плюсы и минусы основных методов
Как производится стыковка конвейерных лент: плюсы и минусы основных методов
Конвейерные ленты сейчас используются повсеместно: их можно найти и на крупных предприятиях тяжелой промышленности, и на кассе супермаркета рядом с вашим домом. Однако большинство лент не являются замкнутыми сразу при завершении производства – они представляют собой рулонные заготовки, которые в дальнейшем требуется нарезать и правильно состыковать.
Важность качественной стыковки
Лента – одна из наиболее изнашиваемых частей любого конвейера – больше половины поломок транспортеров связано с выходом их строя именно рабочего полотна, на которое приходится большая часть нагрузки. Кроме того, рабочая поверхность подвержена дополнительным механическим воздействиям, природа которых напрямую зависит от производимых операций. К примеру, это может быть постепенное истирание при транспортировке стройматериалов или контакт с режущей кромкой при вырубке кондитерских изделий из листового теста.
Однако не только прочность самой конвейерной ленты влияет на бесперебойность работы линии, но и качество стыковки ее концов и профессионализм монтажника, выполнявшего работу.
Методы стыковки
Методов стыковки конвейерной ленты существует несколько, и у каждого из них есть свои преимущества и недостатки.
Механический
Скрепление концов с помощью металлических замков, синтетической спирали или болтового соединения. Выбор конкретного замка зависит от толщины ленты и типа транспортируемой продукции.
Плюсы:
- наиболее быстрый метод,
- можно производить при отрицательных температурах,
- не требует тщательной очистки поверхности,
- не приводит к дополнительному расходу заготовки,
- не требует специальной подготовки для монтажа,
- единственный подходящий вариант для быстросъемных лент (для производств, где требуется частая очистка полотна),
- универсальность – замки можно использовать для лент из различных материалов
Минусы:
- замки стоят дороже материалов для других соединений,
- меньше прочность и долговечность,
- металлические замки могут прожигать ленту при транспортировке горячего груза,
- стык подвержен механическому износу,
- замки постепенно истирают ролики конвейера, что ведет к более дорогому ремонту,
- плохо подходят для транспортировки сыпучих материалов.

Холодная вулканизация
Метод холодной вулканизации подразумевает использование специальных клеев. Для повышения прочности стыка на обоих концах ленты формируются ступени между внутренними слоями, что позволяет увеличить площадь контакта. Все поверхности тщательно очищаются от мелких частиц материала, оставшихся при резке, и обезжириваются. На оба конца наносится одно- или двухкомпонентный клей, после чего они стыкуются. Выемка на поверхности прикрывается дополнительным куском материала. Перед введением в эксплуатацию место склейки необходимо просушить, что приводит к простою производства.
Плюсы:
- стоимость клея ниже, чем замков,
- для подготовки стыка требуется только ручной инструмент – соединение можно легко произвести на месте,
- прочность стыка всего на 30% меньше, чем самой ленты,
- гибкость стыка выше, чем при механическом способе.
Минусы:
- может использоваться только с резиноткаными материалами,
- ведет к 2-3 часовому простою конвейера,
- не может проводиться при температуре окружающей среды ниже +5°С,
- не выдерживает рабочей температуры выше +80°С,
- не может проводиться при сильной запыленности воздуха,
- при низкой квалификации монтажника на торцах стыка быстро возникают задиры и расслоения.
Горячая вулканизация
Частично этот процесс схож с процедурой холодной вулканизации: он также требует расслоения ленты и формирования ступенчатого края для лучшего контакта всех слоев, однако отличается на последнем шаге – соединение осуществляется с помощью специального термопресса. Место стыка «сплавляется» в течение 30 минут, в результате чего материалы склеиваются практически с той же прочностью, какую получает основное полотно при производстве.
Плюсы:
- наивысшая прочность – лишь на 10% меньше основного полотна,
- конвейер можно запускать сразу по окончанию работ,
- соединение выдерживает рабочую температуру до +200°С (в зависимости от материала),
- стыковка может производиться при минусовой температуре и большом количестве пыли в воздухе,
- расслоение лент не требует высокой точности.
Минусы:
- необходимо специализированное оборудование,
- даже мобильные прессы достаточно объемны и тяжелы, что усложняет выездные работы,
- для качественной стыковки монтажник должен иметь большой опыт,
- подходит не для всех материалов (не все синтетические материалы плавятся при максимальной температуре пресса).

Соединение ступенькой
Этот метод аналогичен горячей вулканизации, но вместо формирования ступенчатого конца, он срезается под острым (60°) углом. При этом площадь соединения получается достаточной для качественной, прочной сварки. Монтаж в кольцо также производится на термопрессе.
Плюсы и минусы данного способа аналогичны предыдущему за исключением пары моментов:
- выполнить качественный косой срез гораздо проще, чем формировать ступенчатый край по требуемым отступам,
- таким методом могут соединяться не только резиновые, но и ПВХ и ПУ-ленты для конвейеров,
- косой срез обеспечивает отсутствие перепадов толщины.
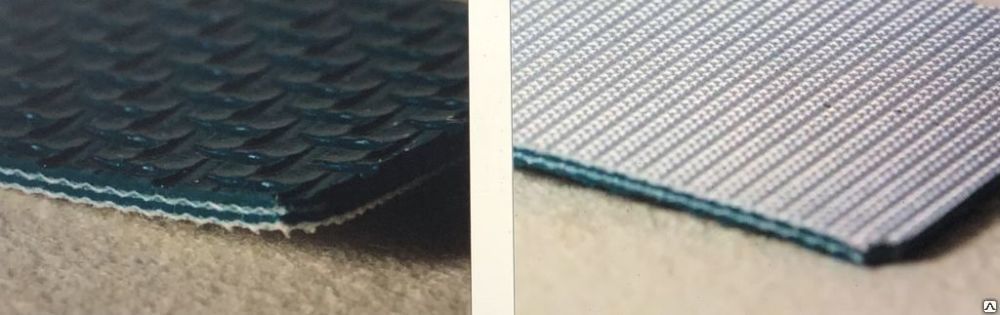
Z-образное соединение
Очень похоже на соединение ступенькой, но косой рез имеет форму зубьев. Он производится с помощью специальной машины для вырубки, обеспечивающей идеально ровную плоскость и точный стык. Многослойные ленты могут соединяться со смещением (по аналогии с холодной/горячей вулканизацией методом). Скрепление производится с использованием специальных клеящих составов и последующим горячим прессованием.
Скрепление производится с использованием специальных клеящих составов и последующим горячим прессованием.
- большая площадь контакта – выше прочность,
- подходит для различных материалов, в том числе для ПУ и ПВХ,
- высокоточное соединение за счет реза специальной машиной,
- очень высокая гибкость шва без расслоения при эксплуатации – подходит для валов малых диаметров,
- может использоваться с тонким полотном – минимальная толщина 0,9 мм.
Минусы:
- требует дополнительного оборудования,
- необходима определенная квалификация монтажника.
Это далеко не все, но определенно самые основные методы стыковки конвейерных лент. И, несмотря на все названые плюсы и минусы каждого, однозначно утверждать, что один из них лучше по всем показателям нельзя, так как выбор зависит от множества факторов конкретного производства. Учитывая их, можно легко выбрать подходящий способ монтажа для каждого конкретного случая.
Учитывая их, можно легко выбрать подходящий способ монтажа для каждого конкретного случая.
Стыковка транспортерных лент конвейеров
Стыковка транспортерных лент так же выполняется нашей компанией по предварительному согласованию и планированию. Существует несколько методов стыковки, отличительных особенностей при стыковке особых видов лент, таких как шевронные ленты и резинотросовые ленты.
Трудоемкость процесса стыковки обычно прямо зависит от условий эксплуатаций конвейера, чем выше нагрузка и агрессивнее внешняя среда – тем больше затрат времени и средств. Вы можете самостоятельно выполнить работы по стыковке лент по нижеприведенным статьям, но для большинства случаев понадобиться приобретать оборудование для механической подготовки, вулканизации или механического соединения.
Укрупненно существует два основных вида стыковки транспортерных лент: вулканизация (горячая или холодная) и механическая стыковка.
Вулканизация более надежный, но более затратный способ. Большее число специалистов по стыковке, более сложное и габаритное оборудование. Удобнее производить такую стыковку непосредственно на заводе где была произведена лента. Суть вулканизации заключается в изменении химического состава путем воздействия с специальными веществами и/или под действием температуры и давления на материалы стыка (резина, ПВХ, ТПУ). Горячая и холодная вулканизация отличаются этапами процедур, как было сказано, холодная вулканизация более проста, но часто применима только на лентах последних поколений, таких как цельнотканные ПВХ ленты.
Стыковку транспортерных лент с покрытием из полиуретана и других терпопластиков методом вулканизации не совсем правильно называть вулканизацией, так как материалы этих лент позволяют соединять ленту без химических процессов. Термопластичный полиуретан прекрасно сращивается только при воздействии высокой температуры, при условии полной предварительной очистки стыка.
Механическая стыковка лент позволяет экономить время, сокращая простои конвейера и часто не требователен к квалификации персонала. Каждый метод имеет ограничения по применению, например, механическая стыковка нежелательна для резинотроссовых лент, так как нагрузка на такой тип ленты очень большая. В ряде случаев стыковку ленты может произвести один специалист, применяя только дрель, специальный компплект механического замка и молоток.
Связаться с менеджерами по вопросам стыковки конвейерных лент.
Холодная cтыковка конвейерных лент / Стыковка лент
Процесс соединения полимерных материалов, связанный с изменением молекулярного состава, называют вулканизацией, или сваркой. Влияние на молекулярные связи обусловливается физическим, либо химическим воздействием на структуру. В первом случае сваривание материалов происходит за счет давления и высоких температур, и данный способ квалифицируется как “горячая вулканизация”.
Холодная стыковка конвейерных лент (она же холодная вулканизация и холодная сварка) – одна из трех технологий соединения резинотканевых и пластиковых дорожек промышленных линий непрерывного действия. В основе методики лежит склеивание стыкуемых поверхностей с помощью специальных составов, содержащих вяжущий и консолидирующий компонент. С горячей вулканизацией холодную сварку роднит подготовка сращиваемых поверхностей, предусматривающая ступенчатую разделку полотна.
Холодная стыковка конвейерных лент, в отличие от термосварки, не требует применения мощного громоздкого прессовочного оборудования, благодаря чему допускает выполнение мероприятий вдали от источников электроэнергии. Причем прочность образованного шва, составляет до 80% от структурной крепости самого полотна. Место стыка характеризуется гладкостью поверхности, плотностью и эластичностью.
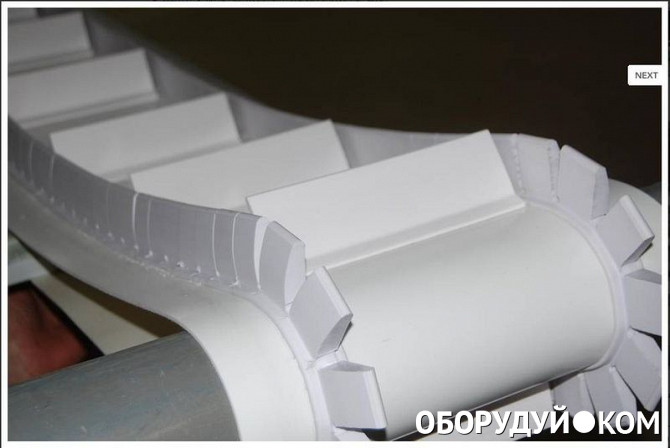
Холодная вулканизация – единственно возможный вариант крепления аксессуаров к полотну. Именно этот метод используется при комплектации конвейерной дорожки боковыми волнообразными стенками, всевозможными перегородками и направляющими.
Преимущества стыковки транспортерного полотна холодной сваркой
- Быстрота исполнения. Основное время затрачивается на подготовку стыкуемых участков. Окончательная консолидация соединения происходит через 2-3 часа после завершения процедуры склеивания, и, по сравнению с горячей вулканизацией, процесс длится вдвое меньше.
- Экономия пространства. Отсутствие пресса делает операцию “компактной”, что позволяет реализовывать задачу на участках с затрудненным доступом.
- Снижение себестоимости стыка за счет исключения привлечения вулканизатора.
- Высокая надежность и отличное качество соединения.
Порядок действий при реализации технологии холодной вулканизации
- Подготовка рабочего места на конвейере.

- Подготовка ленты (удаление загрязнений и жировых отложений, просушка).
- Нанесение разметки.
- Разделка полотна.
- Промазывание ступеней клеевым составом в два слоя с промежуточной просушкой.
- Наложение ступеней с зазором в 2-3 см для обеспечения гибкости стыка.
- Уплотнение соединенных ступеней специальным роликом с последующим простукиванием молотком.
- Нанесение клея на швы стыка и фаски резиновых обкладочных слоев с просушиванием до выветривания липкости.
- Наложение на шов заплаты и прокатывание роликом для удаления воздуха.
- Сушка в течение 2-3 часов (в зависимости от типа клея).
Условия выполнения процедуры холодной сварки
- В ходе выполнения операции используются материалы, содержащие токсичные ингредиенты, ввиду чего все операции требуют соблюдения мер предосторожности: использования спецодежды и средств индивидуальной защиты.
- Двухкомпонентные клеевые составы хранят при положительной температуре с оптимальным диапазоном от 10 до 17 градусов в сухом затененном месте, вдали от нагревательных приборов. При транспортировке в холодный период, препарат перед употреблением необходимо выдержать в комнатной температуре не менее суток. Важно отметить, что возможность реализации склеивания также имеет температурные ограничения, поскольку в режиме ниже нуля градусов, клей кристаллизируется. Таким образом, выполнение холодной вулканизации допускается при температуре не ниже +5 градусов.
- Эксплуатация транспортерного полотна с клеевыми соединениями рассчитана на термические условия от -40 до +80 градусов. Иными словами, данная технология неприемлема для стыковки теплостойких лент.
- Препятствием к применению холодной сварки служит и повышенная запыленность среды, поскольку попадание посторонних частиц на склеиваемые поверхности приводит к ухудшению качества шва. Решить проблему можно, защитив рабочую зону от ветра, пыли и теплового солнечного воздействия специальной палаткой.

- При влажности атмосферного воздуха ниже точки росы процедура холодной вулканизации также исключается.
Материалы для холодной стыковки конвейерных лент
Наше предприятие ООО «Велес Групп» предлагает не только соединение транспортерных полос любым из существующих способов, но и продажу вулканизирующих состав. Ассортимент клеевой продукции представлен двухкомпонентными материалами ведущих европейских брендов Tip-Top Shtahlgruber и Nilos. Средства имеют обширную область применения, демонстрируя безупречное сцепление резины, металлов и тканей в любом сочетании материалов.
Комплект клеевой продукции состоит из вяжущей основы и отвердителя, которые смешиваются непосредственно перед употреблением, согласно инструкции. Преимуществом двухкомпонентных препаратов выступает реактивность схватывания, благодаря которой сокращается время работ по замыканию краев и устранению разрывов, а также, на комплектацию полотен дополнительными приспособлениями в виде гофоробортов и захватов.
Воспользуйтесь нашими услугами, позвоните по телефону +7 (495) 799-36-46, 8 (800) 700-41-43.
Горячая стыковка конвейерных лент / Стыковка лент
Несущие органы конвейерных установок, являясь расходным элементом оборудования, по мере истирания, подлежат списанию. Таким образом, замена транспортерной ленты причисляется к категории обязательных операций технического обслуживания. Наше предприятие ООО «Велес Групп» специализируется на продаже конвейерных полотен, предоставляя услуги по соединению краев любым из существующих способов. Связаться с нами можно по телефону +7 (495) 799-36-46, 8 (800) 700-41-43.
Горячая стыковка конвейерных лент, или горячая вулканизация, расценивается как самая надежная технология кольцевания прорезиненных и пластиковых полос, являя собой процедуру, связанную с использованием высокого давления и температуры плавления полимерного состава. Горячая вулканизация лежит в основе получения резины, предполагая совокупное воздействие равномерного нагрева и жесткого сжатия, что обеспечивает превращение сырой резины в пластичный высокопрочный продукт, обладающий всеми необходимыми физико-механическими свойствами.
Горячая вулканизация лежит в основе получения резины, предполагая совокупное воздействие равномерного нагрева и жесткого сжатия, что обеспечивает превращение сырой резины в пластичный высокопрочный продукт, обладающий всеми необходимыми физико-механическими свойствами.
Принцип термосварки транспортерных лент
Особенностью реализации технологии горячей сварки является применение профессионального оборудования – специального вулканизационного термопресса (вулканизатора). Данный агрегат представляет собой мощную громоздкую машину с гидравлическими или пневматическими конструктивными узлами. По условиям эксплуатации, вулканизаторы подразделяются на общепромышленные и шахтные. Серия шахтного типа характеризуется безопасностью применения в условиях с повышенной концентрацией взрывоопасных газов в атмосфере, а также в режимах значительной запыленности, присущих площадкам горной выработки.
Процесс вулканизации предполагает применение расходных материалов – сырой резины и специальных клеевых составов. Отдельное внимание уделяется выбору схемы стыковки, принципа разделки стыковочных поверхностей и режимов выполнения процедуры – температуры нагрева, времени выдержки и т.д.
Отдельное внимание уделяется выбору схемы стыковки, принципа разделки стыковочных поверхностей и режимов выполнения процедуры – температуры нагрева, времени выдержки и т.д.
Горячая cтыковка конвейерных лент предусматривает следующий порядок действий:
- Выбор направления ступеней для нанесения разметки. Определяется наличием на конвейерном оборудовании очистных систем.
- Укладка и разметка концов полосы на технологический помост.
- Ступенчатая разделка стыков. Принцип подготовки краев зависит от ряда факторов, связанных, как с особенностью структуры полотна, так и с технологией его изготовления. Для лент российского и импортного производства установлены разные допуски длины ступеней.
- Нанесение двух слоев клея на стыкуемые поверхности.
- Укладка сырой резины на один из подготовленных краев.
- Установка пресса.
- Сращивание концов ленты в надлежащем режиме.
- Проверка качества шва, удаление излишков резины.
- Демонтаж вулканизатора.
Горячая стыковка конвейерных лент превосходит технологии склеивания и механического замыкания по прочности и долговечности, формируя однородный эластичный шов с фактическими свойствами ленточного полотна.
Преимущества горячей вулканизации
- Способ получения стыка аналогичен процессам изготовления резины, обусловливая исключительную надежность соединения и, как минимум, 90% агрегатной прочности полотна. Пресс обеспечивает гладкий и равномерный шов, устойчивый к динамическим нагрузкам, и, не оказывающий механического воздействия на ролики.
- Пригодность транспортной установки к эксплуатации сразу же после выполнения процедуры замыкания, что обеспечивает минимальный простой системы непрерывного действия. Горячая стыковка конвейерных лент не требует времени на “схватывание” материалов, поскольку полотно набирает окончательную прочность после остывания.
- Возможность сращивания полос, контактирующих с горячими и раскаленными грузами до 200 градусов.

- Применимость для соединения резинотросовых полотен.
- Независимость поведения операции от условий окружающей среды. Выполнение вулканизации допускается, как в условиях высокой запыленности, так и при отрицательных температурах на открытых территориях.
- Несмотря на необходимость соблюдения порядка работ, требования к подготовке стыкуемых поверхностей не такие строгие, как при холодной сварке. Небольшие погрешности, допущенные в ходе расслоения стыков, нивелируются прессованием.
Общие рекомендации по применению горячей вулканизации при соединении транспортерных лент
По сути, горячая стыковка конвейерных лент – универсальный способ кольцевания и ремонта транспортерных полотен, пригодный для материалов любого типа. Между тем, ввиду трудоемкости и необходимости применения дорогостоящего и массивного оборудования, реализация процесса не всегда оправдана с экономической точки зрения. По этой причине, на практике нередко оказывается предпочтительнее холодная вулканизация, либо, соединение механическими замками. Однако, нельзя не упомянуть о случаях, когда термосварка является единственно допустимым вариантом формирования стыков. К таким ситуациям относится сращивание краев резинотросовых и теплостойких моделей.
Однако, нельзя не упомянуть о случаях, когда термосварка является единственно допустимым вариантом формирования стыков. К таким ситуациям относится сращивание краев резинотросовых и теплостойких моделей.
В резинотросовых образцах тяговую функцию выполняют стальные канаты, обеспечивающие минимальное удлинение и улучшенную способность к желобообразованию. Данные модификации лент рассчитаны на эксплуатацию в тяжелых условиях, поэтому к прочности стыков предъявляются особенно строгие требования, реализуемые только термосваркой.
Взаимодействие с горячими материалами исключает возможность применения стальных зажимов и холодного склеивания, поскольку в первом случае существует риск прожига полотна нагревшимся металлом, а во втором – ослабление молекулярных связей.
Стыковка (соединение) транспортерной конвейерной ленты ➡️ ООО ТРП ТАРГЕТ
Готовое изделие пересылается Заказчику любым удобным для него способом. Таким образом, сокращается срок исполнения заказа и экономятся деньги Заказчика, поскольку нет необходимости оплачивать выезд бригады.
Таким образом, сокращается срок исполнения заказа и экономятся деньги Заказчика, поскольку нет необходимости оплачивать выезд бригады.
Ниже приведена краткая характеристика методов стыковки и приблизительная стоимость работ.
Свяжитесь с нашими специалистами, и мы поможем Вам выбрать оптимальное решение для ваших задач.
1. Горячая вулканизация
Считается самым надежным методом соединения конвейерных лент. Для лент резинотросовых и теплостойких лент горячая вулканизация является единственным возможным способом стыковки. Более подробно о стыковке с помощью горячей вулканизации.
Ориентировочные расценки на выполнение стыковки методом горячей вулканизации:
2. Холодная вулканизация
Этим методом соединяют исключительно резинотканевые конвейерные ленты. Метод позволяет оперативно и мобильно решать задачи по стыковке лент, т. к. не требует применения сложных или крупногабаритных устройств. Более подробно о стыковке с помощью холодной вулканизации.
Ориентировочные расценки на выполнение стыковки методом холодной вулканизации:
3.Механическое соединение
Механические соединительные элементы позволяют стыковать ленты практически любого типа. Используем только отлично зарекомендовавшие себя соединители производства FLEXCO (США), Globex (Германия), MLT (Франция). Стоимость механической стыковки, в зависимости от типа соединителя, составляет от 2,5 до 9,8 грн/мм. Приводим подробное описание каждого из вариантов механического соединения конвейерных лент.
Соединение ленты конвейера «заклёпками» может выполняться в независимости от конфигурации транспортёра и погодных условий. Главные преимущества такого способа:
- Высокая скорость монтажа;
- Простота применения;
- Универсальность.
Ещё одним преимуществом данного типа соединения является возможность запустить оборудование в работу сразу же после проведения обслуживания. Соединение транспортерных лент металлическими замками выполняется максимально быстро и качественно специалистами нашей компании. Механические крепежи отличаются высокой гибкостью и надёжностью, и идеально подходят для срочного восстановления, ремонта оборудования. Крепёжные элементы такого типа хорошо зарекомендовали себя при работе в сложных условиях и способны обеспечить надёжную работу конвейера.
Стыковка конвейерных (транспортерных) лент
Соединение транспортерной ленты является неотъемлемой частью установки ленты на конвейер перед пуском транспортера. Поэтому важно вовремя позаботиться о стыковке конвейерных лент.
Стыковка транспортерных лент происходит тремя способами:
Метод горячей вулканизации
Стыковка конвейерных лент методом горячей вулканизации подойдет для предприятий, использующих конвейерные ленты, в том числе теплостойкие.
Особенность такого метода – долговечность, при котором срок службы соединения, практически не отличается от срока службы ленты.
- Прочность стыка до 90% от прочности ленты
- Равномерность работы ленты, отсутствие износа элементов конвейера
Недостаток – дорогой вулканизационный пресс, длительность и трудоемкость процесса.
Холодная вулканизация
Стыковка ленты путем холодной вулканизации подойдет предприятиям, которые используют конвейерные ленты общего назначения.
Преимущество холодной вулканизации перед горячей – менее трудоемкий процесс, меньше затрачиваемого времени, нет необходимости приобретать вулканизационное оборудование.
Недостатком является то, что после стыковки необходимо выдержать стык до пуска конвейера длительное время (до 24 часов), температуре не ниже 0°С, в чистом помещении, невозможность проведения работ в запыленной среде
Стыковка механическими соединениями
Механическая стыковка конвейерных лент – самый быстрый и доступный метод соединения, но не самый прочный и долговечный. Для механического соединения используют замки. Эти соединения устойчивы к абразивам.
Преимущества: быстрота скрепления конвейерной ленты, стоимость меньше, чем вулканизационные методы, механическое стыкование можно произвести при разных внешних условиях, не нужен высококвалифицированный специалист для вулканизации.
Недостатки: низкая прочность и долговечность по сравнению с другими методами, дополнительный износ рабочих частей конвейера, просыпь на стыке сыпучих грузов.
Соединение транспортерной ленты | Галпідшипник
В 2012 году наша компания на базе головного офиса во Львове, открыла цех по порезке и стыковке (соединению) легких транспортерных лент (ПВХ или полиуретан) и ремней.
Запуск собственного цеха стал важным шагом, который позволил нашим клиентам получать продукцию высокого европейского качества в разы быстрее. Для того, чтобы это стало возможным, компания Галподшипник:
-
закупила все необходимое для этого современное оборудование
-
обеспечила обучение и практику персонала на заводе Sampla Belting в Италии
-
постоянно поддерживает большой ассортимент материала для транспортерных лент и ремней на складе во Львове.
Услуги нашего цеха:
стыковка конвейерной ленты из ПВХ и полиуретана методом горячей спайки
механическое соединение транспортерной ленты из ПВХ и полиуретана металлическими замками
нанесение продольных направляющих на конвейерную ленту – для ее самоцентрирования
установка, гарантийное и послегарантийное обслуживание конвейерной ленты
изготовление (нарезка и спайка) ремней – плоских, круглых, зубчатых, полиуретановых, резиновых
Транспортерные ленты и ремни изготавливаются (нарезаются и соединяются) из материала производителей Sampla Belting (Италия), Ammeraal Beltech (Нидерланды), Megadyne (Италия). Все они входят в корпорацию AMMEGA и выделяется на рынке неизменно высоким качеством своей продукции и постоянными капиталовложениями в R&D.
Все они входят в корпорацию AMMEGA и выделяется на рынке неизменно высоким качеством своей продукции и постоянными капиталовложениями в R&D.
На сегодняшний день цех работает уже почти 10 лет. За это время было проведено большое количество работ. Совместно с нашими партнерами-поставщиками мы разработали и реализовали множество успешных кейсов по проектированию, модернизации и улучшению конвейерных линий наших клиентов.
Подробнее о наших услугах
Стыковка конвейерной ленты из пвх или полиуретана методом горячей спайки
Наши специалисты проанализируют тип конвейерной ленты и условия ее эксплуатации – и подберут оптимальный варианты стыковки.
Обращаем ваше внимание: наш цех производит стыковку (соединения) исключительно легких транспортерных лент – из ПВХ и полиуретана. Мы работаем с материалом наших поставщиков – компании Sampla Belting и Ammeraal Beltech. В отдельных случаях мы можем выполнить стыковку транспортерных лент с материалов других производителей, но в обязательном порядке перед этим проводится пробное соединение на отдельном образце ленты.

Порезка краев, подлежащих соединению, на специальном оборудовании
Самый распространенный тип порезки – FS
Стыковка зубцов
Спайка лент под горячим прессом с четким соблюдением рассчитанных температуры и давления
Механическое соединение транспортерной ленты из пвх или полиуретана металлическими замками
В качестве альтернативы спайке, стыковку ленты можно выполнить с помощью металлических замков. Однако, такой вариант обычно требует большего диаметра шкива. Толщина ленты, которую мы можем соединить металлическими замками – 0,5 – 5,8 мм
Установка металлических замков на транспортерную ленту
Нанесение продольных направляющих на транспортерную ленту
Для самоцентрирования и правильного движения транспортерной ленты в заданном направлении используются продольные направляющие – обычно одна, что располагается по центру, но могут быть и несколько.
Нанесение продольных направляющих возможно как на заводе-изготовителе транспортерной ленты, так и специалистами нашего цеха.
Нанесение продольной направляющей в нашем цеху во Львове
Изготовление (нарезка и спайки) ремней – плоских, круглых, зубчатых, полиуретановых, резиновых
Мы постоянно поддерживаем на главном складе во Львове большой ассортимент материалов для изготовления ремней: зубчатых (полиуретановых и резиновых), поликлиновых (резиновых), плоских, круглого сечения (полиуретановых)
Нарезка полиуретановых ремней нужной ширины «из рукава» определенной длины
Нарезка резиновых ремней нужной ширины «из рукава» определенной длины
Соединение (спайка) плоских ремней
Соединение (спайка) полиуретановых ремней круглого сечения
Соединение (спайка) зубчатых полиуретановых ремней
Установка, гарантийное и послегарантийное обслуживание ленты
Наша мобильная бригада имеет необходимое портативное оборудование для установки транспортерных лент на конвейер. Также мы предоставляем оперативное гарантийное и послегарантийное обслуживание ленты – как с выездом на объект, так и с доставкой ленты к нашему цеху.
Наша мобильная бригада быстрого сервисного реагирования
Портативное оборудование
ЧП “ТД “Галподшипник” не несет ответственность за возможные ошибки и неточности, которые могут присутствовать в информации, указанной на сайте – несмотря на ее тщательную подготовку.
Как использовать различные клеи для труб из ПВХ
Эта запись была опубликована 20 сентября 2017 г. Кори Кашмер.
Если вы когда-либо работали с трубой из ПВХ, то знаете, что она сама по себе довольно плотно прилегает друг к другу. Система проклейки ПВХ спроектирована таким образом, чтобы предотвратить скольжение, но это не означает, что уплотнение между трубой и фитингом является воздухонепроницаемым (или даже водонепроницаемым). Если вы делаете водопроводную / ирригационную систему или просто строите конструкцию из ПВХ-трубы, клеи могут помочь! Существует много видов клея для труб из ПВХ, но как выбрать, какой из них использовать?
При выборе клея следует учитывать несколько моментов:
1.Какие материалы вы используете (ПВХ, ХПВХ, ХПВХ, CTS)?
2. Соединение является скользящим или резьбовым?
3. Есть ли какие-либо требования к кодексу?
4. Чего вы надеетесь достичь?
Самая важная вещь, которую следует помнить, это то, что нанесение клея ПВХ простое и сэкономит вам деньги, если вы сделаете это до того, как столкнетесь с проблемой! В этом сообщении блога мы поговорим о различных типах ПВХ-клеев, о том, когда их использовать и как правильно наносить.
Какой материал вы используете?
Первый шаг к использованию правильного клея – это правильная идентификация материала трубы и фитингов.ПВХ обычно белого цвета, тогда как ХПВХ обычно светло-серого или кремового цвета, а ХПВХ ХТС имеет таниш / желтый цвет. Если вы все еще не уверены, посмотрев на цвет труб, все трубы ПВХ, ХПВХ и ХПВХ поставляются с напечатанными на них техническими характеристиками.
Соединение – скользящее или резьбовое?
Одним из важнейших факторов, которые следует учитывать при покупке клея для труб из ПВХ, является тип конца . Со скользящими концами труба проталкивается в муфту или муфту, и соединение выполняется.Резьбовые соединения имеют наружную и внутреннюю резьбу (обычно называемые MPT и FPT), которые привинчиваются друг к другу. Для этих типов концов требуются разные клеи. Нельзя использовать резьбовую ленту на фитинге для розеток, так как это займет слишком много места. Нельзя использовать ПВХ-цемент для резьбовых соединений, так как он химически связывает ПВХ, разрушая резьбу.
Скользящие соединения легко сделать, так как все, что вам нужно, это просто нажать, чтобы установить соединение! Эти типы соединений можно сделать прочными, используя грунтовку для ПВХ и цемент, два вещества, которые идут рука об руку. Резьбовые соединения выполняются с помощью герметизирующей ленты или резьбового герметика («трубная смазка»), которые создают плотное уплотнение между резьбами. Клей для труб из ПВХ для резьбовых соединений позволяет пользователю при желании отвинтить соединение. Важно правильно подобрать клей для работы.
Есть ли какие-либо требования к кодексу?
В зависимости от области применения при выборе клея для труб может быть задействован некоторый код, особенно в водопроводной сети. Важно знать все коды, под которыми вы, возможно, работаете, чтобы пройти проверку.Например, некоторые коды требуют, чтобы вы использовали цветной грунт, чтобы они могли иметь визуальное свидетельство того, что грунтовка была использована.
Чего вы надеетесь достичь?
Наконец, вам нужно знать, чего вы надеетесь достичь. Вы собираете для своих детей дождевальную установку, которую хотели бы снести в конце лета? Грунтовка для ПВХ и цемент вам не подойдут, так как они долговечны.
Виды клеев
После того, как вы ответили на четыре вопроса выше, вы готовы приступить к поиску клея, который лучше всего подходит для вашего применения.PVC, CPVC и CPVC CTS используют одинаковые клеи, но каждый из них используется для определенной работы. Ниже приведены три наиболее распространенных клея: грунтовка и цемент, смесь для стыков труб и герметизирующая лента для трубной резьбы.
Грунтовка и цемент для ПВХ
Как упоминалось ранее, на скользящих соединениях используются грунтовка ПВХ и цемент. Эти вещества совершенно разные, но для максимального эффекта их следует использовать вместе. Это одни из самых прочных клеев для труб из ПВХ. Primer действует как очиститель, подготавливая трубу, смягчая ее поверхность и удаляя любую глазурь, которая может присутствовать.Люди часто покупают цветную грунтовку, так как сантехнический код иногда требует визуального подтверждения использования грунтовки. Цемент ПВХ часто называют «клеем», но работает он совсем по-другому. Это вещество фактически разрушает и химически связывает две части ПВХ. Фактически, цемент ПВХ делает две части из ПВХ неразделимыми.
Грунтовка для ПВХ и цемент легко наносится и схватывается за считанные минуты! Большинство грунтовок и цементов на основе растворителей включают в себя аппликаторную кисть, прикрепленную к крышке. Нанесите грунтовку на внешнюю часть трубы и внутреннюю часть фитинга равномерно, без комков.Сразу после этого, когда грунтовка еще влажная, нанесите цемент на те же поверхности. Будьте осторожны с цементом, так как основная причина разрушения шва – недостаточное покрытие цементом. На видео ниже (через Christy Enterprises) более подробно показано, как наносить грунтовку для ПВХ и цемент.
Лента для стыков и резьбовых соединений
Для резьбовых соединений требуются различные типы клея. Основное преимущество резьбовых концов заключается в том, что их можно откручивать и снова завинчивать, поэтому любые клеи или герметики также должны допускать это.Большинство домашних мастеров используют ленту для уплотнения резьбы , которая обычно изготавливается из ПТФЭ (тефлона) из-за того, что она проста и чиста. Все, что вам нужно сделать, это обернуть его вокруг мужских нитей. Более сильный, но более сложный вариант – это герметик , также называемый трубной пастой. Шовный компаунд – это жидкий раствор, который заполняет любые зазоры в резьбе, чтобы полностью предотвратить утечку. Он никогда не высыхает полностью, поэтому соединение можно открутить в любой момент.
Шовный компаунд и резьбовая лента работают не только с ПВХ. Они совместимы со многими типами трубопроводов, в том числе с несколькими металлами.Это делает их широко используемыми профессионалами во многих отраслях. Лента для уплотнения резьбы должна быть несколько раз обернута вокруг резьбы, чтобы она покрывала каждую резьбу. Шовный герметик необходимо нанести кистью по всей наружной резьбе, чтобы не было сухих пятен, так как это может оставить место для протекания. Видео ниже от This Old House показывает, когда и как использовать эти различные типы клеев ПВХ.
Теперь вы знаете все лучшие способы герметизации труб из ПВХ! Все сводится к материалу, типу конца и применению.Убедитесь, что вы не переплачиваете за клей для ПВХ труб! PVC Fittings Online имеет огромный запас герметиков, цементов на основе растворителей и резьбовых лент по самым низким ценам! Если вы не уверены, что покупать, наши сотрудники могут помочь! Позвоните нам по телефону (866) 777-7990 , чтобы поговорить со специалистом.
Сборка пластиковых фитингов с резьбой | LASCO Фитинги
Правила сборки пластиковых фитингов с резьбой
Сегодня миллионы миль пластиковых трубопроводов с резьбовыми соединениями обеспечивают надежное обслуживание без утечек.Однако небольшой процент этих резьбовых пластиковых фитингов может протечь или сломаться. Причина тому – неправильная сборка резьбовых соединений.
Вот некоторые из правил, которые можно и нельзя делать при сборке стыков из ПВХ:
- Не затягивайте шарниры слишком сильно, «повернув их еще на один оборот для уверенности». Затяните пальцами плюс один или два оборота – не более.
- Не оборачивайте тефлоновую ленту, тефлоновую пасту или смазку для труб для придания объема или смазки стыка. Используйте герметик для резьбовых соединений.
- Не используйте «более прочные» резьбовые фитинги Schedule 80, полагая, что они могут решить проблему раскола из-за чрезмерной затяжки.
- Используйте только резьбовые фитинги Schedule 40 с трубами и фитингами Schedule 40.
- Не затягивайте слишком сильно.
- Затяните пальцами плюс один или два оборота.
На фитингах с наружной резьбой из ПВХ каждая последующая резьба имеет диаметр немного больше, чем предыдущая. Внутренние резьбы постепенно уменьшаются.Это называется конусностью, и величина конуса указывается (1¾ градуса) в американском национальном стандарте B2.1. Все производители труб добровольно следуют этим стандартам, чтобы гарантировать своим клиентам, что они получают качественные материалы.
Поскольку резьба сужается, дополнительные витки вызывают растяжение или “деформацию” охватывающей части. Это разорвет фитинг с внутренней резьбой так же, как клин, забитый кувалдой, разрубит пень.
Степень деформации увеличивается по мере уменьшения размера трубы.Поэтому резьбовые соединения меньшего диаметра легче разъединять, чем резьбовые соединения большего диаметра. Также легче перетянуть фитинги меньшего диаметра, потому что их сопротивление крутящему моменту меньше. В таблице 1 приведены уровни деформации и растягивающего напряжения в зависимости от диаметра трубы.
«Напряжение» (растягивающее напряжение) – это сила деформации наружной резьбы, умноженная на сопротивление ПВХ. Сопротивление ПВХ составляет 400 000 фунтов на квадратный дюйм (psi). Напряжение на один оборот после затяжки вручную для однодюймовой трубы из ПВХ составляет.00447, поэтому напряжение на оборот составляет 1788 фунтов на квадратный дюйм. Таким образом, однодюймовое резьбовое соединение из ПВХ, затянутое на четыре оборота после затяжки вручную, будет развивать растягивающее напряжение 7152 фунтов на квадратный дюйм. Соединение обязательно выйдет из строя, поскольку напряжение превышает предел прочности ПВХ на разрыв 7000 фунтов на квадратный дюйм, даже без добавления растягивающего напряжения, вызванного давлением внутри ирригационной системы (максимум до 2000 фунтов на квадратный дюйм).
Таблица 1 Уровни деформации и растяжения ПВХ Резьбовые соединения (График 40 и 80)
|
| Затяжка от руки + 2 оборота | |
|---|---|---|---|
Размер | Деформация / поворот | Напряжение / поворот | Максимально допустимый Гидростатическое напряжение |
(IPS) | (дюйм / дюйм) | (фунт / кв. Дюйм) | (фунт / кв. Дюйм) |
½ | 0.00588 | 2352 | 6704 |
¾ | 0,00461 | 1844 | 5688 |
1 | 0,00447 | 1788 | 5576 |
1 ¼ | 0.00349 | 1396 | 4792 |
1 ½ | 0,00302 | 1208 | 4416 |
2 | 0,00239 | 956 | 3912 |
2 ½ | 0.00287 | 1148 | 4296 |
3 | 0,00234 | 936 | 3872 |
4 | 0,0018 | 720 | 3440 |
Правильный способ сборки резьбового соединения из ПВХ – схема 40 или 80 – затягивать вручную плюс один-два оборота, но не более.Два оборота после затяжки вручную плюс напряжение системы давления находится в пределах прочности на разрыв одного дюйма ПВХ. ([1,788 фунтов на квадратный дюйм x 2] + 2000 фунтов на квадратный дюйм = 5 576 фунтов на квадратный дюйм).
Не используйте тефлоновую ленту, тефлоновую пасту или смазку для труб. Обязательно используйте герметик.
Тефлоновая лента, тефлоновая паста и трубная смазка предназначена для металлических труб и фитингов. Соединения фитингов металл-металл затянуть труднее, чем пластмассовые; поверхности имеют тенденцию к истиранию без использования таких смазок, как тефлон или смазка для труб.Пластиковая арматура в этой смазке не нуждается.
Когда тефлоновая лента оборачивается вокруг пластиковой наружной резьбы, она увеличивает напряжение и напряжение при растяжении. Большинство установщиков имеют тенденцию неправильно наматывать ленту на несколько толщин вокруг наружной резьбы, что еще больше увеличивает пятно и напряжение.
Тефлоновая паста и смазка для труб, как и тефлоновая лента, делают резьбовые соединения скользкими. Их использование на фитингах из ПВХ может вызвать перенапряжение.
При работе с резьбовыми пластиковыми фитингами использовать соответствующий герметик.Правильный герметик для резьбовых соединений не затвердевает, совместим с пластиком и не добавляет скользкости.
Незатвердевающий состав под давлением воды вдавливается в потенциальные места утечки, тем самым выполняя функцию истинного уплотнения. Ленты и упрочняющие пасты допускают появление утечек, когда соединение откручивается, механически изгибается или расширяется при повышении температуры.
Герметик должен быть совместим с пластиком. Герметики для труб многих марок содержат масла, растворители или носители, которые могут повредить пластик.Соответствующий герметик должен быть сертифицирован производителем, чтобы быть безвредным для материала фитинга и не загрязнять жидкость в трубе.
И, наконец, герметик не должен смазывать соединение до такой степени, что допускается чрезмерное затягивание. Этим требованиям удовлетворяют несколько герметиков, представленных на рынке.
Не используйте резьбовые фитинги Schedule 80 в системе Schedule 40. Используйте одинаковые резьбовые фитинги Schedule с теми же трубами и фитингами Schedule.
Многие монтажники систем пластиковых трубопроводов, которые сталкиваются с проблемами при разделении, полагают, что фитинги Schedule 40 являются ненадежными.Они делают вывод, что проблему можно решить, перейдя на «более сильную» арматуру Графика 80. В этом рассуждении есть несколько заблуждений.
Во-первых, все проблемы, связанные с чрезмерной затяжкой, относятся к системам Schedule 80 в той же степени, что и к Schedule 40. Хотя стенки резьбовых фитингов с внутренней резьбой Schedule 80 толще, толщина стенки не меняет уровни напряжений и деформаций. См. Таблицу 1.
Во-вторых, установщики считают, что системы Schedule 80 сильнее, потому что они имеют более высокое номинальное давление, чем системы Schedule 40.Это верно только при сравнении систем с компонентами, скрепленными вместе с растворителем. См. Таблицу 2. Если ввести хотя бы одну трубу или ниппель с резьбой из ПВХ, рейтинг всей системы должен быть снижен на 50 процентов.
Таблица 2 Максимальное номинальное статическое давление * ПВХ типа 1120 при 73 ° FРазмер | График 40 | График 80 |
|
|---|---|---|---|
(IPS) | Сварка растворителем | Сварка растворителем | Резьбовое соединение |
½ | 600 | 850 | 425 |
¾ | 480 | 690 | 345 |
1 | 450 | 630 | 315 |
1¼ | 370 | 520 | 260 |
1½ | 330 | 470 | 235 |
2 | 280 | 400 | 200 |
2½ | 300 | 420 | 210 |
3 | 260 | 270 | 185 |
4 | 220 | 320 | 160 |
Это снижение рейтинга связано с уменьшением толщины стенки фитинга за счет резьбы.Кроме того, большинство пластиков, включая ПВХ, «чувствительны к надрезам». Когда гладкая стенка пластмассовой детали надрезается, деталь теряет значительную часть своей первоначальной прочности, точно так же, как толстый лист стекла ломается по нанесенной на ее поверхности линии. Поэтому наличие даже одного резьбового фитинга в системе требует сокращения на 50%.
Помня о том, что можно и чего нельзя делать, можно избежать многих ненужных головных болей и затрат, связанных с неправильно установленными системами.
ПВХ фитинг с резьбой
В производстве фитингов из ПВХ используется множество различных стилей резьбы.Ниже объясняются некоторые из наиболее часто используемых стилей резьбы и их чувствительность к изгибающим нагрузкам. Охватываемые стили включают стандартную V-образную резьбу, контрольную резьбу и резьбу ACME.
Стандартная “V” резьбаБольшинство пластиков, включая ПВХ, чувствительны к надрезам. Стекло, поскольку это очень чувствительный к зазубринам материал, является очень хорошим примером.
Для резки стекла на поверхности делается зарубка. Выемка создает высокую концентрацию напряжений или концентрацию напряжений, что обозначено красной областью на диаграмме выше.Приложение изгибающей нагрузки приведет к разрушению стекла по выступу или надрезу.
Резьба может создавать одинаковые концентрации напряжений, создавая связанные типы концентраторов напряжений, которые могут привести к трещинам. Типичная машинная и трубная резьба имеет профиль, основанный на V-образной выемке.
Напряжение, возникающее в точке «V», функционально снижает прочность резьбы. Вот почему рабочее давление фактически снижается на 50% в системах, в которых используются пластиковые фитинги с резьбой, по сравнению с системами, в которых используются только фитинги без резьбы.
Контрольная резьбаНекоторые производители производят поворотные шарниры с альтернативным стилем профиля резьбы, называемым резьбой «Buttress». Они продвигают косые зазубрины на своих нитях как добавку прочности. На самом деле эти резьбы “Buttress” все еще имеют V-образную выемку в основании профиля резьбы, что, следовательно, делает ее чувствительной к изгибающим нагрузкам. Прочность этой арматуры по-прежнему существенно снижена.
Резьба ACMEРезьба ACME имеет конфигурацию, в которой отсутствует V-образная выемка.Это специальная резьба, которая обеспечивает зазор с трубами любого диаметра, обеспечивая при этом высокую прочность. Резьба ACME менее чувствительна к изгибающим нагрузкам, поскольку на ней нет V-образной выемки.
Поворотные шарниры и соединенияLASCO имеют конструкцию резьбы ACME. Этот элемент конструкции обеспечивает высокое качество детали, которая менее подвержена поломке. Дополнительной особенностью резьбы в стиле ACME является то, что она обеспечивает «свободное» и «легкое» перемещение вплоть до надлежащего зацепления. Эта особенность предотвращает «заедание», «блокировку» или «заедание», которые характерны для деталей с резьбой из ПВХ.
Резьбовой пластик в системах
LASCO Fittings Inc. включила эту статью Института пластмассовых труб о пластиковых резьбовых соединениях в системах. Обсуждаются рекомендации по добавлению резьбовых пластиковых фитингов в систему.
Хотя резьбовые термопластические системы не рекомендуются для систем высокого давления, схем трубопроводов, где утечки могут быть опасными, или для труб большого диаметра (более 2 дюймов), они имеют два определенных преимущества. Их можно быстро разобрать для временного демонтажа и использовать для соединения пластмассовых и непластиковых материалов.Следующие рекомендации по изготовлению резьбовых соединений в термопластичных трубах и фитингах должны соблюдаться и адаптированы из Института пластиковых труб:
- Нарезайте резьбу только на трубы, толщина стенок которых равна или больше, чем у трубы Списка 80.
- Для труб с номинальным давлением из ПВХ и ХПВХ уменьшите номинальное давление трубы с резьбой до половины от давления трубы без резьбы.
- Для нарезания резьбы используйте только трубные фильеры, предназначенные для пластика. Держите матрицы чистыми и острыми.Не режьте ими другие материалы.
- Тиски для удержания трубы во время нарезания резьбы и трубные ключи должны быть спроектированы и использоваться таким образом, чтобы труба не была повреждена. Рекомендуются ленточные ключи. При необходимости в конец трубы можно вставить деревянные заглушки, чтобы предотвратить деформацию стенки трубы.
- Для нарезания резьбы можно использовать следующую общую процедуру: – Используйте матрицу с соответствующими направляющими, чтобы матрица заводилась и двигалась перпендикулярно оси трубы.Любые заусенцы или острые края на направляющей, которые могут поцарапать трубу, должны быть удалены. – Не используйте смазочно-охлаждающую жидкость. Однако иногда капля масла может попадать на резак. Это предотвращает дребезжание и способствует получению чистых и гладких нитей.
- Перед сборкой резьбу следует смазать и загерметизировать незатвердевающей смазкой для труб.
- При выполнении резьбовых соединений следует соблюдать осторожность, чтобы не перетянуть соединение. Как правило, достаточно сделать один-два оборота после затяжки вручную. Дальнейшее затягивание может привести к разделению пластмассовых деталей с внутренней резьбой.
Переходы от пластиковых трубопроводов могут быть выполнены с помощью фланцев, резьбовых соединений или штуцеров. Фланцевые соединения ограничены 150 фунтами на квадратный дюйм, а резьбовые соединения ограничены 50% номинального давления трубы.
ИНСТИТУТ ПЛАСТИКОВЫХ ТРУБ (PPI) Подразделение Общества пластмассовой промышленности, Inc. 250 Park Avenue, Нью-Йорк, Нью-Йорк 10017 (212) 687-2675Почему не работают резьбовые соединения
Чтобы понять, что происходит при затяжке резьбового соединения, мы должны понимать механику затяжки соединения.Во-первых, давайте рассмотрим, что происходит, когда стандартное соединение болта и гайки затягивается, чтобы скрепить два объекта вместе. Подумайте о соединении двух стальных стержней вместе. Когда гайка натягивается на болт, гайка вращается свободно, и гайка легко вращается по длине резьбы. Поскольку стальные стержни зажаты вместе, гайка больше не «свободно вращается», но обеспечивает сопротивление вращению или крутящему моменту.
крутящий момент 45 фунтов на болте 3/8 дюйма дает силу растяжения 7000 фунтовЧем больше поворачивается гайка, тем больше сопротивление или крутящий момент.Дополнительное вращение гайки и ее перемещение по резьбе прикладывает усилие зажима к стальным стержням. Увеличение крутящего момента частично компенсируется сжатием, прилагаемым к стальным стержням. При этом гайка пытается протянуть головку болта через отверстие в штанге. Вытягивание болта или растяжение являются ключевой частью успешных болтовых соединений. Во многих высокотехнологичных приложениях мера зажимного усилия определяется удлинением или растяжением болта как более точная величина, чем показание крутящего момента.Прочность на растяжение стального вала, болта в этом примере и его удлинения более согласованы, чем показания крутящего момента болтов и гаек, которые могут иметь ржавчину, смазку, несовершенную резьбу и процедуру затяжки. Но для установщика герметичность соединения обычно принимается как сопротивление гайки вращению или крутящий момент, необходимый для ее дальнейшего вращения. Это означает, что ощущение плотного соединения является результатом приложения нагрузок, которые деформируют или растягивают соединительные элементы.
Теперь, используя информацию, которую мы только что рассмотрели, давайте объясним, что происходит, когда затягивается соединение с конической трубной резьбой. Так же, как болт и гайка, до тех пор, пока не будет присутствовать зажимное усилие, коническая резьба будет «свободно вращаться» до тех пор, пока не исчезнет зазор между наружной и внутренней резьбой. По мере того, как два компонента скрепляются друг с другом на большее количество оборотов, внутренние силы увеличиваются.
Национальная трубная резьба имеет конус в 1¾ °, что означает, что каждая наружная резьба немного больше в диаметре, чем предыдущая, а внутренняя резьба постепенно уменьшается.Для трубной резьбы 1 дюйм угол конуса означает, что каждая смежная резьба составляет 0,0055 дюйма, или примерно толщину этой страницы, различается диаметром. По мере того, как наружная и внутренняя резьбы проходят «свободный ход», части заклиниваются вместе, в результате чего охватывающая деталь растягивается, а охватываемая часть слегка сжимается. Этот конус означает, что, когда резьба затягивается вручную, любое дополнительное заклинивание двух частей вызовет деформацию охватывающих частей. Поскольку практически все материалы сильнее при сжатии, чем при растяжении.Даже если и охватываемая, и охватывающая резьбовые части имеют одинаковую прочность или материал, охватывающая часть будет растягиваться до разрушения до того, как охватываемая часть разрушится под нагрузкой сжатия. . Помните, что герметичность соединения – это результат сопротивления материалов растяжению. Сталь имеет предел прочности на растяжение или сопротивление растяжению примерно в семь раз больше, чем ПВХ, что означает, что пластиковое соединение будет иметь гораздо меньший крутящий момент или ощущение на ощупь, чем металлические фитинги.
Диаметр шага
Это означает, что для каждого поворота после затяжки вручную или «свободного хода» охватывающая часть растягивается больше, чем сжимается охватываемая часть.Наибольшее напряжение, развиваемое в резьбовом соединении конической трубы, приходится на делительный диаметр.
Шаговый диаметр – это точка, которая находится посередине между впадиной и вершиной резьбы. Именно на делительном диаметре резьбового соединения начинается любая трещина или разрушение, которые затем распространяются наружу через стенку фитинга. Поскольку трещина возникает на промежуточном диаметре, любая дополнительная толщина стенки компонента с внутренней резьбой обеспечивает слабую защиту от отказа из-за чрезмерной затяжки.
Чтобы понять, почему наибольшие нагрузки приходятся на делительный диаметр, мы должны увидеть, как распределяются нагрузки от заклинивания. Давайте для этого примера возьмем трубную резьбу диаметром 1 дюйм! Деформация – это изменение диаметра при каждом обороте резьбового соединения, в этом примере делительный диаметр увеличивается на 0,0055 дюйма на каждый полный оборот. Поскольку делительный диаметр на конце внутренней резьбы составляет 1,230, а увеличение диаметра на 0,0055 дюйма за каждый оборот, это дает деформацию 0,00447 дюйма / дюйм. Принимая во внимание, что изменение делительного диаметра на внешней стенке фитинга размером 1.673 будет 0,00329 дюйма / дюйм
Обратите внимание, что растяжение на внешнем диаметре охватывающей части меньше, чем на делительном диаметре, что указывает на то, где находится наибольшая деформация. Напряжение или растягивающее напряжение – это сила, создаваемая развивающейся деформацией, умноженная на сопротивление материала для увеличения, в данном случае ПВХ. Поскольку сопротивление растяжению или модуль упругости ПВХ составляет 400000 фунтов на квадратный дюйм. Это означает, что нагрузка на эту резьбовую часть диаметром 1 дюйм на делительном диаметре составляет; .00447 x 400 000 или 1788 фунтов на квадратный дюйм / оборот. Поэтому с ПВХ, имеющим предел прочности на разрыв 7000 фунтов на квадратный дюйм, легко увидеть, что всего несколько оборотов после затяжки вручную или «свободного хода» могут привести к выходу из строя фитингов из ПВХ. Если мы затянем соединение на 3,9 оборота от руки, мы превысим прочность ПВХ и вызовем его растрескивание.
Правильный способ сборки резьбового соединения из ПВХ – Schedule 40 или 80 – затянуть вручную плюс один-два оборота, не более. Два оборота после затяжки вручную плюс напряжение системы давления находится в пределах прочности на разрыв одного дюйма ПВХ.Рабочее давление трубы ПВХ основано на уровне напряжения 2000 фунтов на квадратный дюйм. Это означает, что резьбовое соединение с внутренней резьбой 1 дюйм подвергается кольцевому напряжению 7,364 фунтов на квадратный дюйм при затяжке всего за три оборота после затяжки вручную и ниже номинального рабочего давления трубы. Как видите, в этом случае соединение находится на грани отказа.
(1788 фунтов на кв. Дюйм x 3) + 2000 фунтов на квадратный дюйм = 7364 фунта на квадратный дюйм
В таблице ниже показано напряжение на один виток, число оборотов до отказа и деформации, возникающие в резьбовых соединениях труб другого размера.Важно отметить, что наиболее распространенные резьбовые соединения, менее 1 дюйма, могут треснуть фитинг из ПВХ с внутренней резьбой всего за несколько оборотов после затяжки вручную.
Как же, спросите вы, правильно сделать соединение пластмассового фитинга? Во-первых, мы должны признать, что часть с внутренней резьбой должна быть самой прочной. Если соединение выполнено из разных материалов, таких как металл и ПВХ, то часть с наружной резьбой должна быть пластиковой, чтобы обеспечить наименьшую вероятность выхода из строя соединения.Если соединение полностью пластмассовое и используется герметик для резьбы, его химический состав должен быть совместим с используемыми материалами. Поскольку герметик или ленты, содержащие тефлон ® , уменьшают трение, они будут маскировать нагрузки и напряжения, прикладываемые во время последовательности затяжки. Из-за зазора между впадиной или впадиной и выступами сопряженной резьбы существует небольшой спиральный путь утечки, который увеличивает длину резьбового соединения. Этот путь утечки должен быть загерметизирован, и это причина использования герметика для резьбы.Обратите внимание, что я не сказал «смазка». Смазывающие свойства резьбовых герметиков могут скрывать сопротивление, которое монтажник ожидает при затяжке соединения. Это приводит к чрезмерному затягиванию, чтобы получить «ощущение» отсутствия утечек, при этом возникает чрезмерное напряжение, связанное с заклиниванием охватываемого и охватывающего компонентов вместе.
Процедура изготовления герметичных соединений, которые не вызовут разъединение фитингов, проста! Затяните соединение вручную, а не вручную, затем затяните еще на 1-2 оборота. Этот метод обеспечивает герметичное соединение без чрезмерного напряжения внутри соединения.Важно понимать, что герметик для трубной резьбы; особенно те, которые сделаны с тефлоном ® , смазывают резьбу и вводят установщика в заблуждение, полагая, что соединение не туго.
Подключение трубы из ПВХ к металлической трубе
Источник бесплатной информации по ирригации в Интернете!Соединения пластмассы с металлом выполняются с помощью резьбовых соединений. Пластиковая наружная резьба используется для соединения с металлической внутренней резьбой.
Не используйте пластиковый разъем с внутренней резьбой с металлическим разъемом с внешней резьбой! Соединение почти всегда протекает или ломается.
Стандартная резьба IPS, используемая на трубах и фитингах, неодинакова по диаметру. Например, если вы внимательно посмотрите на наружную резьбу трубы, вы заметите, что диаметр первой резьбы на конце фитинга меньше диаметра последней резьбы. Точно так же с внутренней резьбой первая резьба на конце имеет больший диаметр, чем последняя резьба.Для этого есть веская причина. Когда вы скручиваете резьбу, она становится более тугой! По мере того, как резьба завинчивается, происходит сжатие охватываемого фитинга при растяжении охватывающего фитинга, в результате получается очень плотное соединение, которое не протекает. Вот почему становится все труднее повернуть трубу, когда вы продолжаете затягивать соединение. Однако это создает проблему, если вы соединяете два разных материала вместе. Если один из них мягче другого, то более мягкий будет выполнять все сжатие или растяжение.Сжатие, как правило, не является большой проблемой, но слишком сильное растяжение может быть плохой новостью для прочности материала. Чтобы отрегулировать этот эффект, внутреннюю резьбу на фитингах и клапанах часто усиливают, делая их толще. Посмотрите на типичный металлический фитинг с внутренней резьбой, похожий на муфту, и вы заметите усиленный конец. Для пластиковых клапанов они не только используют более толстый пластик, но и иногда помещают металлическое кольцо вокруг охватывающего конца или вставляют в пластик арматуру из стекловолокна.
Пластмассы, такие как ПВХ, создают большую проблему, поскольку пластик легко растягивается по сравнению почти со всеми металлами.По этой причине вам (почти) никогда не следует использовать фитинг с внутренней резьбой из ПВХ с металлическим фитингом с наружной резьбой. Поскольку наружная металлическая резьба тверже, наружная резьба не сжимается, и вся «отдача» исходит от внутреннего ПВХ. В результате внутренний ПВХ растягивается твердым металлом за пределы своей прочности, что приводит к образованию крошечных трещин и утечек. Исключение, на которое я намекнул, состоит в том, что есть некоторые специальные пластиковые фитинги, которые имеют комбинацию более тяжелого пластика и металлических усиливающих колец, чтобы придать им достаточную прочность, чтобы противостоять растрескиванию под напряжением.Обычно эти фитинги используются только в крупных системах орошения сельскохозяйственных угодий, парков и полей для гольфа.
Существует также другой тип резьбы, называемый «трапецеидальной резьбой», который имеет резьбы одинакового размера. Это тип резьбы, которая используется на предметах, которые нужно легко разбирать, например на крышках банок.
Герметизирующие ленты и смазки для труб
При выполнении резьбовых соединений необходимо использовать герметик / смазку. Это продукт, который помогает герметизировать соединение, а также служит смазкой, облегчающей завинчивание охватываемого конца в охватывающее.Стандартными продуктами для этого являются тефлоновая смазка для труб, тефлоновая лента или лента из ПТФЭ. Для спринклерных систем предпочтительнее тефлоновая или тефлоновая лента. Если трубная смазка попадет в трубы, вода перенесет ее к спринклерам, и она склеит их (использование трубной смазки также аннулирует гарантию на большинство спринклеров). Некоторые трубные смазки, сделанные для металлических труб, несовместимы с пластиком. Они повредят пластик, что приведет к поломке в будущем. Придерживайтесь материалов из тефлона или ПТФЭ, предназначенных для использования на пластике.
При использовании трубной смазки нанесите ее на наружную резьбу. Постарайтесь не попасть на последнюю резьбу на конце, чтобы она не попала внутрь трубы. Нанесите хороший толстый слой, начиная со второй нити с конца. Большинство профессионалов используют смазку для тефлоновых труб, потому что она быстрее и требует меньше размышлений, чем тефлоновая лента для установки. (Тефлоновая лента должна быть натянута в правильном направлении, иначе она оторвется.) Но они расплачиваются за поврежденные спринклерные головки, которые позже приходится заменять.
Некоторые тефлоновые ленты, которые обычно продаются у поставщиков со скидками, очень и очень тонкие. Если вы можете поднести ленту к источнику света и увидеть сквозь нее свет, у вас будет очень тонкая лента, и вам нужно будет использовать ее намного больше. При использовании дешевой тонкой ленты используйте около 9-10 витков вокруг наружной резьбы. Я считаю, что на самом деле дешевле покупать более дорогую и толстую ленту.
Для качественной ленты требуется 3-4 витка наружной резьбы для создания хорошего уплотнения. Не наклеивайте ленту на первую нитку, и вам будет легче начать стыки.Когда вы надеваете ленту, туго затягивайте ее вокруг ниток, но не растягивайте ее слишком сильно. Вы должны видеть форму ниток сквозь ленту. Оберните ленту вокруг трубной резьбы в том же направлении, в котором она будет навинчиваться. (По часовой стрелке, если вы смотрите на конец наружной резьбы.) Если вы пойдете в другом направлении, лента будет отрываться, когда вы пытаетесь соединить концы вместе.
Я предпочитаю использовать ленту из ПТФЭ «сверхтяжелой» и «полной плотности» розового цвета.Практически никогда не использую трубочный дурман.
Текст и изображения Джесс Страйкер, если не указано иное. Авторские права © Джесс Страйкер, 1997-2018. Все права защищены.
A Справочник по липким лентам – Все, что вам нужно знать о липких лентах!
Когда мы думаем о липких лентах, мы сразу же думаем о липкой ленте. До изобретения самоклеящихся лент (PSA), клей и бумага использовались для закрепления и скрепления упаковки. Открытие липкой ленты произошло, когда ученый, работавший в компании 3M еще в 1925 году, обнаружил малярную ленту.Затем тот же ученый открыл ленту для виолончели, которая получила название Scotch® Magic Tape. Эти изобретения проложили путь к изобретению самых разнообразных лент, которые мы видим сегодня.
Что такое клейкая лента?
Клейкая лента или самоклеящаяся лента, известная как лента PSA, имеет много названий, таких как липкая лента, лента для виолончели или самоклеящаяся лента. Они изготавливаются из таких материалов на рулоне, как пластиковая пленка, ткань, бумага или даже металл и т. Д., И имеют покрытие из чувствительного к давлению клея.Клей будет приклеиваться, не требуя воды или тепла. Используемый клей имеет различную липкость и легко склеивается или отклеивается, либо прилипает при первом нажатии. Некоторые ленты, такие как Parafilm, называются лентой для связывания, которая прилипает к себе без липкого клея. Другие ленты могут быть двусторонними, с клеем с обеих сторон. Многие ленты чувствительны к окружающей среде и являются экологически чистыми, например, водные клейкие ленты из крафт-бумаги.
Как делается клейкая лента?
Клейкие ленты изготавливаются по аналогии с лентами.Широкие рулоны пленки покрываются клеем, а затем пропускаются через продольно-резательный станок для создания лент различной ширины. Эти пленки наматывают на рулоны с определенным натяжением, чтобы пленка могла быть разделена. Слишком большое или недостаточное натяжение приведет к повреждению ленты. Натяжение и намотка добавят пленке немного растяжения. Неисправности, которые могут возникать в клейких лентах, называются выдвижением, зацеплением или зазором. Если процессы наматывания и разрезания выполняются с осторожностью, то единственная другая проблема, которая может повлиять на ваши ленты, – это то, как вы храните ленту.
Как лучше всего хранить скотч?
Клейкие ленты не имеют срока годности, и их эффективность будет снижаться по мере старения ленты. Кроме того, большинство лент не любят хранить при высоких температурах, ультрафиолетовом свете, прямых солнечных лучах и других химических веществах. Следуйте инструкциям производителя и также храните в сухом месте. Практика этого продлит жизнь ваших лент и будет гарантировать, что они каждый раз работают хорошо.
Подробное руководство по типам лент.
Чтобы больше узнать о клейких лентах, в этом подробном руководстве мы перечисляем 10 самых распространенных групп клейких лент, подробно рассказываем, чем они отличаются, как они функционируют и каковы различные области применения.
1. Клейкая лента
Клейкая лента известна под разными названиями в зависимости от страны и использования. Ее также часто называют виолончельной лентой, у нее есть две самые популярные ширины: 12 мм и 18 мм. Такая ширина легко помещается на диспенсер для клейкой ленты.
- Целлюлозная лента , изготовленная из целлюлозной пленки. Целлюлозная пленка не является пластиком и со временем станет темного цвета и, возможно, станет хрупкой.
- Скотч – это общий термин, используемый для обозначения аналогичных лент из липкой ленты или липкой ленты для виолончели. Это прозрачная лента общего назначения, которая может использоваться дома, в офисе или в промышленности.
- Скотч является товарным знаком 3M и идентичен скотчу. Эта лента доступна в различных вариантах ширины и силы сцепления для различных целей.
2. Упаковочная лента
Упаковочная лента часто называется упаковочной лентой, упаковочной лентой или лентой для запечатывания коробок . Эта лента обычно изготавливается в рулонах шириной 48 мм, чувствительна к давлению и изготавливается из полипропилена, БОПП или полиэфирной пленки с клеевым покрытием. Дополнительная ширина позволяет легко и быстро склеивать картонные коробки. Обычно он работает с использованием ручного дозатора ленточного пистолета.
- Лента, активированная водой (WAT) – это лента из крафт-бумаги с клеевым клеем, который реактивируется водой.Основное преимущество экологически чистой водно-активированной ленты заключается в том, что она плотно прилегает к коробке и становится такой, что отслаивание становится практически невозможным, что создает прочную и надежную пленку, защищающую от несанкционированного доступа. Обычно это более рентабельно, чем традиционная самоклеящаяся упаковочная лента, чувствительная к давлению. Лента представляет собой неармированную крафт-бумагу или армированную крафт-бумагу из стекловолокна, которая может быть либо активируемой водой, либо самоуплотняющейся.
- Филаментная лента изготовлена из полипропиленовой или полиэфирной пленки с использованием встроенных волокон из стекловолокна по длине ленты.Он очень прочный и в основном используется в производстве упаковки и в машинах, так как не ломается. Лучше всего подходит для тяжелых картонных коробок.
- Отрывные ленты представляют собой узконаправленные или полипропиленовые чувствительные к давлению или активируемые нагреванием клейкие ленты, используемые в качестве отрывной или предотвращающей несанкционированный доступ ленты для открывания упаковки потребительских товаров, таких как конверты DHL или пачки сигарет.
3. Двусторонняя лента
Двусторонний скотч имеет клейкую ленту с обеих сторон. Если вам нужно склеить две поверхности вместе, это лучшая лента для работы.
- Лента для нижнего белья – это двусторонняя лента, используемая в одежде, также называемая «лентой для декольте», «модной лентой» или «лентой для сисек».
4. Бандажная лента
Бандажная лента – это лента, которая приклеивается сама к себе без липкого клея.
- Parafilm – это хорошо известная связующая лента, используемая как во флористике, так и для прививки деревьев.
- Эко-бумажная лента с цветочным рисунком также является связующей лентой, похожей на Parafilm, но сделанной из бумаги, а не из полипропилена.
- Эластичная связывающая лента очень похожа на парафильм по функциям и использованию. Материал аналогичен эластичным бретелям бюстгальтера или танцевальной резинке. В основном его используют для обертывания букетов и корсажей, чтобы они крепче держались.
5. Клейкая лента или клейкая лента
Другая торговая марка этой ленты – Gorilla tape . Эти ленты обычно имеют ширину 48 мм и имеют очень прочный клей из резины или пластика.
- Их легко порвать на длинной части ленты, но практически невозможно порвать по горизонтали.
- Доступен во многих цветах, но наиболее распространенными цветами являются черный и серый для промышленных условий.
- Эту ленту используют монтажники, электрики, съемочные группы.
6. Тканевые ленты, аналогичные изолентой
- Лента для горшков – это водонепроницаемая лента, сделанная из тканевой ленты, в точности как клейкая лента. Обычно он имеет ширину 6 или 12 мм и широко используется во флористике. Название «лента для горшков» было получено, потому что она в основном используется для закрепления цветочной пены в горшках или мисках.
- ПВХ Упаковочная лента изготовлена из неэластичного ПВХ, используется для запечатывания или пакетирования свежих продуктов. Он водонепроницаем, имеет клей с высокой тактильной способностью, а поскольку не растягивается, он похож на веревку или шпагат.
- Спайк в театральном смысле – это отметина на театре или сцене. Spike Tape – это клейкая лента, предназначенная для приклеивания к неровным поверхностям. Эта лента также водонепроницаема, легко разматывается, легко рвется и очень хорошо изнашивается. Лента Spike Tape имеет плавное контролируемое разматывание и легко рвется вручную.Эта лента также используется для цветового кодирования, маркировки прямоугольников и сигналов направления в темных областях.
- Фрикционная лента – Лента из ткани, пропитанная адгезивом на каучуковой основе, используется в основном для увеличения сцепления или трения.
7. Ленты электрические
Обычные ленты для электриков – это виниловые ленты, используемые для изоляции электропроводки. Мягкая лента, доступная во многих цветах, легко натягивается и растягивается, поэтому ее можно разрезать вручную.
- Каптонная лента – Kapton® ленты изготовлены из полиимидной пленки Kapton® с силиконовым клеем.Используется в производстве электроники в качестве изоляционного и защитного слоя для чувствительных к статическому электричеству и хрупких компонентов.
- Самоамальгамирующиеся ленты имеют нелипкую клейкую эластичную ленту, которая представляет собой прочный бесшовный резиновый, водостойкий электрический изолятор. Эта лента в основном используется для обертывания электрических соединений, шлангов, труб и кабелей.
8. Торговые ленты
- Малярная лента – это чувствительная к давлению лента, сделанная из крепированной бумажной основы и легко снимаемого самоклеящегося клея.Его главная особенность в том, что его легко оторвать от руки и написать на нем. Обычно он доступен различной ширины от 30 мм до 48 мм. Малярный скотч в основном используется для маскировки участков при подготовке к покраске. Легко отшелушивается и не оставляет следов.
- Малярная лента очень похожа на малярную ленту, но может иметь немного более прочный клей для различных поверхностей.
- Виниловые ленты для разметки полов и линий – это износостойкие сверхпрочные ленты, используемые для разметки линий пола на складах и в промышленных помещениях.Эта лента часто используется в качестве замены для нанесения разметки краской.
- Ленты для разметки дорог – это более тяжелая лента, чем лента для разметки линий, сделанная из предварительно отформованного полимера, и ее можно постоянно или временно наносить на тротуары и дорожные покрытия
- Защитные ленты используются для упаковки потребительских товаров, чтобы указать, были ли они открыты. Это позволяет покупателю, а также продавцу быть осведомленным о дополнительной безопасности товара.
- Скоростная лента – это чувствительная к давлению лента на основе алюминия, которая по своим свойствам аналогична клейкой ленте. Основными преимуществами скоростной ленты являются ее устойчивость к воде, растворителям и высоким колебаниям температур, а также способность к отражению. Широко применяется на самолетах при мелком временном ремонте.
9. Медицинские или хирургические ленты и ленты для оказания первой помощи
- Хирургическая лента или медицинская лента – это самоклеящаяся клейкая лента, используемая в качестве повязки или повязки на рану.Эти ленты бывают самых разных применений и содержат гипоаллергенный клей, оксид цинка для предотвращения инфекций и микропористые, позволяющие коже дышать.
- Дышащая медицинская лента из микробумаги – это неэластичная бумажная лента, микропористая (крошечная отверстия) и имеет гипоаллергенный, чувствительный к давлению клей. Он используется для надежного закрепления повязок и повязок на коже и легко снимается, не повреждая кожу и позволяя воздуху циркулировать.
- Транспоровая полиэтиленовая неэластичная лента – это полупрозрачная хирургическая лента с прочным адгезивом.Эта лента воздухопроницаема, гипоаллергенна, позволяет влаге испаряться и легко рвется даже в перчатках. Преимущественно используется, когда во время медицинских процедур требуется более прочная клейкая лента.
- Эластичная терапевтическая лента или лента KT (кинезиологическая лента ) представляет собой эластичную хлопковую ленту с акриловым клеем, которая делает ее тонкой и эластичной, как человеческая кожа. Не удерживает влагу и помогает избежать раздражения кожи.
- Steri-Strips – это небольшие водонепроницаемые клейкие полоски, которые используются для закрытия небольших ран аналогично наложению швов.
10. Спортивные ленты
- Лента из оксида цинка или спортивная стяжная лента изготовлена из неэластичного хлопкового / вискозного материала с адгезивом из оксида цинка. Прочный и прочный, хорошо переносящий влагу; он широко используется для поддержки поврежденных мягких тканей, травм связок, ран и порезов.
- Амортизирующая лента или лента для захвата используется для различного спортивного оборудования для смягчения постоянных ударов. Такие вещи, как ракетки для тенниса и сквоша, биты для крикета и хоккейные клюшки.
9 Часто задаваемые вопросы по приклеиванию ПВХ
Листы ПВХлегко приклеиваются или приклеиваются как к другим панелям ПВХ, так и к другим типам материалов. В этом сообщении блога мы ответим на некоторые вопросы, которые чаще всего задают нам клиенты, например, как склеивать вспененный ПВХ и твердый ПВХ. К каждому материалу нужен свой подход, но их объединяет то, что поверхность ПВХ должна быть абсолютно чистой и обезжиренной.
1.Как клеить жесткий ПВХ?
Быстро и легко склеивать листы жесткого ПВХ с помощью специального клея для ПВХ. Клей для ПВХ Uni 100 вы найдете в нашем интернет-магазине. Этот тип клея растворяется под воздействием света и воздуха, и листы ПВХ плавятся. По этой причине этот метод склеивания также известен как холодная сварка.
Перед тем, как начать…
При использовании клея для ПВХ всегда надевайте защитные резиновые перчатки. Вы также должны убедиться, что ваше рабочее место хорошо вентилируется, поскольку пары клея ПВХ могут быть очень вредными для здоровья.
Во-первых, с помощью обезжиривающего средства и безворсовой ткани убедитесь, что склеиваемые поверхности чистые и обезжиренные. Затем слегка отшлифуйте листы наждачной бумагой с мелким зерном (зернистость 150). Используя кисточку, прилагаемую к крышке бутылки, нанесите клей для ПВХ, сразу же закрыв крышку. Поместите две детали, которые вы хотите прикрепить, друг к другу и удерживайте их на месте с помощью ленты, плоскогубцев или клеевых зажимов. Сотрите излишки клея бумажным полотенцем. Дайте клеевому слою высохнуть в течение 10 минут, прежде чем подвергать его механическому воздействию.
2. Сколько времени требуется для отверждения ПВХ-клея?
Время, необходимое для высыхания или отверждения жесткого ПВХ-клея, зависит от размеров склеиваемых участков, типа основы и количества используемого клея. Температура окружающей среды и влажность воздуха также влияют на время высыхания. В качестве приблизительного ориентира подождите 4-8 часов для поверхности диаметром до 63 мм.
3. Что входит в состав клея для ПВХ панелей?
Клей для ПВХсоздан на основе полимеров винилхлорида с добавлением растворителей и наполнителей (циклогексанон, тетрагидрофуран и бутанон). Клей ПВХ – это клей на основе растворителя, который вызывает растворение поверхности листов ПВХ. В результате обе поверхности сплавляются и «плавятся» вместе, образуя прочную связь.
Большинство клеев, подходящих для твердого ПВХ, поставляются в контейнерах с удобной кисточкой, прикрепленной к крышке, поэтому можно быстро и легко нанести клей на ПВХ-материал, который вы хотите приклеить.Клей для жесткого ПВХ, который вы найдете в нашем интернет-магазине, представляет собой прозрачный клей, заполняющий зазоры, поэтому он заполняет любые трещины и неровности.
4. Какой клей вы используете для приклеивания ПВХ к дереву и другим материалам?
Если вы собираетесь приклеивать твердый ПВХ к другим материалам, таким как древесина, конструкционная древесина, пластик, металл, изоляционная плита, гипсокартон или керамика, то вам не следует использовать клей для твердого ПВХ, так как он плохо склеивается. Для создания прочной связи рекомендуем предварительно обработать склеиваемые поверхности грунтовкой Bostik Primer Prep M.Затем приклейте лист ПВХ к другим материалам с помощью клея Seal’n’bond Premium H750. Сразу после нанесения клея поместите склеиваемые детали друг на друга.
5. Как клеить вспененный ПВХ?
Вспененный ПВХ состоит из внешних слоев картона (хромированного картона), которые можно склеивать с помощью стандартного контактного клея. Мы рекомендуем Superglue Rody-Rapid, доступный в нашем интернет-магазине. Это универсальный суперклей, подходящий для всех гладких и пористых пластиков. Как указано выше, перед началом приклеивания поверхность должна быть чистой и обезжиренной.Затем удерживайте склеенные детали зажимом, плоскогубцами или скотчем, пока клей не высохнет.
6. Как клеить ПВХ на бетон?
Вспененный ПВХ: Для приклеивания вспененного ПВХ к бетону или кирпичу мы рекомендуем использовать клей Bostik High Tack.
Жесткий ПВХ: При приклеивании жесткого ПВХ к бетону сначала предварительно обработайте лист с помощью Bostik Primer Prep M, а затем прикрепите его с помощью клея Bostik High Tack.
7. Как ПВХ-клеи действуют на древесину?
Вспененный ПВХ: Если вы планируете приклеивать вспененный ПВХ к древесине, ДСП, пластику, металлу, керамике, гипсокартону или изоляционной плите, предварительно обработайте склеиваемые поверхности с помощью Bostik Primer Prep K, а затем нанесите Seal’n адгезивный клей.
Жесткий ПВХ: Для эффективного склеивания жесткого ПВХ мы рекомендуем сначала подготовить клеевые поверхности с помощью Bostik Primer Prep M, а затем нанести клей Seal’n’bond.
Совет: При использовании клея всегда внимательно читайте инструкции на упаковке.Если вы не уверены, спросите эксперта, какой клей вам больше всего подходит. Также следует учитывать такие факторы, как область применения, механическая нагрузка и температурный диапазон окружающей среды, в которой применяется клей, поскольку они влияют на время отверждения.
8. Как приклеить вспененный ПВХ к другим материалам?
При приклеивании вспененного ПВХ к другим материалам, таким как пластик, металл, гипсокартон, керамика или изоляционные плиты, важно загрунтовать клеевые поверхности грунтовкой Bostik Primer Prep M.Если вы выберете правильный клей, можно приклеивать вспененный ПВХ к широкому спектру материалов. Наш совет по приклеиванию вспененного ПВХ к следующим материалам:
Картон, текстиль, бумага и кожа требуют соединения влажным клеем. Это дает то преимущество, что можно регулировать связь во время высыхания.
9. Как удалить клей ПВХ?
Удалите пятна клея ПВХ с помощью ацетона и чистой безворсовой ткани.
Еще вопросы по приклеиванию ПВХ
Если у вас есть дополнительные вопросы о клее для ПВХ в Великобритании или вам нужен совет о подходящих продуктах и материалах для вашего проекта, позвоните нам по телефону +44 (0) 122 39 76 701 или отправьте нам электронное письмо: info @ plasticsheetsshop.co.uk, мы всегда рады помочь.
Другие блоги, которые могут вас заинтересовать
3 Что можно и чего нельзя делать при сборке фитингов из ПВХ
Пластиковые трубопроводы и резьбовые фитинги чрезвычайно надежны и обеспечивают бесперебойную работу. Проблем с растрескиванием резьбовых фитингов из ПВХ можно легко избежать, соблюдая соответствующие инструкции по установке.
В этом посте мы рассмотрим три способа выполнения резьбовых соединений с фитингами из ПВХ и трубами из ПВХ, чтобы обеспечить плавный и свободный от напряжений процесс сборки.Давайте начнем!
1. Запрещается: слишком сильно затягивать соединения, повернув еще раз, чтобы убедиться.
Сделайте:
Затяните пальцем, затем добавьте один или два оборота, не болееРезьбовые фитинги из ПВХ с наружной резьбой (MPT) имеют увеличивающийся диаметр резьбы, в то время как резьба с внутренней резьбой (FPT) уменьшается. Это называется конусом. Поскольку резьба сужается, любые дополнительные витки могут вызвать деформацию охватывающей части, что приведет к разрыву фитинга с внутренней резьбой.Фитинги меньшего диаметра подвергаются большей нагрузке, поэтому фитинги меньшего размера более подвержены растрескиванию под напряжением. Герметики для резьбовых соединений действуют как смазка, благодаря чему их чрезвычайно легко перетянуть.
Надлежащий способ сборки фитингов из ПВХ с резьбой Sch 40 или Sch 80 – затянуть вручную, затем добавить один-два оборота, но не более. Два оборота после затяжки вручную, а также давление в системе обеспечат прочность на разрыв ПВХ. В приведенной ниже таблице поясняются уровни деформации и растягивающего напряжения в зависимости от диаметра трубы.
2. Запрещается: Используйте герметизирующую ленту, пасту или смазку для труб для смазки стыка.
Do: можно использовать герметик, разработанный специально для резьбовых соединений.
ЛентаPTFE предназначена для металлических труб и фитингов, а не для пластиковых. Трубная смазка и паста из ПТФЭ подходят для металла и пластика. Соединения фитингов металл-металл труднее затянуть по сравнению с пластиковыми, поскольку поверхности физически более твердые и могут истираться без какой-либо ленты из ПТФЭ или смазки для труб. Когда лента из ПТФЭ наматывается на наружную резьбу из ПВХ, это увеличивает напряжение.Более толстые ленты премиум-класса также увеличивают нагрузку.
При работе с резьбовыми пластиковыми фитингами следует использовать герметик, специально разработанный для пластиковых фитингов. Незатвердевающий состав вдавливается в потенциальные области, где могут произойти утечки, под давлением воды, полностью герметизируя. Убедитесь, что используемый герметик совместим с пластмассами. Некоторые марки герметиков для труб содержат масла, способные повредить пластик. Герметизирующий состав также не должен смазывать соединение до такой степени, что может возникнуть чрезмерная затяжка.
3. Не следует: предполагать, что использование «более прочных» фитингов Sch 80 решит проблему расщепления резьбовых соединений при чрезмерной затяжке.
Рекомендации: используйте ниппели из ПВХ сортамента 80 с фитингами из ПВХ сортамента 40 и 80.
Это правда, что фитинги категории 80 прочнее и имеют более высокое номинальное давление, чем системы фитингов категории 40. Однако это верно только при сравнении систем с компонентами, которые были сварены вместе. Хотя толщина стенок фитингов с внутренней резьбой sch 80 больше, они не решают проблем, вызванных чрезмерной затяжкой.Уровни напряжений и деформаций остаются прежними, и резьбовые фитинги sch 80 с точки зрения растрескивания под напряжением работают аналогично Sch 40.
Знаете ли вы, что ниппелей для труб из ПВХ Sch 40 не существует? Ниппели для труб с резьбой доступны только из материала sch 80. Нарезание резьбы на трубу из ПВХ sch 40 приводит к получению тонкостенного сечения, что снижает прочность. Ниппели Sch 80 должны использоваться с фитингами из ПВХ с резьбой Sch 40 и 80. Хотя общее практическое правило заключается в использовании одинаковых фитингов и труб, это относится к системам, в которых используются фитинги, сваренные растворителем.В приведенной ниже таблице показано максимальное статическое давление для фитинга из ПВХ типа 1120 при 73 ° F.
Фитингииз ПВХ очень распространены и при правильной сборке очень хорошо преобразуются. Помня об этом, вы сможете избежать ненужных головных болей и дополнительных затрат из-за неправильно установленных систем.
ПВХ-лента для воздуховодов и стыков
ПВХ-лента для воздуховодов и стыков – клейкие ленты0437 244 171
- Продукты /
- Лента для воздуховодов и стыков из ПВХ
Код товара: AT4051
Стоимость
| Кол-во для заказа. | 48 мм x 30 метров |
|---|---|
| 1-59 | 3,95 $ |
| 60+ | 3 доллара.65 |
Описание
Эта клейкая лента из ПВХ Tesa имеет очень удобную основу, которая обладает хорошей стойкостью к истиранию и ударам.
Он также имеет агрессивный клей, который хорошо держится на самых разных поверхностях.
Этот продукт идеально подходит для использования в различных системах воздуховодов.
Характеристики
| Код товара | AT4051 |
| Цвет | Серебро |
| Ширина | 48 мм |
| Длина | 30 метров |
| Толщина | 130 мкм |
| Кол-во за единицу | 1 |
Просмотр настольного сайта Просмотреть оптимизированные для мобильных устройств
Все материалы © 2021 Adhesive Tapes Australia & bullet; Управление сайтом с помощью Digital Bridge
.