Механическая cтыковка конвейерных лент / Стыковка лент
Кольцевание грузонесущей полосы – неотъемлемый и чрезвычайно ответственный этап подготовки конвейерной ленты к установке. На практике, в зависимости от режимов эксплуатации промышленной транспортной системы непрерывного действия, для соединения полотен, используется горячая или холодная вулканизация, либо механическое замыкание. Каждая из технологий имеет свой список достоинств и ограничений, поэтому выбор метода стыковки транспортерной ленты носит сугубо индивидуальный характер.
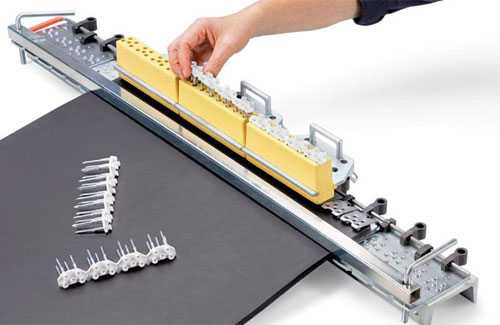
Механическая стыковка конвейерных лент представляет собой процесс, предполагающий использование специальных металлических зажимов, образующих замковое соединение краев. Данный способ не нуждается в применении технического оборудования, отличаясь простотой и высокой скоростью исполнения, что выгодно выделяет его на фоне процессов, связанных созданием вулканизированных соединений.
Механическая стыковка конвейерных лент входит в список сопутствующих услуг нашего предприятия ООО «Велес Групп», специализирующегося на продаже резинотехнических изделий промышленного назначения. Обратиться к нам с вопросами или оставить заявку на поставку материалов можно по телефону +7 (495) 799-36-46, 8 (800) 700-41-43.
Необходимость использования механического крепления конвейерных полотен может быть обусловлена следующими обстоятельствами:
- Применение транспортных систем с сильным натяжением полотна при условии недостаточного усилия по восстановлению исходного состояния;
- Необходимость частого демонтажа ленты с целью выполнения обслуживания по удалению загрязнений и/или налипших масс;
- Недопустимость продолжительного простоя оборудования;
- Конвейерные установки с затрудненной разборкой для замены полотна;
- Потребность в частом изменении длины грузонесущей дорожки.
Варианты механического замыкания
Уникальной особенностью соединения прорезиненных или пластиковых конвейерных полотен с помощью стальных крепежей выступает возможность создания разъемной конструкции, для которой используются специальные шарнирные системы, скрепляемые посредством вставного стержня. Используя шарнирные разъемы, можно легко разъединить и соединить края полосы для осуществления обслуживания. Кроме того, соединители разъемного типа, допуская применение в моделях полос любой толщины и ширины, облегчают монтаж ленты на конвейерное оборудование.
Жесткое соединение предполагает употребление заклепочных или болтовых креплений, обеспечивающих прочность стыка до 80% агрегатной крепости полотна. Неразъемный принцип сшивания оправдан на полосах, работающих с барабанами большого диаметра, подвергающихся повышенным нагрузкам на растяжение. Кроме того, жесткие замки применимы при устранении разрывов полотен. Отсутствие подвижных элементов в системе крепления обеспечивает повышенный рабочий ресурс и дает возможность исключить зазоры, способствующие просеиванию транспортируемых материалов, предупредив потери груза и порчу приводных элементов.
Преимущества механических замков
- Простота и оперативность установки. Обычная процедура внедрения стальных замков занимает не более одного часа времени, что чрезвычайно важно для систем, простой которых сопряжен с приостановкой производства, а, следовательно, с перенесением убытков.
- Минимальный набор стандартных инструментов. Отсутствие громоздкого вулканизатора и дорогостоящих клеевых составов удешевляет процесс, а также, обеспечивают безопасность выполнения работ.
- Элементарность анализа стыка. Чтобы оценить состояние шва не требуется использовать специальные приспособления, поскольку износ или повреждение системы легко определяется визуально. Своевременное выявление дефектов соединения предотвращает аварийные ситуации на производстве.
- Экономия расхода ленты на стык. Отсутствие сложной разделки стыкуемых поверхностей позволяет сберечь до 2 м полосы.
- Доступность перемонтажа. Соединение не требует снятия несущей дорожки с конвейерной установки для выполнения перестыковки.
- Возможность установки пластин разъемного типа.
- Допустимость выполнения монтажных работ вне зависимости от климатических условий и степени запыленности среды.
Условия выполнения механического сцепления транспортерных лент
Сращивание полотен механическим способом в наивысшей степени оправдывает себя в устройствах, работающих в легких условиях, позволяя сократить финансовые расходы и время. Тем не менее, механическая стыковка конвейерных лент употребляется, как для облегченных режимов работы транспортных систем, так и в тяжелых условиях эксплуатации, обеспечивая высокий уровень натяжения в сочетании с экономической рентабельностью.
Между тем, присутствие металла в соединении вносит свои коррективы в сферу использования конструкции. В частности, речь идет о высокой теплопроводности и абразивности. При контакте полотна с горячими материалами, стальные пластины нагреваются по всей площади, что способно привести к прожиганию ленты. Что касается абразивной способности, то, какими бы плоскими не были соединительные пластины, они, тем не менее, являются чужеродным, к тому же, достаточно жестким материалом, не лучшим образом влияющим на ролики и барабаны конвейерного привода.
При выборе типа замков, в расчет принимаются следующие факторы:
- Толщина, ширина и натяжение транспортерного полотна, наименьший диаметр приводного барабана.
- Технические требования конвейерного оборудования.
- Режим работы системы.
- Свойства перевозимых грузов.
velesrti.ru
Стыковка (склейка) транспортерных лент / Статьи / О компании
14 октября 2017 г.
Стыковка (склейка) транспортерных лент выполняется путем холодной либо горячей вулканизации, или посредством механических соединений фрагментов полотна. Выбор конкретного варианта зависит от особенностей решаемой задачи, разновидности производства и категории сложности работы, условий, в которых она производится.
Наши специалисты всегда тщательнейшим образом изучают ситуацию на каждом объекте и соответственно им корректируют свою программу выполнения работы. Концевые сегменты подлежат обрезке по методу косых ступеней (подобно тому, как это делается при горячей вулканизации). Обрезка зависит от количества прокладок, после чего обязательно изделие расслаивают.
Еще об оптимальном выполнении заданий
Далее подвергшиеся расслоению поверхности шлифуются специальной машиной с оборотами от 800 до 2000 раз за минуту, особая абразивная чаша собирает значительную часть образующейся пыли, а то, что останется, можно будет удалять на сухую. Только после этого части ленты можно, к примеру, склеить, в случае необходимости их подогревают либо остужают, и обязательно заботятся о сухости.
Выполнять работу по соединению транспортерных лент, как и конвейерных, должны только квалифицированные и ответственные профессионалы – перестыковка оказывается делом очень сложным. С другой стороны, если все выполнено как следует, уже 3 часов хватает, чтобы лента была полностью готова.
Горячая вулканизация более сложна в техническом плане (по своему исполнению), однако она позволяет достичь лучшего результата обычно. Именно поэтому мы стараемся применять данный метод при любой возможности, если только он не создает преград для достижения качества. Привлечение подготовленных специалистов и использование высококачественного материала позволяет добиться кардинального сокращения сроков работы.

Наша фирма ООО «Велес Групп» предлагает такую услугу, как стыковка и склейка транспортерных лент, звоните нам +7 (495) 799-36-46, 8 (800) 700-41-43.
Выполняем задания на территории заказчика, независимо от сложности и объемов работы даем длительную гарантию. Ни труднодоступность места, ни плохая погода не станут для нас непреодолимым барьером. Стоимость услуг всякий раз рассчитывается в индивидуальном порядке, причем всегда готовы пойти навстречу заказчикам. Способы расплаты предлагаем те, которые наиболее удобны для вас.
Стыковка резинотросовых лент / Статьи / О компании
12 сентября 2017 г.
В транспортных линиях, рассчитанных на перемещение большого количества грузов по сложным траекториям значительной протяженности, необходимо использовать грузонесущие полотна с высокими показателями прочности на разрыв и растяжение. С этой задачей наилучшим образом справляются резинотросовые ленты (РТЛ) с несущим каркасом в виде стальных канатов. Транспортерные дорожки резинотросового типа состоят из эластомерных рабочей и нерабочей обкладок, армирующего сердечника и резиновых бортов.
Высокая несущая способность РТЛ обусловлена наличием в структуре резины запрессованных оцинкованных крученых тросов, уложенных по принципу чередования правой и левой крутки. Поскольку каркасная основа соединяется с резиной методом горячей вулканизации, все элементы конструкции надежно скрепляются между собой, обеспечивая высочайшие прочностные свойства, и, исключая коррозию стальных компонентов.
Как известно, для смыкания конвейерной ленты в кольцо, практикуются механическое соединение и технологии холодной и горячей вулканизации. Стыковка резинотросовых лент, ввиду особенности структуры полотна, допускает только термосварку под давлением, то есть, горячий метод, который, несмотря на трудоемкость процесса и высокую себестоимость, гарантирует неразрывность и однородность стыка на конвейере, испытывающем интенсивные нагрузки.
Благодаря приближенности горячей сварки к технологическому процессу изготовления прорезиненных полотен, метод обеспечивает качество стыка не менее 90% от агрегатной прочности самого изделия. При этом, рассматриваемый способ с одинаковым успехом подходит, как для транспортерных дорожек общепромышленного типа, так и для жаропрочных модификаций.
Горячая стыковка конвейерных лент подразумевает нагрев резины до температуры плавления и сжатие склеиваемых слоев под прессом (вулканизатором). Процесс условно разделяется на два этапа. Первоначально концы полотна расщепляются, срезаются косыми ступенями и обрабатываются. Затем подготовленные поверхности накладываются друг на друга с использованием в качестве связующего компонента сырой резины, нагреваются и сдавливаются прессовальной машиной.
Стыковка резинотросовых лент входит в состав услуг предприятия ООО «Велес Групп». Мы предлагаем заказчикам соединение транспортерных полотен, как на своей производственной площадке, так и обслуживание с выездом бригады специалистов на объект. Вулканизационный пресс – массивное и дорогостоящее оборудование, содержать которое на собственном балансе выгодно далеко не каждому предприятию. Сотрудники нашей компании выполняют работы с использованием собственных материально-технических ресурсов. Звоните нам по телефону +7 (495) 799-36-46, 8 (800) 700-41-43.
velesrti.ru
Стыковка конвейерных (транспортерных) лент
Соединение транспортерной ленты является неотъемлемой частью установки ленты на конвейер перед пуском транспортера. Поэтому важно вовремя позаботиться о стыковке конвейерных лент.
Стыковка транспортерных лент происходит тремя способами:
Метод горячей вулканизации
Стыковка конвейерных лент методом горячей вулканизации подойдет для предприятий, использующих конвейерные ленты, в том числе теплостойкие.
Особенность такого метода – долговечность, при котором срок службы соединения, практически не отличается от срока службы ленты.
- Прочность стыка до 90% от прочности ленты
- Равномерность работы ленты, отсутствие износа элементов конвейера
Недостаток – дорогой вулканизационный пресс, длительность и трудоемкость процесса.

Холодная вулканизация
Стыковка ленты путем холодной вулканизации подойдет предприятиям, которые используют конвейерные ленты общего назначения.
Преимущество холодной вулканизации перед горячей – менее трудоемкий процесс, меньше затрачиваемого времени, нет необходимости приобретать вулканизационное оборудование.
Недостатком является то, что после стыковки необходимо выдержать стык до пуска конвейера длительное время (до 24 часов), температуре не ниже 0°С, в чистом помещении, невозможность проведения работ в запыленной среде

Стыковка механическими соединениями
Механическая стыковка конвейерных лент – самый быстрый и доступный метод соединения, но не самый прочный и долговечный. Для механического соединения используют замки. Эти соединения устойчивы к абразивам.
Преимущества: быстрота скрепления конвейерной ленты, стоимость меньше, чем вулканизационные методы, механическое стыкование можно произвести при разных внешних условиях, не нужен высококвалифицированный специалист для вулканизации.
Недостатки: низкая прочность и долговечность по сравнению с другими методами, дополнительный износ рабочих частей конвейера, просыпь на стыке сыпучих грузов.

rusnovil.ru
Стыковка транспортерных лент / Статьи / О компании
19 сентября 2017 г.
Замкнутый контур транспортерного грузонесущего полотна, состоящего из одного или нескольких отрезков, подразумевает сшивание концов таким образом, чтобы не нарушить функциональность и безопасность эксплуатации конвейерной системы. Стыковка транспортерных лент требуется не только при замене полотна и установке нового, но и в ряде других случаев, в частности:
- Удлинение или укорочение несущей полосы.
- Износ существующего стыка.
- Нарушение целостности полотна, требующее отделения дефектного фрагмента и вставки нового отрезка.
Чем меньше стыковочных соединений в полотне, тем надежнее и эффективнее действие конвейера, поэтому при потребности во вставке нескольких участков, предпочтительным решением является монтаж одного длинного отрезка, предусматривающего получение двух стыков.
Стыковка транспортерных лент осуществляется внахлест методом горячей или холодной вулканизации, либо встык с использованием механических соединителей. Технология сращивания концов подбирается в каждом конкретном случае на основании таких данных, как конструкция и функциональное назначение ленты, ландшафт и протяженность трассы, климатические режимы эксплуатации конвейера и условия для выполнения стыка.
Самым надежным и долговечным считается соединение поперечных краев конвейерного полотна термосваркой под давлением – горячей вулканизацией, позволяющей получать шов по прочности эквивалентный параметрам самой ленты (до 95%). Горячая стыковка реализуется с помощью мощного пресса, нагревающего материалы и создающего давление, необходимое для формирования однородного сварного шва. Использование крупногабаритного дорогостоящего оборудования повышает трудоемкость процесса, поэтому решение о применении термосварки принимается, исходя из соображений экономической оправданности.
Холодная вулканизация имеет сходство с горячей технологией лишь на этапе подготовки концов полосы к соединению. Края расслаиваются и обрезаются косыми ступенями таким образом, чтобы не повредить тканевый каркас и совместить склеиваемые поверхности без расхождений, образующих зазоры или наложения слоев друг на друга. В отличие от термосварки, при холодном методе не требуется вулканизатор, и все последующие действия сводятся к склеиванию покровов самовулканизирующимся составом. Холодная сварка формирует стык с показателями до 70% надежности полотна. Применение метода ограничивается условиями проведения работ – температурой не менее +5 градусов, влажностью не выше точки росы и отсутствием пыли в атмосфере.
Механическое соединение рассматривается как самый быстрый и экономный способ стыковки, предполагая внедрение в края ленты металлических замков разъемного или неразъемного типа. Недостатком технологии служит разрушение структуры и ослабление прочности полотна, а также негативное воздействие металлических элементов креплений на ролики и барабаны конвейера.
Наше предприятие ООО «Велес Групп» выполняет стыковку конвейерных лент любым из существующих способов. Контактный номер +7 (495) 799-36-46, 8 (800) 700-41-43.
velesrti.ru
Механическая стыковка конвейерных лент
Механическая стыковка конвейерных лент
Несущие дорожки ленточных транспортеров, являясь расходным материалом, периодически нуждаются в замене, и этот процесс сопровождается сращиванием краев прорезиненной или полимерной ленты. Механическая стыковка конвейерных лент – один из способов соединения, предполагающий установку металлических замков разъемного или неразъемного типа.
Каждая из существующих технологий кольцевания полотен конвейерных систем имеет свои положительные и отрицательные стороны, поэтому выбор метода стыковки зависит от конкретной ситуации – в частности, от режимов эксплуатации оборудования, от типа транспортируемого груза, от условий проведения сервисных работ. Механическое замыкание характеризуется оперативностью процесса, непритязательностью к обстановке при монтаже соединителей и независимостью от источников энергоснабжения.
Механическая стыковка конвейерных лент не требует разделки краев, поэтому данная технология позволяет экономить до 2 м полотна, а это ощутимо сокращает расходы на покупку материала. Рассматриваемый метод применим для лент любой ширины и толщины. При этом, качественные и корректно установленные соединительные пластины не влияют на эластичность полотна, не создают напряжений приводным элементам и не затрудняют очистку несущей дорожки.
Модели механических креплений разнообразны, что дает возможность подобрать оптимальный тип устройства с учетом особенностей эксплуатации оборудования. Разъемные соединители незаменимы для панельных транспортеров горнодобывающей индустрии, поскольку ленты таких систем подвержены удлинению. Для оптимизации длины, полотна необходимо регулярно укорачивать, а это предусматривает разъединение полосы.
Процедура установки замков на транспортерную ленту занимает 20-30 минут, поэтому при проведении ремонтных работ, простой конвейера минимален. Механическая стыковка осуществляется без использования громоздкого оборудования, не требуя снятия полосы с конвейера и создания особых условий. Соединители нечувствительны к высокой влажности, запыленности и минусовым температурам, так что сращивание полотна с одинаковым успехом можно выполнять, как в помещениях, так и на открытом пространстве.
Между тем, как и любой тип соединения, механический способ имеет свои ограничения. Технология непригодна для стыковки резинотросовых лент, а также, для конвейеров, перемещающих сыпучие материалы. Кроме того, по сравнению с вулканизацией, металлические замки обеспечивают меньшую прочность стыка.
Стыковка транспортерных лент – одно из направлений сервисных работ, предоставляемых нашим предприятием ООО “Технокомплект”. Мы практикуем все существующие технологии соединения, включая горячую и холодную вулканизацию.
techkom.ru
Конвейерные ленты из ПВХ / Статьи / О компании
3 сентября 2017 г.
Лента конвейера, являясь самым нагруженным органом устройства, призвана обладать высокой прочностью, эластичностью, выносливостью, устойчивостью к абразивным воздействиям, растяжениям и расслоениям. В промышленной практике наибольшее распространение получили резинотканевые полотна, состоящие из резиновых внешних покровов и тягового каркаса, образованного двумя или более слоями синтетических тканей, проложенных тонкими пластами резины. Однако, в настоящее время стремительно растет популярность транспортных полос с поверхностью из поливинилхлорида (PVC), что обусловлено рядом неоспоримых преимуществ этого материала:
- Конвейерные ленты из ПВХ обладают меньшим весом по сравнению с резинотканевыми образцами. Данная особенность позволяет уменьшить нагрузку на элементы привода, а, следовательно, упрощать конструкцию и удешевлять оборудование.
- Поливинилхлоридная рабочая сторона характеризуется высокими гигиеническими свойствами, оставаясь невосприимчивой к действию горячей воды и пара, натуральных и растительных масел и жиров, фруктовых кислот и других активных химических веществ, содержащихся в пищевых продуктах.
- Пластичность материала, полученного полимеризацией винилхлорида, дает возможность производить не только гладкие, но и структурированные поверхности с самыми разнообразными размерами и рисунками рифлений, обеспечивающих надежную и безопасную транспортировку грузов. Дорожки со структурной рабочей обкладкой рассчитаны на перевозку продуктов в наклонных плоскостях, а также применяются в хлебобулочной и кондитерской промышленности для формирования фигурного узора на тыльной стороне продукции.
PVC полотна обычно имеют поливинилхлоридное покрытие верхней части, контактирующей с перевозимыми материалами. Нерабочая сторона таких лент, как правило, выполнена из технической ткани, которая для обеспечения низкого постоянного коэффициента трения пропитывается термопластом или полиуретаном.
Основная сфера применения транспортерных лент ПВХ – пищевая, фармацевтическая, табачная индустрия (отдельная серия с пищевым допуском), производство стройматериалов, деревообрабатывающие, сортировочные и упаковочные цеха и другие направления легкой промышленности. Полотна с поливинилхлоридным покрытием допустимы к эксплуатации в температурном диапазоне от -10 до +70 градусов.
Конвейерные ленты из ПВХ в номинале предприятия ООО «Велес Групп» представлены продукцией лучших отечественных и иностранных производителей. Оформить заявку на поставку товара можно, позвонив в отдел сбыта по номеру +7 (495) 799-36-46, 8 (800) 700-41-43. В ассортименте образцы с гладкими и структурными поверхностями. Для конвейерных линий с трассами, проходящими под углом большой крутизны, полотна наделяются перегородками, профилями и гофробортами.
velesrti.ru