума LWC, приготовленных с различным количеством отходов опилок в качестве естественной замены заполнителя. Результаты показали, что повышение уровня замещения опилок с 0% до 100% привело к улучшению акустических свойств бетона и увеличению коэффициента снижения шума с 0,124 до 0,237 соответственно (). Несколько факторов ответственны за улучшение характеристик звукопоглощения.Увеличивающееся количество отходов опилок создало больше взаимосвязанных пустот на различных масштабах длины внутри активированной щелочью бетонной матрицы и, таким образом, увеличило коэффициенты снижения шума [59,60,61,62]. Эти пористые материалы показали улучшенное звукопоглощение в высокочастотной области, что указывает на сдвиг частоты звукопоглощения в сторону более высоких значений с увеличением содержания опилок в бетоне. Наблюдаемое уменьшение плотности бетона привело к смещению частоты в сторону более высоких значений.Фактически, опилки, являясь высокопористым веществом, могут увеличивать пористость активированных щелочами паст при включении в матрицу бетона. Повышение коэффициента снижения шума при добавлении агрегатов опилок было связано с увеличением содержания воздуха и увеличением пористости в бетоне, приготовленном с более высокими концентрациями агрегатов опилок. В предыдущих исследованиях [62,63] было обнаружено, что звукопоглощение сильно влияет на пористость и плотность материалов, а коэффициент снижения шума имеет тенденцию к увеличению с уменьшением плотности материалов.Звукопоглощение пористых материалов происходит из-за потерь энергии на трение, возникающее в стенках пористых структур [64]. Следовательно, бетонный образец с долей пустот обычно показывает более высокие значения коэффициентов звукопоглощения во всей частотной области [65].
Коэффициенты звукопоглощения бетонов, приготовленных с разным количеством опилок.
Влияние содержания опилок на коэффициент снижения шума предлагаемых щелочно-активированных бетонов.
Таблица 7
Влияние содержания опилок на коэффициент шумоподавления (NRC).
| Частота (Гц) | 0% | 25% | 50% | 75% | 100% |
|---|---|---|---|---|---|
| 250 | 0,040087632 | 30,05 0,082436911 | |||
| 500 | 0,050464286 | 0,0724 | |||
| 0.060480702 | 0,047957295 | 0,038381466 | |||
| 1000 | 0,105207679 | 0,241543934 | 0,159514703 | 0,3205 | 0,156701336 |
| 2000 | 0,301440476 | 0,176171063 | 0,308779167 | 0,20956316 | 0,673137931 |
| NRC | 0,124300018 | 0,136010021 | 0,143710142 | 0,152703808 | 0.237664411 |
4.10. Теплопроводность
Обычно LWC, активируемые щелочью, используются при разделении зданий. Таким образом, важно оценить их тепловые характеристики при нанесении на внешние стены. Для оценки теплофизических свойств предложенных бетонов использовались два метода. Во-первых, влияние включения опилок на теплопроводность бетонов было измерено путем расчета времени теплопередачи при 28-дневном возрасте отверждения ().Результаты испытаний на теплопроводность контрольного бетона и бетона из опилок показали снижение с увеличением уровня опилок в качестве частичной замены мелких / крупных заполнителей. Образец, изготовленный с самым высоким содержанием опилок (100%), показал максимальное время передачи тепла (188 мин) по сравнению с контрольным образцом (0% опилок), которое составило всего 36 минут, в то время как другие три смеси, содержащие 25, 50 и 75% опилок показали увеличение времени теплопередачи на 61, 108 и 149 минут соответственно.Во-вторых, полученные значения коэффициента теплопроводности были использованы для оценки тепловых характеристик предлагаемого легкого бетона. Представленные результаты показывают, что увеличение содержания опилок в качестве замены естественного заполнителя привело к улучшению тепловых свойств предлагаемого бетона. Для всех испытанных образцов величина коэффициента теплопроводности имеет тенденцию к снижению с увеличением содержания опилок. Было обнаружено, что значение коэффициента теплопроводности k упало с 0.От 39 до 0,24, 0,19, 0,13 и 0,09 Вт / м.К с повышением уровня замещения от 0 до 25, 50, 75 и 100% соответственно. В исследовании Liu et al. В [65] сообщалось, что улучшение термических свойств имеет тенденцию к увеличению с увеличением пористости образцов и уменьшением плотности. Это указывало на то, что включение опилок привело к снижению плотности предлагаемого бетона, а также к увеличению общей пористости, что привело к снижению теплопроводности.Из-за своего легкого веса и пористости опилки с низкой плотностью могут снизить теплопроводность бетонных смесей. Было признано [66], что это снижение теплопроводности может быть связано с процессом конвекции, в котором плотность пор, распределение и геометрия внутри бетонной матрицы играют значительную роль. показывает соотношение теплопроводности и плотности всех подготовленных бетонов с полученным коэффициентом корреляции 0,9048. Бетоны с легкими заполнителями, как известно, проявляют тенденцию к снижению плотности, что приводит к большей пористости и, следовательно, к снижению теплопроводности [67,68].
Теплопроводность подготовленного бетона при различном содержании опилок.
Коэффициенты теплопроводности приготовленных бетонов при различном содержании опилок.
Взаимосвязь между временем теплоотдачи и плотностью приготовленных бетонов.
4.11. Экологические и экономические выгоды
Общее количество выбросов CO 2 , стоимость и использование энергии природных заполнителей, включая речной песок, щебень, мелкие и крупные опилки, были рассчитаны для определения жизненного цикла каждого материала (в Разделе 3 .7). Результаты показали, что речной песок и дробленый гравий требовали большего количества дизельного топлива во время синтеза, чем отходы опилок, что привело к увеличению выбросов CO 2 , стоимости и энергопотребления. Природные заполнители потребляли больше энергии в диапазоне 0,134–0,148 ГДж / м 3 по сравнению с мелкими (0,018 ГДж / м 3 ) и крупными (0,021 ГДж / м 3 ) опилками. Это показало прямую пропорциональность затратам энергии, выбросу CO 2 и увеличению затрат природных агрегатов.Выявлено более высокое выделение углекислого газа (0,012 тонны / м 3 ), чем опилок (0,0008 тонны / тонна). Как и в случае выброса CO 2 , затраты на речной песок и щебень были самыми высокими из-за опилок. Это произошло в основном из-за этапов сбора и подготовки, таких как дробление и просеивание, а также из-за более длительного расстояния транспортировки. Это, в свою очередь, повысило стоимость речного песка и щебня до 55 и 65 RM / м 3 по сравнению с соответствующими затратами на мелкие и крупные опилки в размере 34.5 и 36 шт. / М 3 . Было показано, что замена натуральных заполнителей легкими мелкими и крупными опилками в щелочно-активированной матрице имеет важное значение для достижения условий устойчивости, таких как более низкое выделение CO 2 , стоимость и использование энергии.
показывает выбросы углекислого газа из подготовленных бетонов при различном содержании опилок. Изучено влияние замены опилок речного песка и щебня на выделение CO 2 легких бетонов, активированных щелочными растворами.Наблюдалось снижение выброса CO 2 с 10,9 до 8,3, 5,8, 3,3 и 0,8 кг / м 3 с увеличением содержания опилок с 0 до 25, 50, 75 и 100% соответственно. Активированная щелочным раствором бетонная матрица, содержащая 100% опилок (1 кг / м 3 ), может снизить выброс CO 2 на 90% по сравнению с 10,9 кг / м 3 для природных заполнителей. Это снижение выбросов CO 2 из активированных щелочными растворами бетонов, содержащих опилки в качестве альтернативы натуральным заполнителям, подтвердило возможность простого устойчивого развития в строительном секторе.
Влияние опилок на выброс углекислого газа из готового бетонного заполнителя.
показывает влияние опилок, заменяющих речной песок и щебень, на расчет совокупной стоимости приготовленного бетона. Использование опилок на высоком уровне (100%) вместо песка и гравия также позволило сэкономить деньги. Цена на весовой материал зависела от жизненного цикла (), что показало прямое влияние на конечную цену бетонных смесей из заполнителей. Кроме того, стоимость агрегатов снижена с 62.3 до 55,8, 49,4, 42,9 и 36,6 RM / м 3 с увеличением содержания опилок в качестве заменителя природных заполнителей на 0-25, 50, 75 и 100% соответственно. Было показано, что, используя опилки в качестве альтернативы речному песку и щебню, можно получить устойчивый бетон.
Влияние опилок на стоимость готового заполнителя бетона.
отображает потребление энергии приготовленным бетоном по сравнению с различным содержанием опилок. В зависимости от жизненного цикла и использования энергии каждого вещества, был оценен общий расход энергии каждого бетона, активированного щелочным раствором.Энергозатратность производимых бетонов была снижена за счет добавления опилок в качестве заменителя речного песка / щебня. По сравнению с потреблением энергии для бетона 0,15 ГДж / м 3 с содержанием опилок 0%, значения были снижены до 0,11, 0,08, 0,05 и 0,022 ГДж / м 3 для смесей, изготовленных с содержанием опилок 25. , 50, 75 и 100% соответственно. Однако все смеси, активируемые щелочным раствором с максимальным количеством опилок (100%), потребляли гораздо меньше энергии, чем смесь, приготовленная из натуральных заполнителей (0.15 ГДж / м 3 ). Низкое использование дизельного топлива в течение жизненного цикла опилок может напрямую влиять на конечное использование энергии предлагаемых бетонов. Низкая цена, выделение CO 2 и использование энергии отходами производимых опилок были основными факторами, которые позволили достичь желаемой устойчивости агрегатов, активируемых щелочным раствором.
Энергозатратность бетонов, приготовленных с различным содержанием опилок.
Прогнозирующая математическая модель водопоглощения золы опилок
Международный журнал инженерных и управленческих исследований, Том-10, выпуск-1, февраль 2020 г.
9 стр. Размещено: 17 апр 2020
Дата написания: 2020
Аннотация
Зола опилочной пыли (SDA) – это промышленные отходы, которые многие исследователи использовали в производстве бетона для достижения экономической и экологической устойчивости.В этом исследовании 5% песка было заменено на SDA для производства бетона с различным соотношением компонентов смеси. Симплексная теория Шеффе использовалась для пяти соотношений смеси в экспериментальном плане {5,2}, что привело к дополнительным десяти соотношениям смеси. Дополнительные пятнадцать соотношений смеси были получены из начальных пятнадцати для проверки и тестирования. Бетонные кубы размером 150 мм X 150 мм X 150 мм были сформированы с использованием созданных тридцати соотношений бетонной смеси и выдержаны в воде в течение 24 часов. Водопоглощение кубиков при каждом соотношении компонентов смеси определяли по стандартной методике.Результаты первых пятнадцати значений водопоглощения использовались для калибровки постоянных коэффициентов модели, тогда как результаты вторых пятнадцати использовались для проверки модели с использованием симплекс-решеточного дизайна Шеффе. Математическая модель регрессии была сформулирована на основе результатов, с помощью которых было предсказано водопоглощение. Затем модель была подвергнута двустороннему t-критерию со значимостью 5%, который подтвердил, что модель адекватна и соответствует значению R2 0,8244.Исследование также показало, что SDA может заменить 5% песка и способствовать экологической устойчивости без значительного изменения водопоглощения.
Ключевые слова: Пепельная зола, симплексная решетка Шеффе, устойчивость, водопоглощение бетона
Рекомендуемое цитирование: Предлагаемая ссылка
Оба, Кеннет Мибака и Амади, Ичебаду Джордж, Прогнозирующая математическая модель водопоглощения опилок золы – песчаный бетон (2020).