Обработка полиуретана и пенопласта на фрезерном станке
Полиуретаны относятся к группе синтетических органических полимеров. Благодаря широкому спектру прочностных свойств и относительной лёгкости (малой плотности), полиуретаны находят очень широкое применение в промышленности. Стойкость к химическому воздействию и знакопеременным нагрузкам позволяет использовать полиуретан для производства уплотнителей и изоляторов различных узлов машин и механизмов. Во вспененном состоянии «пенополиуретан» широко используется в строительстве (в качестве теплоизолятора), в легкой промышленности (в качестве шумоизолятора, мягкого наполнителя для мебели, автокресел). Современные варианты пенополиуретановых плит используются как отделочные материалы, для формирования интерьера, создания архитектурных макетов и т. п.
Механическая обработка полиуретанов
Широкое распространение полиуретановых изделий объясняется не только ценными физическими свойствами, но и лёгкой обработкой резанием (практически без отходов и пыли). Причём резка полиуретана с успехом может осуществляться как ручным инструментом, так и автоматическими станками. Применение фрезерного оборудования с ЧПУ позволяет обеспечить высокое качество готовых изделий при интенсивном темпе выпуска.
Причём резка полиуретана с успехом может осуществляться как ручным инструментом, так и автоматическими станками. Применение фрезерного оборудования с ЧПУ позволяет обеспечить высокое качество готовых изделий при интенсивном темпе выпуска.
Одним из главных недостатков полиуретана является сравнительно узкий температурный диапазон эффективного использования (от −60 °С до +80 °С). Это же свойство приводит к определённым трудностям при контактной механической обработке резанием. Так, при фрезеровании на относительно высоких скоростях, полиуретановая стружа склонна налипать на режущие кромки фрезы и «намертво» забивать спиральные стружкоотводящие канавки.
Для решения этой проблемы обычно рекомендуется изменить режим обработки, соблюдая оптимальное соотношение частоты вращения шпинделя и подачи инструмента (при малой подаче и больших оборотах наблюдается подплавление материала). Неприятный эффект подплавления присутствует также при обработке затупленной фрезой, или инструментом с нарушенной геометрией (в т. ч. фрезами после «кустарной» переточки).
ч. фрезами после «кустарной» переточки).
Чаще всего обработка полиуретанов осуществляется двухзаходными сферическими конусными фрезами. Однако лучший эффект наблюдается при использовании фрезы специальной конструкции (со щетинистым наконечником — неофициальное название «кукуруза»).
Модельный пластик
Модельный пластик является одной из разновидностей полиуретана. В последнее время широкое распространение получили доски или панели различной плотности и структуры, а также специальные мастики, наносимые в жидком состоянии, а затем механически обрабатываемые после затвердевания. Модельный пластик легко поддаётся обработке, практически не образует пыли в процессе резания, а также обладает высокой твёрдостью.
Модельный пластик применяется для создания объёмных макетов и дизайн-конструкций. Поверхность пластика (в т. ч. образованная жидкой мастикой) отличается точностью геометрических размеров и малой шероховатостью поверхности. При необходимости поверхность может окрашиваться, однако даже чистового этапа фрезерования на станке с ЧПУ достаточно для получения бесшовной, ровной и гладкой поверхности.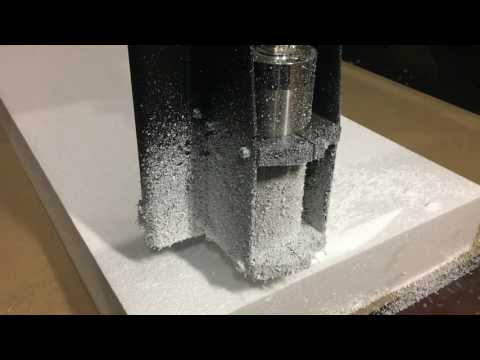
Применение модельного пластика не ограничивается созданием макетов и моделей. Легко обрабатываемый на фрезерном станке с ЧПУ, модельный пластик отлично подходит для получения форм, матриц и мастермоделей. Применение фрезерного оборудования с ЧПУ позволяет обеспечить высокую точность готового изделия, а также упростить технологическую цепочку производства матриц (исключить литьё). После обработки поверхность пластиковой модели хорошо поддаётся полировке (обычной шкуркой) — почти до зеркальной гладкости.
Фрезерование плотного пенопласта
Для производства декора, элементов фасада или художественных скульптурных панно часто применяется плотный пенопласт. При этом механическая обработка осуществляется на глубину от 40 до 60 мм с точностью 1 мм. Поскольку твёрдость пенопласта очень невелика, механическая обработка резанием не представляет каких-либо трудностей. Даже фрезерование на значительную глубину (до 70 мм) осуществляется за один проход при умеренных режимах резания. Однако, как и в случае с полиуретаном, для качественной обработки пенопласта необходимо тщательно следить за остротой заточки режущего инструмента. Затупившаяся фреза не столько режет, сколько плавит материал, что приводит к гарантированной порче заготовок. Поэтому в качестве инструмента лучше всего использовать концевую однозаходную фрезу (т. к. при использовании двухзаходной фрезы неравномерный износ одного из режущих зубьев может вызвать вибрацию инструмента, а даже малые биения значительно ухудшают качество обработки податливого материала, подобного пенопласту).
Однако, как и в случае с полиуретаном, для качественной обработки пенопласта необходимо тщательно следить за остротой заточки режущего инструмента. Затупившаяся фреза не столько режет, сколько плавит материал, что приводит к гарантированной порче заготовок. Поэтому в качестве инструмента лучше всего использовать концевую однозаходную фрезу (т. к. при использовании двухзаходной фрезы неравномерный износ одного из режущих зубьев может вызвать вибрацию инструмента, а даже малые биения значительно ухудшают качество обработки податливого материала, подобного пенопласту).
Специализированное оборудование для обработки пенопласта
Несмотря на то, что фрезерные станки с ЧПУ являются очень универсальным оборудованием и прекрасно справляются с обработкой широкого спектра материалов, для раскроя и фигурной резки пенопласта выпускаются специализированные станки. По конструкции такое оборудование очень похоже на фрезерное с ЧПУ, но вместо фрезы для резки пенопластовых заготовок используется раскалённая вольфрамовая, нихромовая или титановая нить, а её передвижением также «заведует» контроллер ЧПУ.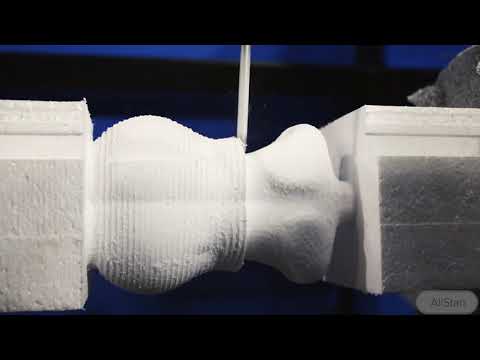 Соответственно, программой для обработки может выступать графический эскиз, что позволяет использовать данное оборудование для фигурной резки сложного профиля.
Соответственно, программой для обработки может выступать графический эскиз, что позволяет использовать данное оборудование для фигурной резки сложного профиля.
Главным недостатком специальных станков для обработки пенопласта является ограничение подвижности режущей нити относительно поверхности заготовки. Это затрудняет или делает невозможным получение объёмных заготовок из пенопласта (к примеру, матриц или 3D-моделей). В этом отношении, даже «бюджетная» модель 3-х координатного фрезерного станка с ЧПУ является предпочтительной. Специализированный же станок, за счёт меньшей стоимости логично применять там, где требуется раскрой и резка пенопласта (в том числе фигурная) с хорошей степенью качества.
Свежее:
- Как фрезеровать мебельные панели МДФ
- Виды станков с ЧПУ. Рассматриваем основные
- Из чего состоит фрезерный станок
- Подключение фрезерного станка
- Виды фрезерных станков с ЧПУ
Популярное:
- Плюсы 4-х координатных фрезерных станков
- DSP контроллер фрезерного станка с ЧПУ
- Особенности обработки камня повышенной твёрдости
- Гравировка листового двухлойного пластика на станке с ЧПУ
- Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов – компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станкиИмя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 5
Голосов: 2
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Фрезеровка пенопласта (пенополистирола, пеноплекса) – Страница 2 – Работа с пластиками
#21 OFFLINE vv92
Отправлено 12 Март 2013 – 22:51
Попробуйте его расколите-помнете скорее.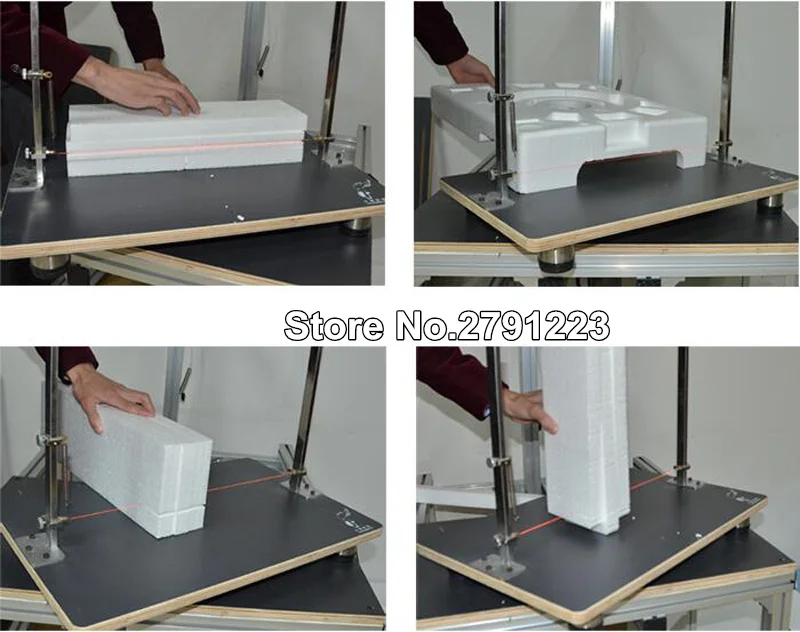 А Вам нужно именно отколоть кусочки материала, с этим и связаны проблемы качественной фрезеровки, ну и отвод стружки фреза должна обеспечить и пылесос тут помогает (почитайте старую тему про отвод тепла из зоны фрезеровки, легкоплавкие материалы они такие).
А Вам нужно именно отколоть кусочки материала, с этим и связаны проблемы качественной фрезеровки, ну и отвод стружки фреза должна обеспечить и пылесос тут помогает (почитайте старую тему про отвод тепла из зоны фрезеровки, легкоплавкие материалы они такие).
Знаю технику безопасности как свои три пальца.Эксперт – это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#22 OFFLINE ShadowVoice
Отправлено 13 Март 2013 – 00:29
2 заходная фреза, круглая R4.00
Обороты 20000об/мин, подача 70мм/сек, глубина за проход 35мм
Да – помогаю пылесосом, т.к. при таких режимах объем стружки жуткий.
- Наверх
#23 OFFLINE Skrip
Отправлено 19 Сентябрь 2013 – 15:56
Кто сталкивался с раскроем Пеноплекса (это такой прессованный пенопласт), подскажите по инструменту и режимам. Пеноплекс продаётся в листах 1200х600 мм, в моём случае 50 мм толщиной.
Купил спецом под этот заказ фрезу 6 мм диаметром однозубую, стружка вверх, 52 мм рабочая зона. Чтобы можно было в один проход резать. 1800 мм/мин подача, 18000 об. На пробных резах край получается волосатый, и особенно плохо в месте входа фрезы в материал, остается заметная канава. Пробовал наклонный врез, но место входа всё равно оставляет желать лучшего.
Если кто умеет грамотно кроить такой материал, поделитесь опытом плз.
ВСЕХ! люблю. Ох моя печёночка бедненькая…
Ох моя печёночка бедненькая…
- Наверх
#24 OFFLINE Пиноккио
Отправлено 19 Сентябрь 2013 – 16:37
Экспериментировал с пеноплексом и фрезером. Менял режимы, инструменты, покупал пеноплекс максимальной плотности. Чистоты торца, достаточной для покраски без дополнительной обработки, ни разу добиться не удалось. Да и 4.5 киловатный шпиндель гонять по пене как-то не православно..Плюнул, купил пенорезку с чпу и все стало значительно проще. Теперь буквы из под струны сразу в окраску.
- Наверх
#25 OFFLINE Skrip
Отправлено 05 Октябрь 2013 – 12:38
А я разобрался всё таки. Сухой остаток такой, однопёрая фреза 6 мм, стружка вверх, встречное направление, максимальные обороты (у меня 24000), подача 2000 мм/мин или меньше (не помню точно). Чтобы вход-выход фрезы не оставлял следа, в Арткаме есть такая фишка – припуск на последний проход. Я ставил 5 мм.
Сухой остаток такой, однопёрая фреза 6 мм, стружка вверх, встречное направление, максимальные обороты (у меня 24000), подача 2000 мм/мин или меньше (не помню точно). Чтобы вход-выход фрезы не оставлял следа, в Арткаме есть такая фишка – припуск на последний проход. Я ставил 5 мм.
В итоге практически идеальный рез, заказчику понравилось. Крепить материал лучше всего вакуумом, но можно и струбцинами, если символы не мелкие.
Про пылесос согласен, лучше стружку удалять. Но у меня его нет (недоподключен), и получилось неплохо.
ВСЕХ! люблю. Ох моя печёночка бедненькая…
- Наверх
#26 OFFLINE Girmice
Отправлено 20 Ноябрь 2016 – 20:11
Дичайше извиняюсь, что вопрос не соответствует в точности разделу, но попытался выбрать максимально близко.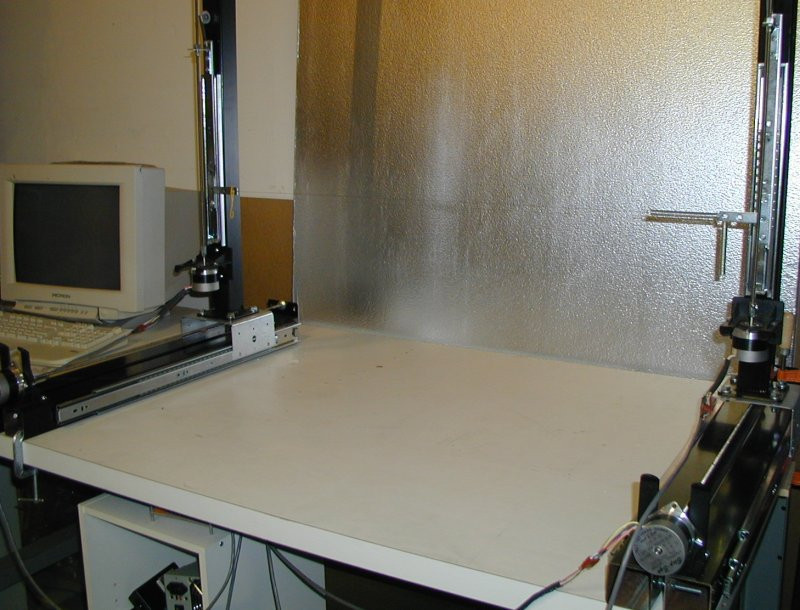
Возникла необходимость отфрезеровать пенопласт))) Бывают ли фрезы с режущей частью 50 мм? или хотя бы близко к этому… 35-40? Однозаходные прямые… желательно)
- Наверх
#27 OFFLINE 3D-BiG
Отправлено 21 Ноябрь 2016 – 00:03
Возникла необходимость отфрезеровать пенопласт))) Бывают ли фрезы с режущей частью 50 мм? или хотя бы близко к этому… 35-40? Однозаходные прямые… желательно)
Спиральные однозаходные: N1LX452, N1LX652, N1LX872 52 и 72 мм режущая кромка соответственно, E1LX642 и E1LX652, K1LX642 и K1LX652,
 ..
..- Наверх
#28 OFFLINE Lodochnik
Отправлено 21 Ноябрь 2016 – 00:22
Пенопласт может плавиться и наматываться на фрезу! Аккуратно надо с ним! Фреза очень острая должна быть. Желательно диаметр выбирать больше(отвод стружки лучше), подачу высокую, обороты низкие, глубину за проход не форсировать!
С уважением, Олег.
- Наверх
#29 OFFLINE Флинт
Отправлено 24 Сентябрь 2019 – 13:31
Доброго времени форумчане!
Пытаюсь сделать рельеф на пеноплэксе, под дальнейшую покраску. Но поверхность сильно ворсится. Фреза новая, спиральная двухзаходная конусная сферическая 6мм, рабочий диаметр 1,5мм. Вращение 12000, рабочая подача 4,5 м/мин, врезание 1,5 м/мин, шаг 30%.
Но поверхность сильно ворсится. Фреза новая, спиральная двухзаходная конусная сферическая 6мм, рабочий диаметр 1,5мм. Вращение 12000, рабочая подача 4,5 м/мин, врезание 1,5 м/мин, шаг 30%.
Собственно вопрос: Проводить манипуляции со станком или есть способ пост обработки?
Прикрепленные изображения
Сообщение отредактировал Admin: 24 Сентябрь 2019 – 15:20
Перенесено
- Наверх
#30 OFFLINE lkbyysq
Отправлено 24 Сентябрь 2019 – 14:07
Аналогично: http://mir-cnc.ru/to…цу-для-вакуумн/
- Наверх
#31 OFFLINE niksooon
Отправлено 24 Сентябрь 2019 – 14:50
Пеноплекс и будет ворсить, глянца на нем не будет ни при каких условиях , но улучшить качество поверхности можно , шаг фрезы не более 10% от диаметра, фрезы максимально острые (без покрытия разной высокотехнологичной хренью) ну и гонять фрезой д 1. 5мм такие плоскости смысла не вижу иль времени свободного дохрена?
5мм такие плоскости смысла не вижу иль времени свободного дохрена?
Вот к примеру толи Д-6 или 8мм фрезой было сделано ,а грани ,пазы и проч мелкие элементы доработаны фрезами малого диаметра…..
- Наверх
#32 OFFLINE Arman Hovhannisyan
Отправлено 05 Январь 2020 – 01:17
Пеноплекс режу самодельной фрезой.D=6мм L=50 однопёрая из р6м5к3 быстрорез сверла. На шлиф кругу снял одну из лент до костей,боле острая затыловка и бор машинкой(ювелирной)полировал. На это ушло минут30-40. Щас выходные, как буду на работе сфоткаю, если интересно.
- Наверх
#33 OFFLINE shatrovmaxim
Отправлено 02 Июль 2020 – 20:44
Режу достаточно много органайзеров из пеноплекса 30мм. После долгих экспериментов пришел к следующему конфигу: Фреза двухпёрая с прямыми ножами, 14-15000 об., 3-4м/мин (больше не ездит), фрезеровка встречная
После долгих экспериментов пришел к следующему конфигу: Фреза двухпёрая с прямыми ножами, 14-15000 об., 3-4м/мин (больше не ездит), фрезеровка встречная
Ворс убираю строительным феном, он оплавляется, становится твердым и потом снимается просто проводя рукой по поверхности.
- Наверх
#34 OFFLINE Admin
Отправлено 13 Август 2021 – 09:29
3D фрезеровка пенополистирола (пенопласта) ПСБ-С 35 (плотность 25,1-35кг/м3) круглой фрезой K2QX872
Обороты: 15000об/мин
Подача: 5400мм/мин
Заглубление: до 70мм
Шаг: 1,4мм
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
- Наверх
Пена для фрезерования и резки | Создание вставки и теневых плат на инструментарии
| Заготовка: | Вставки для набора инструментов, теневые платы |
| Материал | FOAM |
| Тип приложения: | 2d Milling | 66. | High-Z фрезер, фреза |
| Используемое программное обеспечение: | ConstruCAM 3D |
 org/Table”>
org/Table”>Фрезерная пена на фрезерном станке с ЧПУ
На первый взгляд, фрезерная пена звучит странно. Вы, вероятно, предпочли бы резать клеточный материал ножом для ковров или скребковым ножом. Даже лазерная резка и гидроабразивная резка более очевидны. Но чтобы сделать вкладыши для ящиков для инструментов, вы можете довольно точно вырезать пенопласт с помощью фрезерного инструмента и фрезеровать отсеки в 3D на фрезерном станке с ЧПУ, чтобы вкладыши для ящиков точно подходили к любому профессионально оборудованному ящику для инструментов, а деления подходили по форме к любому инструменту. , при условии, что вы работаете с практичным фрезерным станком с ЧПУ и подходящим аксессуаром.
Необходимо соблюдать меры предосторожности, чтобы траектории фрезерования в значительной степени перекрывались, а фреза производила аккуратную стружку. Для этого необходимо иметь сверхострый резак.
Фрезерование вспененного материала с высокой скоростью
Лучший способ обработки вспененного материала — это работа с методом высокоскоростной резки, который требует чрезвычайно острой фрезы и станка с ЧПУ, который может точно реализовать эти скорости. Однако не все вспененные материалы можно обработать фрезером, так как некоторые просто слишком мягкие. Для придания формы ячеистым материалам в качестве альтернативы можно использовать наш осциллирующий тангенциальный нож EOT-3, которым также можно резать мягкий поролон.
Резка пенопласта качающимся тангенциальным ножом EOT-3
Сначала нужно вырезать вставку из пенопласта, чтобы она соответствовала инструментальному ящику. Коврового ножа, безусловно, достаточно, если заготовка предназначена для ваших собственных нужд. Но для профессионального использования вставка для инструментального ящика должна иметь чистые режущие кромки и должна плотно прилегать к инструментальному ящику. Вы можете резать пенопласт с помощью станка с ЧПУ намного точнее, чем вручную, потому что вы можете ввести размеры внутреннего ящика с инструментами в программу CAD-CAM, чтобы пенопласт отрезался с точностью до миллиметра. Для резки пенопласта на станке с ЧПУ идеально подходит качающийся тангенциальный нож ЭОТ-3. Качающийся двигатель перемещает лезвие вверх и вниз с высокой частотой, а привод поворачивает лезвие в соответствующем направлении. При этом качающийся тангенциальный нож ЭОТ-3 разрезает пенопласт с идеальными режущими кромками.
Но для профессионального использования вставка для инструментального ящика должна иметь чистые режущие кромки и должна плотно прилегать к инструментальному ящику. Вы можете резать пенопласт с помощью станка с ЧПУ намного точнее, чем вручную, потому что вы можете ввести размеры внутреннего ящика с инструментами в программу CAD-CAM, чтобы пенопласт отрезался с точностью до миллиметра. Для резки пенопласта на станке с ЧПУ идеально подходит качающийся тангенциальный нож ЭОТ-3. Качающийся двигатель перемещает лезвие вверх и вниз с высокой частотой, а привод поворачивает лезвие в соответствующем направлении. При этом качающийся тангенциальный нож ЭОТ-3 разрезает пенопласт с идеальными режущими кромками.
Мы рекомендуем фрезерный двигатель с высокой частотой вращения и острыми лезвиями инструмента
При фрезеровании пены очень важно избегать слишком длинной стружки и наматывания ее на лезвие инструмента. Поэтому метод высокоскоростной резки хорошо опробован на вспененных материалах. В этом процессе обработки используется фрезерный двигатель с высокой частотой вращения и фреза с острыми лезвиями. В зависимости от фрезерного станка с ЧПУ вы получаете достойную стружку с частотой вращения от 20 000 до 24 000 об/мин и скоростью подачи 30–35 мм/с.
В этом процессе обработки используется фрезерный двигатель с высокой частотой вращения и фреза с острыми лезвиями. В зависимости от фрезерного станка с ЧПУ вы получаете достойную стружку с частотой вращения от 20 000 до 24 000 об/мин и скоростью подачи 30–35 мм/с.
Мощный фрезерный станок для пенопласта для использования в тяжелой промышленности
В чем разница между фрезерным станком для пенопласта
и станком для пенопласта?Фрезерный станок для пенопласта также называется фрезерным станком для пенопласта , который меньше, чем фрезерный станок для пенопласта . Фрезерный станок для пенопласта используется для распыления цемента методом распыления.
Машина для производства пены, также называемая мельницей для губки с водяным охлаждением, при прессовании впрыскивается в пену. Для пенообразователей на Alibaba.com доступно несколько различных вариантов пенообразователей, в которых пенопласт впрыскивается в пену и вдавливается в губку. Эффективные генераторы пены доступны в нескольких размерах и формах на выбор, в зависимости от размера пены и от того, является ли это губчатой мельницей с водяным охлаждением или мельницей для пены. Пеногенераторы доступны в различных размерах, формах, размерах и цветах, используемых для изготовления пенопласта.
Эффективные генераторы пены доступны в нескольких размерах и формах на выбор, в зависимости от размера пены и от того, является ли это губчатой мельницей с водяным охлаждением или мельницей для пены. Пеногенераторы доступны в различных размерах, формах, размерах и цветах, используемых для изготовления пенопласта.
Машина для производства пенопласта, также называемая пеногенератором, представляет собой сжатый воздух и используется для резки пенопласта из картона. Пеноформовочная машина – это тип пенообразователя, который сжимается воздухом. Пеноформовочная машина также называется пеногенератором, это обычная машина и пеногенератор.
Фрезерный станок для пены используется для распыления цемента при оштукатуривании, оштукатуривании и оштукатуривании. Фрезерный станок для пены представляет собой тип насосной машины для распыления цемента, которая использует сжатый воздух для распыления цемента на перекачиваемую поверхность.
Фрезерный станок для пенопласта s Некоторые фрезерные станки для пенопласта s предназначены для мелкосерийного непрерывного производства. Для компаний, занимающихся формованием пенопласта, Alibaba.com предлагает различные фрезерные станки для пенопласта s, например, фрезерные станки для пенопласта Coilse.
Для компаний, занимающихся формованием пенопласта, Alibaba.com предлагает различные фрезерные станки для пенопласта s, например, фрезерные станки для пенопласта Coilse.
Найдите фрезерный станок для пены на Alibaba.com и ознакомьтесь с широким выбором мельниц для пены, которые помогут вашему бизнесу купить мельницы для пены оптом.
Фреза для пены s используются для нанесения большого количества пены на семена, атрибутику и другие смеси. А 9Фрезерный станок для пенопласта 0060 используется для нанесения семян пенопласта на цемент, штукатурку или другие отверстия в форме. Машины для формования пенопласта
используются для производства больших объемов пенопласта как для малого, так и для крупного бизнеса. Пеноформовочная машина используется для производства большого количества пены на выбор.
A Фрезерный станок для пенопласта , зависит от размера пенопласта и конструкции станка.